
En Fraisage CNCMaîtriser les deux stratégies de coupe fondamentales...Fraisage par escalade et fraisage conventionnel-est cruciale pour atteindre l'efficacité. La relation entre le sens de rotation de la fraise et le sens d'avance de la pièce à usiner détermine fondamentalement l'ensemble du processus d'usinage. processus d'usinage directement l'impact sur les la durée de vie de l'outil, l'état de surface et la stabilité de la machine.
Qu'est-ce que le fraisage de montée ?
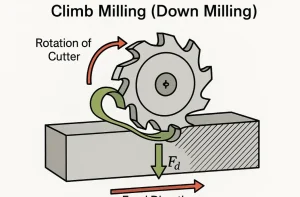
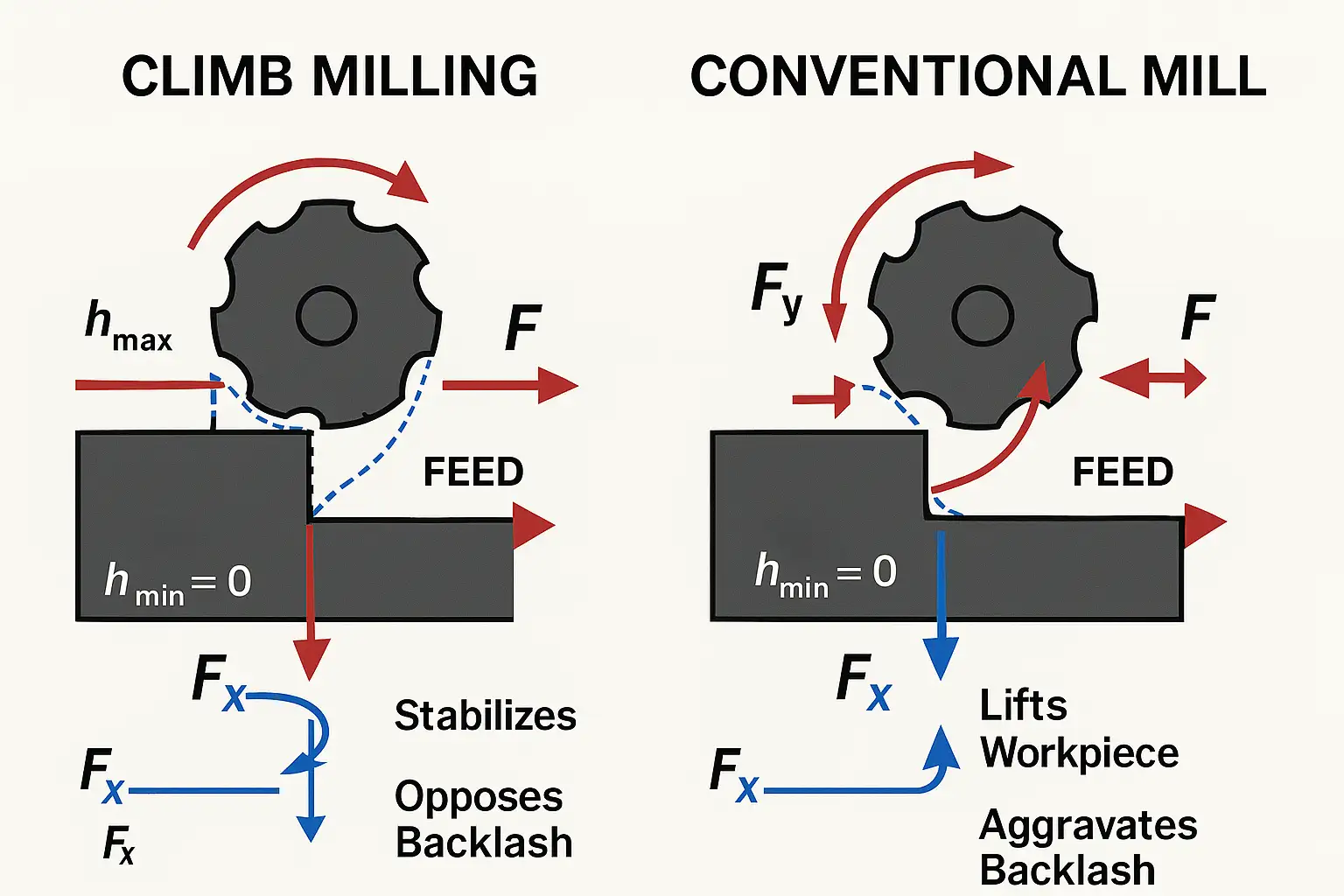
Fraisage en montée (ou fraisage en descente) est un processus dans lequel le sens de rotation de l'outil de coupe est le sens de rotation de l'outil de coupe. même comme direction d'avance de la pièce. Dans ce mode, chaque arête de coupe pénètre dans le matériau à l'endroit où elle se trouve. épaisseur maximale des copeaux et sort proprement de la pièce au fur et à mesure que l'épaisseur de coupe diminue jusqu'à zéro.
Qu'est-ce que le fraisage conventionnel ?
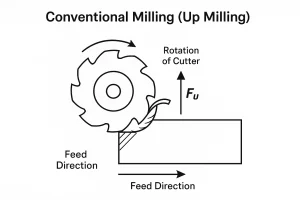
Fraisage conventionnel (ou fraisage en amont) est un processus dans lequel le sens de rotation de l'outil de coupe est opposé dans le sens de l'avance de la pièce. Chaque arête de coupe pénètre dans le matériau à épaisseur de copeaux nulleL'épaisseur de coupe augmente progressivement jusqu'au maximum avant de sortir.
L'histoire du fraisage conventionnel
Pour comprendre la stratégie privilégiée aujourd'hui, il faut commencer par l'histoire. Avant l'adoption généralisée des machines modernes à commande numérique, Fraisage conventionnel était l'approche "conventionnelle", non pas parce qu'elle était la plus efficace, mais parce que l'approche "conventionnelle" n'était pas la plus efficace. défaut inhérent (Backlash) des machines en faisait la seule option sûre.
Pourquoi le fraisage conventionnel était-il nécessaire ?
Dans les anciennes fraiseuses, la mécanique réaction brutale (le jeu entre la vis-mère et l'écrou de la table) était un défaut inévitable. Les forces de coupe en Fraisage conventionnel acte vers le hautet résiste à ce contrecoup en forçant la vis d'entraînement à s'arrêter. contre un côtéLa stabilité relative est ainsi atteinte et la perte de contrôle que le broyage par grimpage entraînerait, ainsi que le danger pour l'opérateur, sont évités.
Inconvénients du fraisage conventionnel
Une fois que les machines modernes ont surmonté le problème du contrecoup, les défauts techniques inhérents au fraisage conventionnel sont devenus évidents :
- Durée de vie de l'outil réduite et forte usure : Comme l'outil commence la coupe à partir d'une épaisseur nulle, l'arête de coupe subit frottement et friction sur la surface du matériau, accélérant l'usure de l'outil et diffusant une quantité importante de chaleur dans la pièce.
- Mauvaise qualité de surface et écrouissage : La friction et le frottement provoquent la déformation du matériau. étirés et abîmés, ce qui conduit à durcissement au travail dans la zone de coupe.
- Mauvaise évacuation des copeaux et serrage instable : Les copeaux ont tendance à être ramenés dans la zone de coupe, ce qui provoque redécoupageet les forces de coupe tendent à soulever la piècenécessitant des dispositifs de serrage plus complexes.
Avantages du fraisage conventionnel
Malgré ses inconvénients, le fraisage conventionnel offre un léger avantage lors de l'usinage. pièces moulées ou forgées avec oxydé ou des surfaces durcies. Son action de coupe fine à épaisse permet à l'outil de pénétrer efficacement dans cette couche superficielle durcie. En outre, l'augmentation progressive de la force de coupe inhérente au fraisage conventionnel permet parfois de supprimer le broutage dans les matériaux sujets aux vibrations (tels que les pièces à parois minces).
Fraisage en montée : La norme CNC moderne
Les avantages de la Fraisage de l'escalade a toujours joui d'une excellente réputation dans l'industrie, représentant l'ensemble de la profession. état idéal de broyage.
Avantages de l'usinage par enlèvement de copeaux
Les avantages techniques du fraisage par enlèvement de copeaux sont considérables :
- Excellente durée de vie de l'outil et contrôle thermique : L'arête de coupe pénètre dans l'épaisseur maximale, ce qui garantit un cisaillement très efficace. La chaleur générée est évacuée avec le copeaux les plus épaisce qui réduit considérablement la température de l'outil.
- Finition de surface supérieure : L'arête de coupe sort proprement de la pièce à épaisseur nulle. Cette action de coupe minimise les frottementsCe qui permet d'obtenir une finition de surface extrêmement élevée.
- Auto-serrant Stabilité : La force de coupe agit à la baisse sur la table, créant ainsi un effet d'auto-serrage qui améliore la stabilité de la pièce, ce qui permet de réduire les vibrations et le broutage pendant l'usinage.
Limites de l'usinage par enlèvement de copeaux
- Exigences élevées en matière de rigidité de la machine et de vibrations : Le fraisage par grimpage commence à l'épaisseur maximale des copeaux, ce qui crée une charge d'impact initiale et un effet d'entraînement. forte vibration. Cela nécessite des machines modernes à commande numérique (CNC) dotées d'une grande capacité de production. rigidité et fiable compensation des contrecoups pour maintenir la précision et la stabilité.
- Sensibilité à l'uniformité de la configuration et des matériaux : En raison de l'engagement instantané de la charge maximale, si la pièce est mal serrée ou si le matériau présente des irrégularités telles que les points durs ou les videsl'outil est plus enclin à déviation soudaine ou endommagement qu'avec le fraisage conventionnel.
Compensation du jeu : Le facteur décisif pour la domination du fraisage par enlèvement de copeaux
Les machines CNC modernes ont complètement éliminé le problème du contrecoup des machines plus anciennes en utilisant vis à billes de haute précision et avancés systèmes électroniques de compensation de jeu. La technologie permettant désormais de contrôler avec précision la position de l'axe et de résister à l'impact initial, tous les avantages du fraisage par grimpage sont libérés, ce qui en fait la solution la plus efficace. mode standard incontesté dans les Usinage CNC.
Différences essentielles entre le fraisage par grimpage et le fraisage conventionnel
Pour faire un choix éclairé, il est essentiel d'analyser les quatre caractéristiques techniques essentielles qui définissent ces deux modes de coupe.
1. Direction de la force de coupe et stabilité du serrage
La force de coupe générée par Fraisage de l'escalade actes à la baisse sur la pièce, ce qui permet d'obtenir un effet "d'auto-serrage". Inversement, la force de coupe générée par Fraisage conventionnel actes vers le haut sur la pièce, ce qui nécessite une fixation spécialisée pour contrebalancer la force de levage.
2. Direction et précision de la déviation de l'outil
- Fraisage de l'escalade : La déviation de l'outil est perpendiculaire par rapport à la direction d'avance de la pièce, qui affecte directement la dimension finale et la précision de la pièce.
- Fraisage conventionnel : La déviation de l'outil est ** presque parallèle** à la direction d'avance de la pièce. Il en résulte moins d'erreurs et un meilleur contrôle et une plus grande stabilité sur le processus.
3. Usure de l'outil et production de chaleur
Fraisage conventionnel souffre d'une usure rapide de l'outil et d'une durée de vie réduite en raison du frottement initial. Fraisage de l'escalade entre proprement à l'épaisseur maximale, coupe efficacement et évacue la chaleur avec les copeaux, prolongeant considérablement la durée de vie de l'outil.
4. Exceptions relatives à l'application des matériaux
L'action de coupe fine à épaisse du fraisage conventionnel offre un léger avantage lors de l'usinage. les pièces de fonte ou de forge dont les surfaces sont oxydées ou durciesL'outil peut ainsi pénétrer efficacement dans la couche durcie.
Quand choisir chaque méthode
Le choix final dépend non seulement du type de machine, mais aussi étroitement des propriétés du matériau à usiner (aluminium, plastiques, mousses ou alliages durs).
Guide pratique : Quelle est la meilleure méthode ?
| Méthode | Quand choisir (Standard) | Exceptions (quand faire preuve de prudence) |
| Fraisage de l'escalade | La norme pour les machines CNC modernes pour presque toutes les opérations. Choisissez quand haute qualité de surface et durée de vie maximale de l'outil sont nécessaires, y compris des matériaux tels que aluminium. | A utiliser avec précaution sur les machines plus anciennes sans compensation du jeu. Soyez extrêmement prudent en cas de serrage instable ou de matériaux non uniformes. |
| Fraisage conventionnel | Seulement en tant que exception. Utilisé pour l'usinage couches durciesou sur anciennes machines pour contrer les réactions négatives. Peut être tenté pour les matériaux sujets au bavardage. | A éviter en général lorsqu'une grande précision et un bon état de surface sont requis. |
Conseil avancé : La passe fantôme de finition
- Alors que le fraisage par grimpage est généralement préféré pour les passes de finition afin d'obtenir un état de surface optimal, pour les pièces exigeant une précision ultime, une machine de fraisage par grimpage peut être utilisée. Escalader le col du Roughing suivi d'un Charge légère Passe conventionnelle (connue sous le nom de "Ghost Pass" ou "Spring Pass") peut être utilisée. Cette technique corrige l'erreur dimensionnelle mineure causée par la déviation perpendiculaire du fraisage par grimpage, ce qui permet d'obtenir la surface finale la plus parfaite.
Nous contacter
Si vous cherchez à optimiser vos processus d'usinage CNC pour prolonger la durée de vie des outils et améliorer la qualité des pièces, notre équipe d'experts peut vous proposer des stratégies d'usinage et des solutions de fixation personnalisées. Contactez-nous dès aujourd'hui pour des conseils techniques professionnels.


