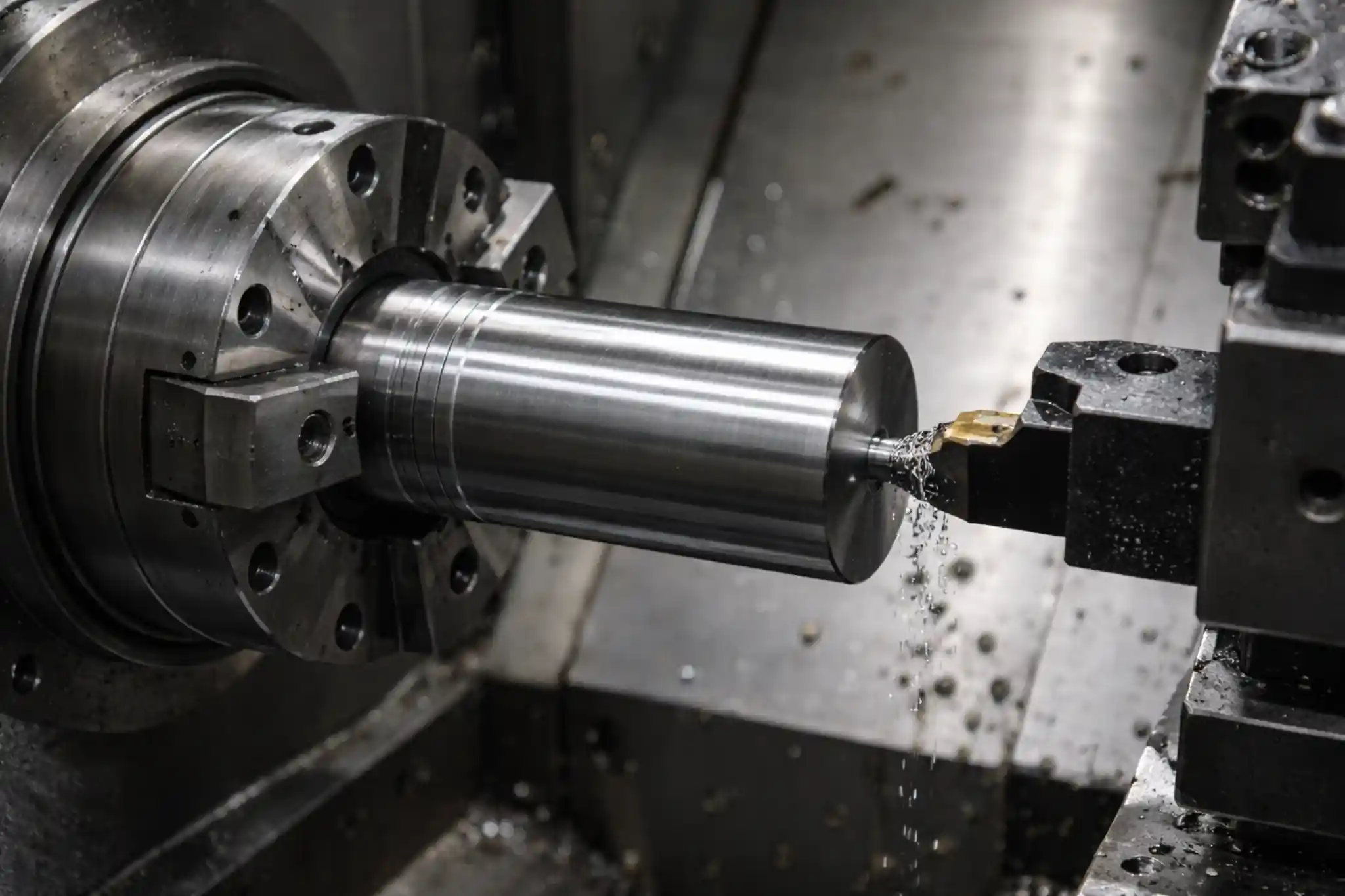

SFM ist ein in der Zerspanung häufig verwendeter Geschwindigkeitsparameter, der die tatsächliche Schnittgeschwindigkeit des Werkzeugs auf der Werkstückoberfläche beschreibt. Es ist nicht nur ein Wert, der zur Berechnung der Spindeldrehzahl verwendet wird, sondern auch ein Faktor, der sich auf die Werkzeugstandzeit, die Oberflächengüte und die Bearbeitungseffizienz auswirkt.
In diesem Artikel wird erklärt, was SFM ist, wie es berechnet wird, wie es sich von der Drehzahl unterscheidet und wie es die tatsächliche Bearbeitungsleistung beeinflusst.
Was ist SFM in der Zerspanung?
SFM bezieht sich auf die Strecke, die die Schneide in einer Minute über die Werkstückoberfläche zurücklegt, und ist eine gängige Methode zur Messung der Schnittgeschwindigkeit.
Im Gegensatz zu RPM konzentriert sich SFM auf die tatsächliche Geschwindigkeit am Kontaktpunkt zwischen Werkzeug und Werkstück und ist daher in der Regel eine nützlichere Referenz für die Festlegung von Bearbeitungsparametern.
Wie wirkt sich SFM auf den Bearbeitungsprozess aus?
Bei der Metallzerspanung wirkt sich die SFM (Surface Feet per Minute) direkt auf die Schnittbedingungen in der Kontaktzone zwischen dem Werkzeug und dem Werkstück aus. Wenn sich die Schnittgeschwindigkeit ändert, ändern sich auch Schnittwärme, Werkzeugverschleiß, Oberflächengüte und Bearbeitungseffizienz. Das Verständnis der Rolle der SFM hilft, ein besseres Gleichgewicht zwischen Effizienz, Stabilität und Kosten bei der tatsächlichen Bearbeitung zu erreichen.
Wärme schneiden
SFM ist einer der wichtigsten Faktoren, die die Schnittwärme beeinflussen. Mit zunehmender Schnittgeschwindigkeit werden die Reibung und die plastische Verformung zwischen dem Werkzeug und dem Werkstück in der Regel stärker, und die Temperatur in der Schnittzone steigt entsprechend an.
Niedrige SFM: Wenn die Wärme nicht ausreicht, haftet das Material eher an der Schneide und bildet eine Aufbauschneide (BUE), die die Maßgenauigkeit und die Oberflächenbeschaffenheit beeinträchtigen kann.
Hohe SFM: Die Wärme wird stärker konzentriert. Eine mäßige Temperatur kann dazu beitragen, dass das Material leichter schert, aber wenn die Geschwindigkeit zu hoch ist, kann die Werkzeugtemperatur schnell ansteigen, was den Verschleiß beschleunigt und sogar eine thermische Erweichung verursacht.
Lebensdauer der Werkzeuge
SFM hat einen deutlichen Einfluss auf die Werkzeugstandzeit. Im Allgemeinen gilt: Je höher die Schnittgeschwindigkeit, desto schneller verschleißt das Werkzeug. Eine niedrigere Drehzahl bedeutet jedoch nicht immer einen besseren Werkzeugschutz.
Hohe SFM: Es ist wahrscheinlicher, dass Diffusionsverschleiß und Oxidationsverschleiß beschleunigt werden, was die Lebensdauer der Werkzeuge verkürzt.
Niedrige SFM: Dies kann zu instabilen Schnitten führen und das Risiko von mechanischem Abrieb, Mikroausbrüchen oder abnormalem Verschleiß erhöhen.
In der tatsächlichen Produktion müssen die SFM-Einstellungen in der Regel ein Gleichgewicht zwischen der Bearbeitungseffizienz und den Kosten für den Werkzeugwechsel herstellen.
Oberfläche
Ein geeignetes SFM trägt oft zur Verbesserung der Oberflächengüte bei, aber eine höhere Geschwindigkeit ist nicht immer besser. Sie muss immer noch innerhalb eines angemessenen Bereichs bleiben.
Geringeres Reißen: Eine höhere Schnittgeschwindigkeit trägt in der Regel zu einer gleichmäßigeren Scherung des Materials bei, wodurch Oberflächenrisse und Schleifspuren verringert werden.
Verbesserte Oberflächenbeschaffenheit: Wenn das SFM richtig eingestellt ist, wird der Schneidprozess stabiler, und das Oberflächenprofil ist in der Regel gleichmäßiger.
Reduzierung des Geplauders: In einigen Fällen kann die Einstellung der SFM auch dazu beitragen, instabile Geschwindigkeitsbereiche zu vermeiden und Rattermarken zu reduzieren.
Effizienz bei der Bearbeitung
SFM wirkt sich auch auf die Gesamteffizienz der Bearbeitung aus. Wenn die Schnittgeschwindigkeit in einem angemessenen Bereich steigt, kann die Zykluszeit in der Regel reduziert und die Leistung pro Zeiteinheit verbessert werden.
Höhere Leistung: Eine Erhöhung des SFM innerhalb eines geeigneten Bereichs trägt oft zur Verbesserung der Bearbeitungseffizienz bei.
Kostenbilanz: Wenn die Geschwindigkeit jedoch zu hoch eingestellt ist, steigt auch der Werkzeugverbrauch. In realen Anwendungen müssen Werkzeugstandzeit, Prozessstabilität und Kosten pro Teil immer noch zusammen betrachtet werden.
Aus der Sicht der praktischen Bearbeitung ist die richtige SFM nicht einfach die höchste Geschwindigkeit, sondern diejenige, die ein zuverlässiges Gleichgewicht zwischen dem Material, dem Werkzeug und den tatsächlichen Schnittbedingungen schafft.
Messung von SFM-Einheiten und Standards
Bei der Prozesseinrichtung ist die Unterscheidung zwischen physischen Einheiten und Industrie Normen ist für die genaue Interpretation der technischen Handbücher verschiedener Hersteller unerlässlich.
Physikalische Einheiten
Das Wesen der SFM ist die lineare Geschwindigkeit, die durch bestimmte Einheiten für Entfernung und Zeit definiert ist:
- Einheit der Entfernung: Lineare Fußlänge.
- Zeiteinheit: Minute.
- Konvertierung Basis: 1 Fuß = 12 Zoll ≈ 0,3048 Meter.
Industrie-Normen
Je nach regionalen und markenspezifischen Gepflogenheiten folgt die Schnittgeschwindigkeit hauptsächlich zwei standardisierten Systemen:
- Imperialer Standard (US/UK): Üblicherweise als SFM (Surface Feet per Minute) bezeichnet. Dieser Standard ist bei nordamerikanischen Werkzeugherstellern weit verbreitet.
- Internationale ISO-Norm (metrisch): Üblicherweise als SMM (Surface Meters per Minute) oder Vc bezeichnet. Dieser Standard wird häufig in der europäischen, chinesischen und asiatischen Fertigung verwendet.
Einheitenumrechnung zwischen SFM und m/min
Da 1 Meter ungefähr 3,28 Fuß entspricht, lauten die Umrechnungsfaktoren wie folgt:
- Metrisch zu Imperial: SMM × 3,28 = SFM
- Imperial zu Metrisch: SFM × 0,3048 = SMM
In der Praxis führen globale Anbieter wie Sandvik oder Kennametal in der Regel beide Normen in ihren Katalogen auf, so dass die Ingenieure die Parameter auswählen können, die den Systemeinstellungen ihrer Maschine entsprechen (G20 oder G21).
Unterschiede zwischen SFM und RPM
Das Verständnis des wesentlichen Unterschieds zwischen diesen beiden ist der Eckpfeiler der Bearbeitungslogik:
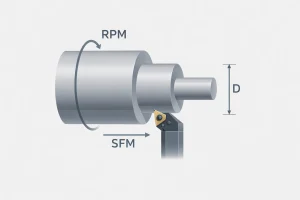
- RPM (Umdrehungen pro Minute): Beschreibt die Anzahl der Umdrehungen die die Spindel pro Minute zurücklegt, was eine feste Winkelgeschwindigkeit ist.
- SFM: Beschreibt die tatsächliche räumliche Entfernung durch die Schneidekante reisen.
- Das Verhältnis zwischen den Durchmessern: Bei gleicher Drehzahl hat ein Werkstück oder ein Werkzeug mit einem größeren Durchmesser eine höhere SFM an der Schneide. Das bedeutet, dass bei der Bearbeitung von Teilen mit großem Durchmesser die Drehzahl deutlich reduziert werden muss, da sonst die Schneide aufgrund der zu hohen linearen Geschwindigkeit sofort verbrennen kann.
Parameterumrechnung zwischen SFM und RPM
Die numerische Beziehung zwischen diesen beiden Parametern wird durch den Werkzeugdurchmesser (D) und die mathematische Konstante π bestimmt:
- Umrechnung von RPM in SFM: Da die pro Umdrehung zurückgelegte Strecke gleich dem Umfang (π × D) ist, erhält man die lineare Geschwindigkeit durch Multiplikation der Drehzahl mit dem Umfang. Da der Durchmesser (D) in der Regel in Zoll gemessen wird, teilen wir den Wert durch 12, um ihn in Fuß umzurechnen:
SFM = (U/min × π × D) / 12 - Umrechnung von SFM in RPM: Dies ist die am häufigsten verwendete Berechnung in der Werkstatt. Um eine bestimmte SFM einzuhalten, muss die Drehzahl umgekehrt zum Durchmesser angepasst werden. Ingenieure verwenden die folgende vereinfachte Formel für schnelle Berechnungen:
U/MIN ≈ (SFM × 3,82) / D
(Dabei ist 3,82 die Konstante, die sich aus dem Verhältnis 12 / π ergibt).
Faktoren, die SFM beeinflussen
Vor der Einstellung der SFM müssen mehrere Variablen innerhalb des Bearbeitungssystems umfassend bewertet werden, da diese Faktoren die Obergrenzen der sicheren Schnittgeschwindigkeiten festlegen:
- Material des Werkstücks: Dies ist der entscheidende Faktor. So erlauben Aluminiumlegierungen extrem hohe lineare Geschwindigkeiten, während Titanlegierungen aufgrund ihrer hohen Härte und schlechten Wärmeleitfähigkeit eine deutliche Reduzierung der SFM erfordern.
- Material und Beschichtung der Werkzeuge: Hartmetallwerkzeuge bieten eine Hitzebeständigkeit, die der von Schnellarbeitsstahl (HSS) weit überlegen ist. Darüber hinaus bieten Hochleistungsbeschichtungen (wie AlTiN) eine thermische Barriere, die die Grenzen der Schnittgeschwindigkeit weiter hinausschiebt.
- Kühlmittel Anwendung: Eine wirksame Kühlung und Schmierung kann die Wärme schnell aus der Schneidzone ableiten, so dass die Maschine auch bei höheren SFM-Werten stabil arbeiten kann.
- Steifigkeit des Maschinensystems: Wenn es der Maschine, der Vorrichtung oder dem Werkzeughalter an Stabilität mangelt, kann die Hochgeschwindigkeitsbearbeitung leicht zu Resonanzen führen. Um die Maßgenauigkeit zu gewährleisten, ist es oft notwendig, die SFM proaktiv zu begrenzen, um instabile Schwingungszonen zu vermeiden.
Häufige Fehler
Bei der Einstellung von Bearbeitungsparametern führt Empirie oft zu falschen SFM-Entscheidungen, was wiederum der Bearbeitungsqualität und der Werkzeugstandzeit schadet. Nachfolgend sind einige häufige Fallstricke in der Praxis aufgeführt:
- Beibehaltung einer festen Drehzahl während des Facings: Wenn sich das Werkzeug zur Mitte des Werkstücks hin bewegt, nähert sich der effektive Durchmesser dem Wert Null, und die SFM nimmt entsprechend ab. Dies führt zu einer schlechten Oberflächenrauhigkeit in der Mitte oder zur Erzeugung von BUE. Es wird empfohlen, die G96 (konstante Oberflächengeschwindigkeit) Befehl, so dass die Maschine die Drehzahl bei abnehmendem Durchmesser automatisch ausgleichen kann.
- Blindes Befolgen veralteter Referenzhandbücher: Viele der in den Fabriken verwendeten Handbücher wurden vor Jahrzehnten verfasst, während die physikalische Leistung moderner Hochleistungsbeschichtungen (wie AlTiN) die traditionellen Daten weit übersteigt. Es wird empfohlen, immer den neuesten technischen Datenblättern Ihres derzeitigen Werkzeuglieferanten den Vorzug zu geben und die Feinabstimmung auf der Grundlage der Maschinensteifigkeit vorzunehmen.
- Ignorieren der Wärmeempfindlichkeit von Materialien: Bei Materialien mit schlechter Wärmeleitfähigkeit, wie z. B. rostfreiem Stahl, führt eine blinde Erhöhung der SFM aus Effizienzgründen zu einem sofortigen Wärmestau an der Werkzeugspitze, der zu Kantenausbrüchen führt.
Wie werden die SFM-Werte für verschiedene Materialien angepasst?
Verschiedene Metalle reagieren aufgrund ihrer Molekularstruktur und ihrer physikalischen Eigenschaften unterschiedlich auf Reibungswärme. Bei der Einstellung des SFM ist es wichtig, die Werte an die spezifischen Eigenschaften des Materials anzupassen:
Gemeinsames Material SFM Referenztabelle
| Material-Kategorie | Empfohlener SFM-Bereich | Beratung bei der Bearbeitung |
| Aluminium-Legierungen | 600 – 1500+ | Ausgezeichnete Wärmeleitfähigkeit. Hohe Geschwindigkeiten ergeben eine hervorragende Oberfläche und verhindern das Verschweißen von Spänen. |
| Kohlenstoffstahl | 300 – 800 | Das am häufigsten verwendete Material. Gleichgewicht zwischen Wärmeentwicklung und Werkzeugverschleiß je nach Kohlenstoffgehalt. |
| Legierter Stahl | 250 – 600 | Hohe Festigkeit und Zähigkeit. Verwenden Sie moderate Drehzahlen, um ein Gleichgewicht zwischen Effizienz und Lebensdauer des Werkzeugs herzustellen. |
| Rostfreier Stahl | 150 – 350 | Neigt zu Kaltverfestigung und schlechter Wärmeableitung. Eine strenge Geschwindigkeitskontrolle ist erforderlich. |
| Gusseisen | 250 – 500 | Abrasive Struktur. Je nach Graphitart einstellen; Sphäroguss erfordert in der Regel niedrigere Drehzahlen. |
| Titan-Legierungen | 80 – 150 | Hohes Risiko eines thermischen Ausfalls. Erfordert niedrige Drehzahlen in Kombination mit Hochdruck-Kühlmittel. |
| Hochtemperatur-Legierungen | 50 – 120 | Behält die Festigkeit bei extremer Hitze. Hoher Werkzeugverschleiß; erfordert sehr niedrige Geschwindigkeiten und moderne Beschichtungen. |
| Messing und Bronze | 400 – 1000 | Leicht zu bearbeiten. Ermöglicht höhere Geschwindigkeiten, obwohl einige Legierungen abrasiv auf Werkzeuge wirken können. |
Aluminium-Legierungen
Aluminium bietet eine hervorragende Bearbeitbarkeit und Wärmeleitfähigkeit. Hohe Lineargeschwindigkeiten steigern nicht nur die Produktionseffizienz, sondern verhindern auch effektiv das Anhaften von Material an der Schneidkante - bekannt als Aufbauschneide - und führen zu einer spiegelglatten Oberfläche.
Kohlenstoffstahl
Als der am häufigsten verwendete Werkstoff für die spanende Bearbeitung weist Kohlenstoffstahl einen breiten SFM-Bereich auf. Der Kohlenstoffgehalt ist der wichtigste Anhaltspunkt: Stähle mit niedrigerem Kohlenstoffgehalt erlauben höhere Geschwindigkeiten, während Stähle mit höherem Kohlenstoffgehalt oder gehärtete Stähle niedrigere Werte erfordern, um Wärme und physikalischen Werkzeugverschleiß auszugleichen.
Rostfreier Stahl
Rostfreier Stahl zeichnet sich durch eine hohe Kaltverfestigung aus. Aufgrund seiner schlechten Wärmeleitfähigkeit staut sich die Schnittwärme schnell an der Werkzeugspitze. Ist das SFM zu hoch, wird die Schneidkante unter der hohen Temperatur schnell weich oder bricht sogar.
Gusseisen
Die inneren Abrasivpartikel und die Morphologie des Graphits (blättrig oder kugelförmig) beeinflussen die Schnittfestigkeit erheblich. SFM-Einstellungen müssen mit Vorsicht gehandhabt werden. Sphäroguss ist beispielsweise zäher als Grauguss und erfordert im Allgemeinen eine niedrigere Schnittgeschwindigkeit.
Titan- und Nickelbasislegierungen
Diese oft als Superlegierungen bezeichneten Werkstoffe erzeugen extreme Temperaturen an der Schnittfläche. Um einen kontrollierbaren Bearbeitungsprozess aufrechtzuerhalten, muss die Geschwindigkeit geopfert und die SFM in einem sehr niedrigen Bereich gehalten werden, um die Werkzeugintegrität zu gewährleisten.
Messing und Bronze
Diese Materialien sind allgemein für ihre hervorragende Bearbeitbarkeit bekannt. Mit hohen linearen Geschwindigkeiten lassen sich hohe Produktionsraten und eine saubere Oberflächengüte erzielen. Es ist jedoch wichtig, den Werkzeugverschleiß zu überwachen, wenn man mit bestimmten Bronzelegierungen arbeitet, die abrasive Elemente enthalten, da sie die Schneide stärker beanspruchen können als normales Automatenmessing.
Schlussfolgerung
SFM ist mehr als nur ein Geschwindigkeitsparameter. Er spiegelt wider, wie gut das Werkzeug, der Werkstoff und die Schnittbedingungen aufeinander abgestimmt sind. Das Verständnis und die korrekte Einstellung von SFM kann dazu beitragen, die Oberflächengüte und die Werkzeugstandzeit zu verbessern und den gesamten Bearbeitungsprozess stabiler und effizienter zu gestalten.
FAQ
Ist eine höhere SFM immer besser?
Nein. Ein höheres SFM kann die Bearbeitungseffizienz und in einigen Fällen die Oberflächengüte verbessern, aber nur, wenn es innerhalb eines geeigneten Bereichs bleibt. Ist der SFM-Wert zu hoch, kann der Werkzeugverschleiß schnell zunehmen und die Schnittwärme kann sich stärker konzentrieren. Ist der SFM-Wert zu niedrig, sind Aufbauschneiden, ein instabiler Schnitt und eine schlechte Oberflächengüte wahrscheinlicher. Die richtige SFM ist in der Regel diejenige, die ein gutes Gleichgewicht zwischen Werkzeugstandzeit, Teilequalität und Bearbeitungseffizienz schafft.
Welche Tools können zur Berechnung des SFM verwendet werden?
In der Praxis gibt es vier gängige Arten von Werkzeugen, die zur Berechnung der SFM verwendet werden. Der erste ist ein Online-SFM-Rechnerdie es dem Benutzer ermöglicht, den Werkzeugdurchmesser und die Spindeldrehzahl einzugeben oder mit einem empfohlenen SFM zu beginnen und die Drehzahl zu berechnen. Die zweite ist Schnittdatentabellen oder digitale Kataloge von Werkzeugherstellernin denen die empfohlenen SFM-, Vorschub- und Geschwindigkeitsbereiche für verschiedene Materialien aufgeführt sind. Die dritte ist mobile Anwendungen für die Bearbeitungdie oft schnelle Umrechnungen für SFM, RPM, Vorschubgeschwindigkeit und Bohrdaten enthalten. Die vierte ist die integrierte Berechnungsfunktionen, die in einigen CNC-Programmierprogrammen oder CAM-Systemen zu finden sinddie bei der Programmierung die Schnittgeschwindigkeit und die Spindeldrehzahl festlegen. In der Praxis sollten diese Werkzeuge als Ausgangspunkt verwendet werden, und die endgültigen Einstellungen sollten immer noch an das Material, das Werkzeug und die tatsächlichen Schnittbedingungen angepasst werden.
Was ist ein gutes SFM für Stahl?
Es gibt keinen einzigen SFM-Wert, der für alle Stähle gilt. Der richtige Bereich hängt von der Stahlsorte, der Härte, dem Werkzeugmaterial, der Beschichtung und dem Kühlmittelzustand ab. Im Allgemeinen ist bei kohlenstoffarmen Stählen ein höherer SFM-Wert möglich, während bei legiertem oder gehärtetem Stahl in der Regel ein konservativerer Bereich gewählt werden muss. Bei der eigentlichen Bearbeitung ist es am sichersten, mit den empfohlenen Daten des Werkzeuglieferanten zu beginnen und dann die Drehzahl auf der Grundlage von Werkzeugverschleiß, Oberflächengüte und Schnittstabilität fein abzustimmen.


