
Bei der Bearbeitung kann ein Teil nach dem Schneiden vollständig aussehen, aber seine Kanten sind nicht immer in einem idealen Zustand. Kleine Metallvorsprünge, dünne erhabene Kanten oder scharfe Spitzen bleiben oft an Lochöffnungen, Profilkanten und Ecken zurück. Diese Kantenrückstände sind allgemein bekannt als Grate. Obwohl sie in der Regel klein sind, können sie dennoch die Montage, die Sicherheit und die anschließende Oberflächenbearbeitung beeinträchtigen.
In diesem Artikel wird erklärt, was Grate sind, wo sie typischerweise auftreten, welche Arten von Graten es gibt, warum sie entstehen und welche Methoden zur Entfernung und Kontrolle von Graten bei der Bearbeitung verwendet werden.
Was ist ein Grat in der Zerspanung?
Als Grate werden die winzigen Vorsprünge bezeichnet, die an den Kanten oder Öffnungen eines Werkstücks zurückbleiben, wenn das Material bei der Bearbeitung keine saubere Trennung erreicht. Physikalisch gesehen ist ein Grat kein funktionelles Merkmal des Werkstücks, sondern das Ergebnis einer plastischen Verformung, bei der das Metall unter dem Einfluss der Zerspanungskräfte in Richtung des Umfangs gepresst wird. Diese Rückstände zeigen sich typischerweise als dünne Bänder, scharfe Spitzen oder leichte Grate.
In der Praxis der Metallbearbeitung variiert die Morphologie eines Grats je nach Duktilität des Materials. Bei hochduktilen Metallen wie Aluminiumlegierungen oder rostfreiem Stahl sind Grate oft als gewellte dünne Filme vorhanden. Bei härteren Werkstoffen hingegen erscheinen sie als kurze, scharfe Fragmente. Unabhängig von ihrer Form bedeuten sie, dass das Material am Ende des Schnitts nicht sauber gebrochen ist und überflüssige Spuren auf der Kontur des Werkstücks hinterlassen hat.
Arten von Graten bei der maschinellen Bearbeitung
Grate treten nicht immer in der gleichen Form auf. Aufgrund ihres Aussehens und ihrer Form lassen sich die bei der Zerspanung häufig auftretenden Grate in der Regel in mehrere Typen einteilen. Das Verständnis dieser allgemeinen Typen hilft bei der Identifizierung der Gratursache und bei der Entscheidung, wie sie behandelt werden sollten.
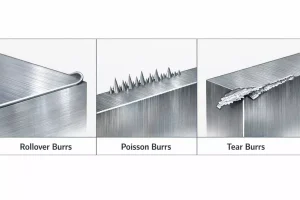
Rollover Grate
Wenn sich das Material an der Kante nicht sauber trennt und stattdessen nach außen gezogen wird, bildet sich wahrscheinlich ein Rollgrat. Diese Art von Grat ist in der Regel dünn und kann wie eine kleine erhabene Lippe an der Kante aussehen. Er tritt häufig bei duktilen Materialien wie Aluminiumlegierungen und Edelstahl auf.
Poisson Grate
Poisson-Grate sind oft kurz, scharf und relativ hart. Sie erscheinen nicht als dünne abgehobene Kante, sondern als kleiner spitzer Vorsprung, der nach der Bearbeitung an der Kante zurückbleibt. Auch wenn sie nur klein sind, können sie sich direkt auf die Sicherheit und Handhabung der Kanten auswirken.
Abrissfräsen
Abrissgrate bilden sich in der Regel in der Nähe des Endstadiums, wenn das Werkzeug aus dem Material austritt. Da das Kantenmaterial nicht sauber abbricht und stattdessen weiter gedehnt wird, kann ein dünner schwanzartiger Rückstand an der Werkstückkante zurückbleiben.
Was verursacht Grate bei der maschinellen Bearbeitung?
Die Gratbildung wird in der Regel nicht durch einen einzigen Faktor verursacht. Vielmehr ist sie das Ergebnis der kombinierten Auswirkungen von Materialeigenschaften, Werkzeugzustand und Bearbeitungsbedingungen. Bei der Zerspanung hängt es oft von den Kräften und dem Bruchverhalten in der Endphase der Zerspanung ab, ob eine Kante sauber getrennt werden kann. Zu den häufigen Ursachen gehören vor allem die folgenden.
Material Duktilität
Verschiedene Materialien reagieren beim Schneiden unterschiedlich. Materialien mit höherer Duktilität und Zähigkeit neigen eher dazu, sich an der Kante zu dehnen und zu wölben, anstatt sauber zu brechen. Daher entwickeln Materialien wie Aluminiumlegierungen, rostfreier Stahl und Kupfer im Allgemeinen eher spürbare Grate.
Werkzeug Zustand
Die Schärfe des Werkzeugs hat einen direkten Einfluss darauf, ob das Material sauber geschnitten werden kann. Mit zunehmender Abnutzung eines Werkzeugs verlagert sich die Schneidwirkung von einer sauberen Scherung zu mehr Quetsch- und Ziehbewegungen. Unter diesen Bedingungen ist es unwahrscheinlicher, dass das Kantenmaterial sauber getrennt wird und Grate zurückbleiben.
Schnittparameter
Vorschub, Spindeldrehzahl und Schnitttiefe beeinflussen, wie das Material geladen wird und wie sich Späne bilden. An Bohrungsausgängen, dünnen Kanten und in der Endphase des Schneidens können schlecht abgestimmte Parameter zu einer weniger vollständigen Materialtrennung führen und die Gratbildung verstärken.
Bedingungen für die Werkstückauflage
An Lochausgängen, dünnwandigen Kanten oder teilweise freitragenden Bereichen hat das Material oft eine schwächere Unterstützung. Wenn diese Bereiche in der letzten Phase der Bearbeitung nicht genügend Unterstützung haben, wird die Kante eher nach außen gezogen und bildet Überschläge oder scharfe Grate.
Werkzeugpfad
Auch die Art und Weise, wie das Werkzeug in das Material eintritt und es verlässt, kann Einfluss darauf haben, wo Grate auftreten und wie stark sie sind. Wenn das Werkzeug an einer dünneren oder schwächeren Kante austritt, sind die Grate oft stärker ausgeprägt. Aus diesem Grund wirkt sich die Gestaltung der Werkzeugbahn nicht nur auf die Schnittleistung, sondern auch auf die Kantenqualität aus.
Wie man Grate entfernt
Sobald Grate auftreten, hängt es in der Regel vom Material, der Teilegeometrie, den Präzisionsanforderungen und der Endanwendung des Teils ab, ob sie entfernt werden müssen und welche Methode verwendet werden sollte. Einige kleine Grate erfordern nur eine einfache Kantenreinigung, während Grate an Lochöffnungen, Dichtungsflächen oder Montagekanten oft sorgfältiger entfernt werden müssen. Zu den gängigen Entgratungsmethoden gehören vor allem die folgenden.

Manuelles Entgraten
Das manuelle Entgraten ist eine der gängigsten Methoden. Sie eignet sich in der Regel für Teile mit geringen Stückzahlen, komplexe Bereiche oder Kanten, die eine punktuelle und präzise Behandlung erfordern. Zu den üblichen Werkzeugen gehören Entgratungsmesser, Feilen, Schleifpapier, Schaber und kleine Schleifwerkzeuge. Ihr Hauptvorteil ist die Flexibilität, die sie für unregelmäßige oder schwer zugängliche Bereiche nützlich macht. Ihre größte Einschränkung ist die geringere Effizienz, und die Konsistenz hängt oft von der Erfahrung des Bedieners ab.
Anfasen und Kanten brechen
Bei Lochöffnungen, Profilkanten und Montagekanten sind das Anfasen und das Brechen von Kanten gängige Methoden zur Entfernung von Graten. Durch Hinzufügen einer kleinen Fase oder einer gebrochenen Kante können Grate entfernt werden, während die Kante gleichzeitig sauberer und sicherer wird. Diese Methode eignet sich besonders für regelmäßige Profile und Lochkanten, setzt aber voraus, dass leichte Änderungen der Kantenform in der Konstruktion zulässig sind.
Mechanisches Entgraten
Mechanisches Entgraten wird in der Regel für die Serienfertigung verwendet und kann Bürsten, Bandschleifen, Gleitschleifen und Taumeln umfassen. Diese Methoden sind im Allgemeinen effizienter und eignen sich für die gleichmäßige Bearbeitung einer großen Anzahl von Teilen. Die Intensität der Behandlung muss jedoch sorgfältig gesteuert werden, um einen übermäßigen Materialabtrag an maßempfindlichen Kanten zu vermeiden.
Spezielle Entgratungsmethoden
Bei Teilen mit komplexer Geometrie, mehreren Querbohrungen oder schwer zugänglichen Innenkanten können auch spezielle Verfahren wie thermisches Entgraten, elektrochemisches Entgraten oder chemisches Entgraten eingesetzt werden. Diese Verfahren sind in der Regel besser für bestimmte Anwendungen geeignet und können Bereiche erreichen, die manuell nur schwer zu bearbeiten sind, sind aber auch mit höheren Prozesskosten und eingeschränkteren Anwendungsbedingungen verbunden.
Wie man Grate vermeidet
Anstatt Grate erst nach Abschluss der Bearbeitung zu entfernen, ist es oft effektiver, die Gratbildung während des Bearbeitungsprozesses selbst zu reduzieren. Obwohl sich Grate nicht immer vollständig beseitigen lassen, können durch die Optimierung von Werkzeugen, Schnittparametern und Bearbeitungsbedingungen in der Regel sowohl die Menge als auch die Schwere der Grate reduziert werden. Zu den gängigen Ansätzen gehören die folgenden:
- Werkzeuge scharf halten: Je schärfer das Werkzeug ist, desto sauberer kann das Material geschnitten werden, anstatt dass es in einen Grat gedrückt oder gezogen wird.
- Optimieren Sie die Schnittparameter: Die richtige Vorschubgeschwindigkeit, Spindeldrehzahl und Schnitttiefe tragen zu einer besseren Materialtrennung und zur Verringerung von Kantenrückständen bei.
- Verbessern Sie die Werkstückauflage: Ein besserer Halt an Lochausgängen, dünnen Kanten oder nicht unterstützten Bereichen kann das Überschlagen und Reißen verringern.
- Werkzeugwege anpassen: Eine sorgfältigere Planung der Ein- und Austrittsstellen des Werkzeugs kann dazu beitragen, Grate an kritischen Kanten zu reduzieren.
- Fügen Sie nach Möglichkeit Fasen oder Kantenbrecher hinzu: Wenn es die Konstruktion zulässt, können kleine Fasen oder gebrochene Kanten die Auswirkungen von Graten auf die Montage und die Kantensicherheit verringern.
Aus diesem Grund geht es bei der Gratvermeidung nicht nur um die Nachbearbeitung. Es kommt auch darauf an, die Materialtrennung während der Bearbeitung sauberer zu gestalten. Dies kann spätere Entgratungsarbeiten reduzieren und gleichzeitig die Kantenkonsistenz und die Gesamtqualität des Teils verbessern.
Schlussfolgerung
Oberflächlich betrachtet mag ein Grat nur wie ein kleiner Rückstand an der Kante eines Teils aussehen, aber in Wirklichkeit spiegelt er die kombinierten Auswirkungen von Materialtrennung, Werkzeugzustand und Bearbeitungsbedingungen wider. Wenn man versteht, was Grate sind, welche Arten es gibt und warum sie entstehen, kann man sich ein umfassenderes Bild von der Kantenqualität bei der Bearbeitung machen.
Verschiedene Teile erfordern nicht immer die gleiche Behandlung der Grate. In vielen Fällen ist die Entscheidung, wie die Grate kontrolliert werden sollen, selbst Teil der Gesamtbearbeitungsstrategie.
FAQ
Woran erkenne ich, ob eine Kante Grate hat?
Ein Grat lässt sich häufig anhand des Zustands der Kanten und der Oberfläche erkennen. Häufige Anzeichen sind unebene Kanten, ungewöhnliche Lichtreflexionen entlang der Kante, leichtes Überrollen um eine Lochöffnung oder ein raues und kratzendes Gefühl bei Berührung. Bei kleineren Teilen oder Bereichen mit strengeren Qualitätsanforderungen können auch Lupen, Mikroskope oder optische Prüfgeräte verwendet werden, um die Kanten genauer zu untersuchen. Bei der Prüfung scharfer Kanten sollte direkter Handkontakt vermieden werden, um das Risiko von Schnittverletzungen zu verringern.
Wie kann der Grat beim Fräsen reduziert werden?
Die Verringerung der Grate beim Fräsen erfordert in der Regel eine Kombination aus Werkzeugkontrolle, Schnittparametern und Werkzeugbahnplanung. Ein scharfes Werkzeug trägt dazu bei, dass sich das Material sauberer ablöst, während die richtige Vorschubgeschwindigkeit, Spindeldrehzahl und Schnitttiefe das Ziehen an der Kante und die Rollneigung reduzieren können. Eine bessere Abstützung an dünnen Kanten, Ecken und Werkzeugaustrittsstellen kann ebenfalls hilfreich sein. In einigen Fällen kann die Anpassung des Werkzeugein- und -austrittswegs oder das Hinzufügen kleiner Fasen und Kantenbrecher, wo es die Konstruktion zulässt, gratbedingte Probleme weiter reduzieren.
Welche Werkzeuge werden zum Entgraten verwendet?
Welche Werkzeuge zum Entgraten verwendet werden, hängt in der Regel vom Material, der Gratgröße, der Lage der Kanten und dem Produktionsvolumen ab. Zu den üblichen manuellen Werkzeugen gehören Entgratungsmesser, Feilen, Schleifpapier, Schaber und kleine Schleifwerkzeuge. Bei größeren Stückzahlen kommen auch Bürsten, Gleitschleifen, Bandschleifen und Taumeln zum Einsatz. Bei Teilen mit komplexer Geometrie, mehreren Querbohrungen oder schwer zugänglichen Innenkanten können auch spezielle Verfahren wie thermisches Entgraten, elektrochemisches Entgraten oder chemisches Entgraten angewendet werden.