
In der CNC-Bearbeitung beschreibt die Oberflächengüte die mikroskopische Struktur, die nach dem Schneiden, Schleifen oder Polieren auf einem Teil zurückbleibt.
Sie wirkt sich direkt auf die Leistung eines Bauteils aus - auf seine Reibung, Verschleißfestigkeit, Dichtungsfähigkeit, Dauerfestigkeit und sogar auf sein optisches Erscheinungsbild.
Jede Werkzeugbahn und jede Schnittbewegung hinterlässt feine Spuren, die Spitzen und Täler bilden, die in Mikrometern gemessen werden.
Eine glattere Oberfläche mit geringeren Unregelmäßigkeiten führt in der Regel zu einer besseren Passgenauigkeit, einer höheren Korrosionsbeständigkeit und einer besseren Haltbarkeit.
Typische Werte reichen von Ra 3,2 µm für allgemeine Bearbeitungen bis Ra 0,8 µm oder feiner für Dichtungs- oder Präzisionsoberflächen.
Was ist Oberflächenbehandlung?
Die Oberflächenbeschaffenheit, manchmal auch Oberflächenstruktur genannt, bezieht sich auf die kleinen Unregelmäßigkeiten auf der Oberfläche eines Materials.
Sie umfasst drei Hauptelemente -Rauheit, Welligkeitund legen-die zusammen die Gesamttopographie bestimmen.
- Rauhigkeit: Feine Unregelmäßigkeiten, die durch den Schneidprozess entstehen.
- Welligkeit: Größere Wellen, die durch Vibration oder Durchbiegung verursacht werden.
- Legen: Die vorherrschende Musterrichtung, die durch die Bearbeitungsbahn erzeugt wird.
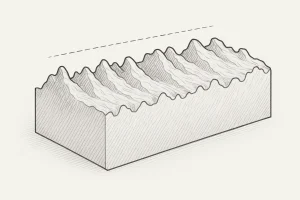
Dreidimensionale technische Skizze eines bearbeiteten Oberflächenprofils, die Spitzen, Täler und die Mittellinie für die Rauheitsbewertung zeigt.
Diese kombinierten Faktoren bestimmen sowohl die funktionale als auch die ästhetische Qualität eines bearbeiteten Teils.
Warum die Oberflächengüte bei der Bearbeitung wichtig ist
Die Oberflächenbeschaffenheit beeinflusst nahezu jeden Leistungsaspekt eines Bauteils.
- Passgenauigkeit und Maßhaltigkeit - Glatte Oberflächen sorgen für eine einwandfreie Passung und eine enge Toleranzkontrolle.
- Reibung und Verschleiß - Die geringere Rauheit minimiert die Reibung und verlängert die Lebensdauer der Teile.
- Ermüdungsfestigkeit - Glatte Profile verhindern Spannungskonzentrationen, die zu Rissen führen können.
- Schmierung und Abdichtung - Eine geeignete Oberflächentextur verbessert das Flüssigkeitsrückhaltevermögen und die Zuverlässigkeit der Abdichtung.
- Haftung der Beschichtung - Gleichmäßige Strukturen fördern eine gleichmäßige Beschichtung und Veredelung.
In Hochpräzisionsbranchen wie der Luft- und Raumfahrt, der Medizintechnik und dem Formenbau steht die Oberflächengüte in direktem Zusammenhang mit Zuverlässigkeit, Kosteneffizienz und Produktlebensdauer.
Wie die Oberflächengüte gemessen wird
Bei der Messung der Oberflächengüte werden die Höhenunterschiede auf einer Oberfläche quantifiziert, um numerische Rauheitswerte zu ermitteln.
Es werden im Wesentlichen drei Messmethoden verwendet:
- Kontakt-Profilometer - Ein Taststift fährt die Oberfläche ab und zeichnet vertikale Abweichungen auf, um Ra, Rz und RMS zu berechnen.
- Optische Messung - Berührungslose Systeme wie Laser- oder Weißlichtinterferometer erfassen Oberflächenprofile schnell und ohne Beschädigung.
- Vergleichsmethode - Die Bediener vergleichen das Werkstück mit Standardreferenzplatten oder -mustern für eine schnelle Prüfung in der Produktion.
Moderne Werkstätten verwenden in der Regel Kontaktprofilometer, weil sie ein ausgewogenes Verhältnis zwischen Genauigkeit, Kosten und einfacher Kalibrierung bieten.
Parameter und Symbole für die Oberflächengüte
Die Oberflächengüte wird durch mehrere Schlüsselparameter und standardisierte Bezeichnungen in technischen Zeichnungen definiert.
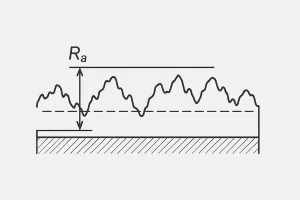
Technisches Diagramm, das veranschaulicht, wie Ra (arithmetisches Mittel der Rauheit) an einem bearbeiteten Oberflächenprofil gemessen wird.
Ra - Arithmetisches Mittel der Rauhigkeit
Stellt die durchschnittliche Abweichung der Oberflächenspitzen und -täler von der Mittellinie dar.
- Fräsen oder Drehen: Ra ≈ 3,2 µm
- Feines Schleifen: Ra ≈ 0,8 µm
- Polieren: Ra ≤ 0,2 µm
Rz - Zehn-Punkt-Höhe
Gibt die durchschnittliche Differenz zwischen den fünf höchsten Spitzen und den fünf tiefsten Tälern innerhalb einer Stichprobenlänge an.
Es ist besonders nützlich für die Beurteilung von Dichtungs- und Lagerflächen.
RMS - Root Mean Square Rauhigkeit
Ähnlich wie bei Ra, aber mit größerem Gewicht für extreme Spitzen und Täler.
Üblich in der Luft- und Raumfahrt und bei der optischen Oberflächenbewertung.
Lage und Welligkeit
Lay beschreibt die Hauptrichtung des Musters auf der Oberfläche, während Welligkeit größere, periodische Abweichungen darstellt, die durch Maschinen- oder Werkzeugvibrationen verursacht werden.
Umrechnungstabelle für Oberflächengüte
Verschiedene Regionen und Normen drücken die Oberflächengüte unterschiedlich aus.
Die am häufigsten verwendeten sind ISO 1302 und ASME B46.1die Oberflächen nach Ra-Werten und Gradzahlen klassifizieren.
| Ra (µm) | Rz (µm) | Typisches Bearbeitungsverfahren |
|---|---|---|
| 12.5 | 50 | Schruppdrehen / Fräsen |
| 6.3 | 25 | Semi-Finishing |
| 3.2 | 12.5 | Allgemeine Veredelung |
| 1.6 | 6.3 | Präzisionsdrehen |
| 0.8 | 3.2 | Feines Schleifen |
| 0.4 | 1.6 | Super-Finishing |
| 0.2 | 0.8 | Polieren |
| ISO-Klasse | Ra (µm) | Beispiel Prozess |
|---|---|---|
| N1 | 0.025 | Optische Spiegelfläche |
| N4 | 0.2 | Polierte Teile |
| N6 | 0.8 | Feines Schleifen |
| N8 | 3.2 | Allgemeine Bearbeitung |
| N10 | 12.5 | Grobes Drehen |
| N12 | 50 | Oberfläche wie gegossen |
Die Bezeichnungen Ra und N-Grad sind austauschbar; zum Beispiel Ra 1,6 µm ≈ N6.
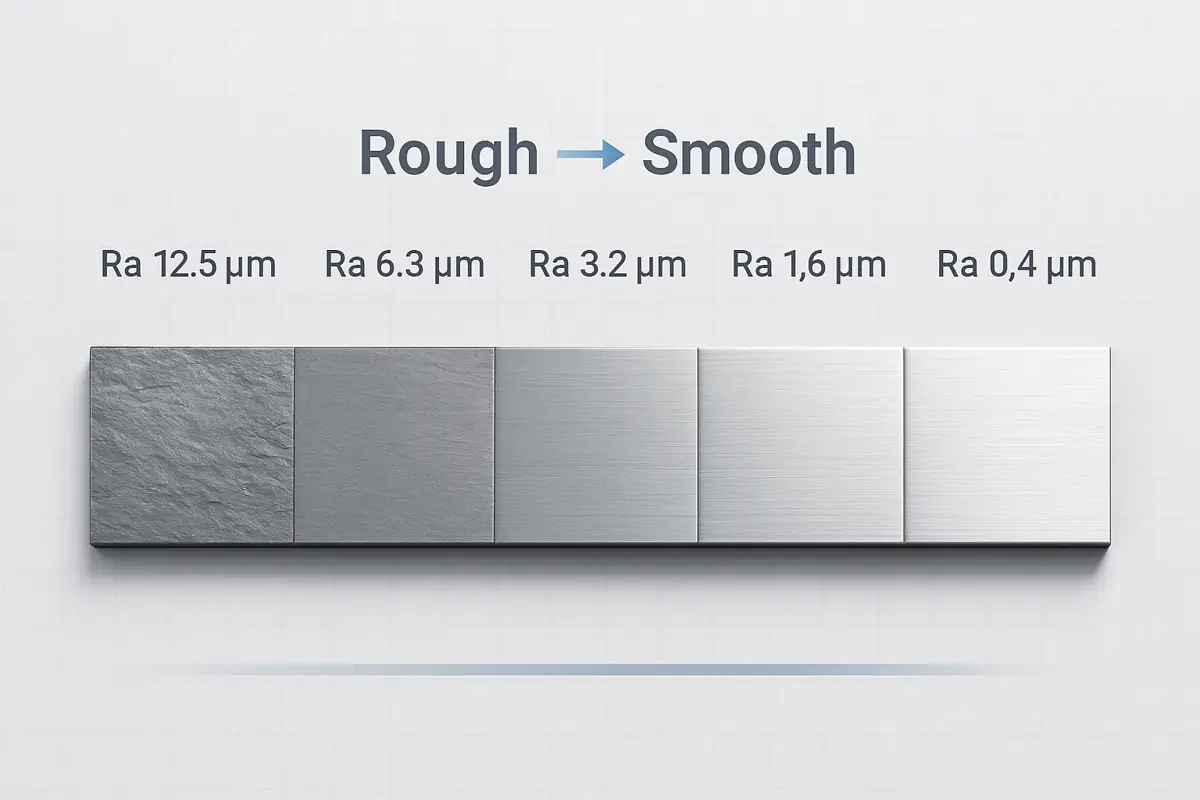
Visueller Vergleich der Oberflächengüteebenen
Numerische Rauhigkeitswerte allein vermitteln nicht immer visuelle oder taktile Unterschiede.
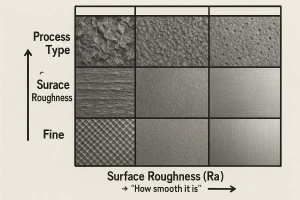
Visuelles Diagramm zum Vergleich der Bearbeitungsarten und der entsprechenden Oberflächenrauhigkeit (Ra) von grober bis feiner Ausführung.
Ein visueller Vergleich hilft Ingenieuren und Einkäufern, schnell zu verstehen, was die einzelnen Stufen bedeuten.
| Ebene beenden | Ra (µm) | Visuelles Erscheinungsbild | Typischer Prozess |
|---|---|---|---|
| N12 - N10 | 50 - 12.5 | Sichtbare Werkzeugspuren, grobe Textur | Grobes Drehen |
| N9 - N8 | 6.3 - 3.2 | Gleichmäßiges Muster, leicht raue Haptik | Allgemeine Bearbeitung |
| N7 - N6 | 1.6 - 0.8 | Glatte Oberfläche, wenig sichtbare Linien | Feines Schleifen |
| N5 - N4 | 0.4 - 0.2 | Hell und reflektierend | Polieren oder Honen |
| N3 - N1 | ≤ 0.1 | Spiegelglatte Oberfläche | Präzisionspolieren |
Faktoren, die die Oberflächengüte beeinflussen
Die Qualität einer bearbeiteten Oberfläche hängt von vielen zusammenwirkenden Variablen ab.
- Werkzeuggeometrie und Verschleiß
- Schnittgeschwindigkeit und Vorschubgeschwindigkeit
- Materialhärte des Werkstücks
- Zustand der Schmierung und Kühlung
- Maschinenschwingungen und Vorrichtungssteifigkeit
Eine Erhöhung des Vorschubs beispielsweise erhöht in der Regel die Rauheit, während eine unzureichende Kühlmittelzufuhr zu Aufbauschneiden und Rissen führen kann, die die Oberflächenqualität beeinträchtigen.
Oberflächengüte vs. Oberflächenrauhigkeit
Die Oberflächenrauhigkeit ist die messbare Komponente der Oberflächengüte, die kleine Unregelmäßigkeiten mit Hilfe von Parametern wie Ra und Rz quantifiziert.
Oberflächengüte ist jedoch ein weiter gefasster Begriff, der Rauheit, Welligkeit und Schlagrichtung umfasst und die gesamte Oberflächenstruktur beschreibt.
Zwei Teile können den gleichen Ra-Wert haben, sich aber in ihrer Textur und Funktion unterscheiden, wenn sie sich in ihrer Lage oder Welligkeit unterscheiden.
Diese Unterscheidung gewährleistet, dass in den Konstruktionszeichnungen sowohl quantitative Parameter als auch Texturmerkmale angegeben werden.
Schlussfolgerung
Die Oberflächengüte ist ein wichtiger Indikator für die Bearbeitungsqualität.
Sie bestimmt, wie gut ein Teil passt, sich bewegt, abdichtet und einer Belastung standhält.
Durch die Optimierung von Schnittparametern, Werkzeuggeometrie und Kühlstrategien können die Hersteller die angestrebten Endbearbeitungen effizient und wirtschaftlich erreichen.
Die Festlegung realistischer Anforderungen an die Ausführung in der frühen Entwurfsphase ermöglicht eine bessere Kostenkontrolle und gleichbleibende Leistung.
Fordern Sie ein Angebot von unserem Ingenieurteam an.
Laden Sie Ihre Zeichnungen hoch, um eine schnelle technische Prüfung und ein Angebot zu erhalten.


