

Die Schnitttiefe (DOC) ist ein wichtiger Bearbeitungsparameter. Sie wirkt sich direkt auf die Schnittkräfte, die Wärmeentwicklung und die Spanbildung aus, was wiederum die Oberflächenqualität und die Maßhaltigkeit bestimmt. Dieser Artikel erklärt, was die Schnitttiefe beim Drehen und Fräsen bedeutet und wie sie zu berechnen ist, erläutert den grundlegenden Unterschied zwischen Schnitttiefe und Vorschubgeschwindigkeit und fasst die wichtigsten Faktoren zusammen, die die sichere Schnitttiefe in der Praxis begrenzen.
Was ist die Schnitttiefe bei der maschinellen Bearbeitung?
In einfachen Worten, Schnitttiefe (DOC) bezieht sich auf die Dicke des Materials, das vom Schneidwerkzeug in einem einzigen Durchgang entfernt wird, während es in das Werkstück eindringt. In praktischen Bearbeitungsszenarien müssen wir zwischen zwei kritischen Konzepten unterscheiden:
-
ap (Schnitttiefe): Unter fräsenbezieht sich auf die Tiefe, mit der das Werkzeug in das Werkstück entlang seiner Achse eindringt (Axiale Schnitttiefe). Unter Drehenbezieht er sich in der Regel auf die Radiale Schnitttiefeist der Abstand, um den das Werkzeug in radialer Richtung in das Werkstück eindringt.
-
ae (Radiale Breite des Schnitts / Step-over): Bezeichnet die Breite des Kontakts zwischen der Seite des Werkzeugs und dem Werkstück. Beim Planfräsen oder Nutenfräsen definiert sie die seitliche Schnittbreite des Werkzeugs und wird üblicherweise bezeichnet als Step-over.
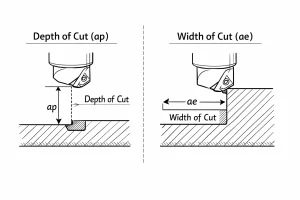
Der wesentliche Unterschied zwischen ap und ae: Aus der Perspektive der Chip-Morphologie, ap bestimmt die "Höhe" des Chips, während ae bestimmt die "Breite" des Chips.
In der modernen Hocheffiziente Bearbeitung (HEM) Strategien, bevorzugen Ingenieure in der Regel eine Kombination aus einer große Ap und eine kleine Ae. Dieser "tiefe und dünne" Ansatz verteilt die thermische Belastung über einen längeren Teil der Schneidkante und verhindert eine übermäßige Wärmekonzentration an der Werkzeugspitze. Folglich wird eine hohe Materialabtragsrate (MRR) beibehalten und die Standzeit des Werkzeugs erheblich verlängert.
Die wesentlichen Unterschiede zwischen Vorschubgeschwindigkeit und Schnitttiefe (DOC)
Anfänger verwechseln diese beiden Parameter oft. Sie bestimmen zwar beide die Materialabtragsrate (MRR)Sie unterscheiden sich jedoch grundlegend in ihren physikalischen Mechanismen und ihren Auswirkungen auf den Bearbeitungsprozess.
1. Unterschiede in der physikalischen Definition
Vorschubgeschwindigkeit beschreibt, wie "schnell" sich das Werkzeug relativ zum Werkstück bewegt (gemessen in mm/min oder mm/Umdrehung), während Schnitttiefe (DOC) definiert, wie "tief" das Werkzeug in das Werkstück eindringt. Einfach ausgedrückt, DOC bestimmt die Querschnittsfläche eines einzigen Schnitts, während die Die Vorschubgeschwindigkeit bestimmt die Zeit erforderlich, um diesen Schnitt zu vollenden.
2. Auswirkungen auf die Bearbeitungsqualität
Der geeignete Vorschub wird sowohl durch die Materialhärte als auch durch die Schnitttiefe begrenzt. Wenn die Vorschubgeschwindigkeit zu hoch ist, um die Geschwindigkeit zu erreichen, wird die Zerspankräfte drastisch ansteigen wird. Dies kann Folgendes bewirken Maschinenrattern oder Werkzeugzerspanungund kann in schweren Fällen sogar die Maschinenspindel beschädigen.
3. Dynamisches Ausgleichsverhältnis
Zwischen DOC und Vorschubgeschwindigkeit besteht ein "Trade-off" oder ein umgekehrtes Verhältnis. Zur Aufrechterhaltung eines konstante Spindelbelastung und erweitern WerkzeugstandzeitWenn Sie die Schnitttiefe erhöhen, müssen Sie in der Regel den Vorschub verringern; umgekehrt kann bei flachen Schnitten der Vorschub erhöht werden, um die Produktionseffizienz zu erhalten.
Warum ist die Schnitttiefe wichtig?
- Wärmemanagement: Die meiste Schnittwärme wird von den Spänen abgeführt. Ungeeignete DOC-Einstellungen können zu einem Wärmestau an der Werkzeugspitze führen, was die Lebensdauer des Werkzeugs erheblich verkürzt.
- Oberflächenqualität: Schlichtbearbeitungen erfordern eine sehr geringe Schnitttiefe, um eine spiegelglatte Oberfläche zu erzielen, während Schruppbearbeitungen einen großen DOC benötigen, um das Material schnell zu entfernen.
- Kostenkontrolle: Die optimierte Schnitttiefe reduziert die Bearbeitungszyklen und senkt die Stückkosten pro Teil.
Wie man die Schnitttiefe berechnet
Die Berechnungen variieren je nach Art des Prozesses:
Schnitttiefe beim Drehen
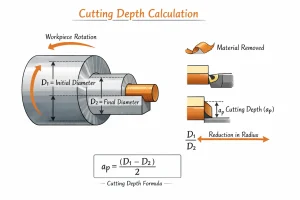
Bei Drehbearbeitungen wird die Schnitttiefe ap wie folgt berechnet:
ap = (D - d) / 2
Dabei ist D der Anfangsdurchmesser und d der Enddurchmesser.
Schnitttiefe beim Fräsen
Beim Fräsen wird die Schnitttiefe direkt im CNC-Programm in zwei Dimensionen festgelegt: axiale Schnitttiefe (ap) und radiale Schnitttiefe (ae, step-over). In der Praxis ist die Auswahl des DOC oft mit der Abtragsleistung verbunden:
MRR (cm³/min) = ae × ap × Vf / 1000
Dabei ist Vf die Vorschubgeschwindigkeit (mm/min), ae der radiale Eingriff (mm) und ap die axiale Tiefe (mm).
Allgemeine Faustregeln empfehlen:
-
Roughing: ap wird oft auf 25%-50% des Werkzeugdurchmessers (typisch für Seitenfräsen mit guter Steifigkeit; niedrigere Werte für Vollschlitzfräsen verwenden).
-
Fertigstellung: ap ist üblicherweise 0,05 mm-0,2 mmje nach Toleranz und Anforderungen an die Oberflächengüte.
Synergistische Beziehung zwischen DOC und anderen Bearbeitungsfaktoren
Bei der Einstellung der Schnitttiefe reicht es nicht aus, sich nur auf Materialhandbücher zu verlassen. Sie müssen die Variablen des gesamten Bearbeitungssystems auswerten, denn die folgenden Faktoren bestimmen direkt die tatsächliche Obergrenze des nutzbaren DOC:
1. Werkzeugüberstand und L/D-Verhältnis (die kritische Variable)
Das Verhältnis zwischen der Auskraglänge des Werkzeugs und seinem Durchmesser (L/D) ist die wichtigste Triebkraft für die Bearbeitung Chatter.
-
Geringer Überhang (L/D < 3): Das System ist sehr steif und ermöglicht einen größeren DOC zur Maximierung der Werkzeugleistung.
-
Langer Überhang (L/D > 5): Mit zunehmendem Überhang nimmt die Steifigkeit an der Werkzeugspitze exponentiell ab. In diesen Fällen ist die ap muss deutlich reduziert werden, um Vibrationsmarken oder mögliche Werkzeugbrüche zu vermeiden.
2. Maschinensteifigkeit und Spindelleistung
Die Schnitttiefe bestimmt direkt den Schnittwiderstand und die Belastung.
-
Leistungsbegrenzungen: Wenn der DOC zu aggressiv ist, kann das Spindeldrehmoment unzureichend sein, was zu Drehzahlschwankungen oder Spindelüberlastungsalarmen führt.
-
Strukturelle Steifigkeit: Bei leichten Maschinen kann es bei hoher Schnittlast zu Vibrationen des Körpers kommen. In solchen Fällen ist eine "Multi-pass, small DOC"-Strategie erforderlich, um die Maßhaltigkeit zu gewährleisten.
3. Kühlmittel- und Schmierungsbedingungen
Ein größerer DOC erzeugt höhere Temperaturen an der Schneidzone.
-
Chip Evacuation Space: Unter Schlitzen kann ein großer DOC zu einem Spänestau in den Nuten führen. Ohne ausreichenden Kühlmitteldruck, um die Späne herauszuspülen, kommt es zu einer "Sekundärzerspanung", die die Schneidkante sofort verbrennen kann.
-
Interner Kühlmittelvorteil: Werkzeuge mit Kühlmittel durch die Spindel (TSC) unterstützen im Allgemeinen einen größeren DOC als die externe Flutkühlung, da sie das Kühlmittel direkt in die Schneidzone leiten, um sowohl die Wärmeabfuhr als auch die Spanabfuhr zu unterstützen.
4. Stabilität der Werkstückeinrichtung
Die Art der Aufspannung bestimmt die Stoßbelastung, der die Vorrichtung standhalten kann.
-
Dünnwandige oder komplizierte Teile: Diese Werkstücke haben eine geringe strukturelle Steifigkeit und sind anfällig für Verformungen unter den Schnittkräften. Der DOC muss extrem konservativ sein, typischerweise in Verbindung mit HSM-Strategien (hohe Drehzahl, kleiner DOC, schneller Vorschub).
-
Starres Klemmen: Mit robusten Spannvorrichtungen, wie z. B. Hochleistungsschraubstöcken oder hydraulischen Spannvorrichtungen, kann ein größerer DOC eingesetzt werden, um die Abtragsleistung zu erhöhen.
Faktoren, die die Schnitttiefe beeinflussen
Bevor Sie Parameter einstellen, müssen Sie die folgenden Variablen auswerten:
- Material des Werkstücks: Je höher die Härte (z. B. Titanlegierungen, rostfreier Stahl), desto geringer sollte die Schnitttiefe sein.
- Material des Werkzeugs: Hartmetallwerkzeuge können im Vergleich zu Werkzeugen aus Schnellarbeitsstahl (HSS) wesentlich größere Schnitttiefen bewältigen.
- Steifigkeit der Maschine: Je stabiler die Maschine ist, desto größer ist die Schnittlast, die sie bewältigen kann.
- Kühlmittel: Eine wirksame Kühlung unterstützt eine größere Schnitttiefe, indem sie die thermische Belastung kontrolliert.
FAQ: Häufig gestellte Fragen
F: Was ist die Mindestschnitttiefe bei der Bearbeitung? A: In der Regel sollte die Schnitttiefe nicht kleiner sein als der Radius der Werkzeugspitze (R). Ist die Schnitttiefe kleiner als der Radius der Werkzeugnase, "reibt" oder "brüniert" das Werkzeug das Material, anstatt es zu schneiden, was zu Kaltverfestigung und starker Oberflächenverschlechterung führt.
F: Was ist die maximale Schnitttiefe bei der Bearbeitung? A: Im Allgemeinen wird empfohlen, 2/3 der effektiven Schneidkantenlänge der Wendeplatte nicht zu überschreiten. Beachten Sie außerdem die Leistungsgrenzen der Maschinenspindel, um Überlastungsalarme zu vermeiden.
Schlussfolgerung
Die Beherrschung des Gleichgewichts der Schnitttiefe ist der Schlüssel zur Kostensenkung und Effizienzsteigerung. Die richtige Parameterkonfiguration schützt nicht nur Ihre teure Ausrüstung, sondern gewährleistet auch, dass jedes an den Kunden gelieferte Teil präzise und fehlerfrei ist.
Auf der Suche nach professionellen Bearbeitungslösungen? Als führender Anbieter von Präzisionsbearbeitung verfügen wir über mehr als 15 Jahre Branchenerfahrung. Wenn Sie Herausforderungen bei der Optimierung von Bearbeitungsparametern haben oder hochwertige CNC-Fertigungsdienstleistungen benötigen:


