L'usinage du cuivre est un domaine hautement spécialisé de la fabrication soustractive qui est essentiel pour produire des composants de haute performance dans de nombreuses industries critiques. Si l'excellente conductivité électrique et thermique du cuivre lui confère une valeur inestimable, sa souplesse inhérente, sa ductilité et son coefficient de dilatation thermique élevé posent des défis importants dans le processus d'usinage. Le succès de l'usinage du cuivre repose sur un équilibre délicat entre les réglages optimisés de la machine, l'outillage spécialisé et une connaissance approfondie du matériau, afin d'obtenir des tolérances serrées, souvent inférieures ou égales à 0,01 mm, et des finitions de surface de qualité supérieure. Ce cadre décrit l'ensemble du processus, depuis la sélection des matériaux et la mécanique du processus jusqu'à la résolution des difficultés courantes, en veillant à ce que les pièces finales répondent aux exigences rigoureuses de qualité et de performance de la technologie moderne.
Qu'est-ce que l'usinage du cuivre ?
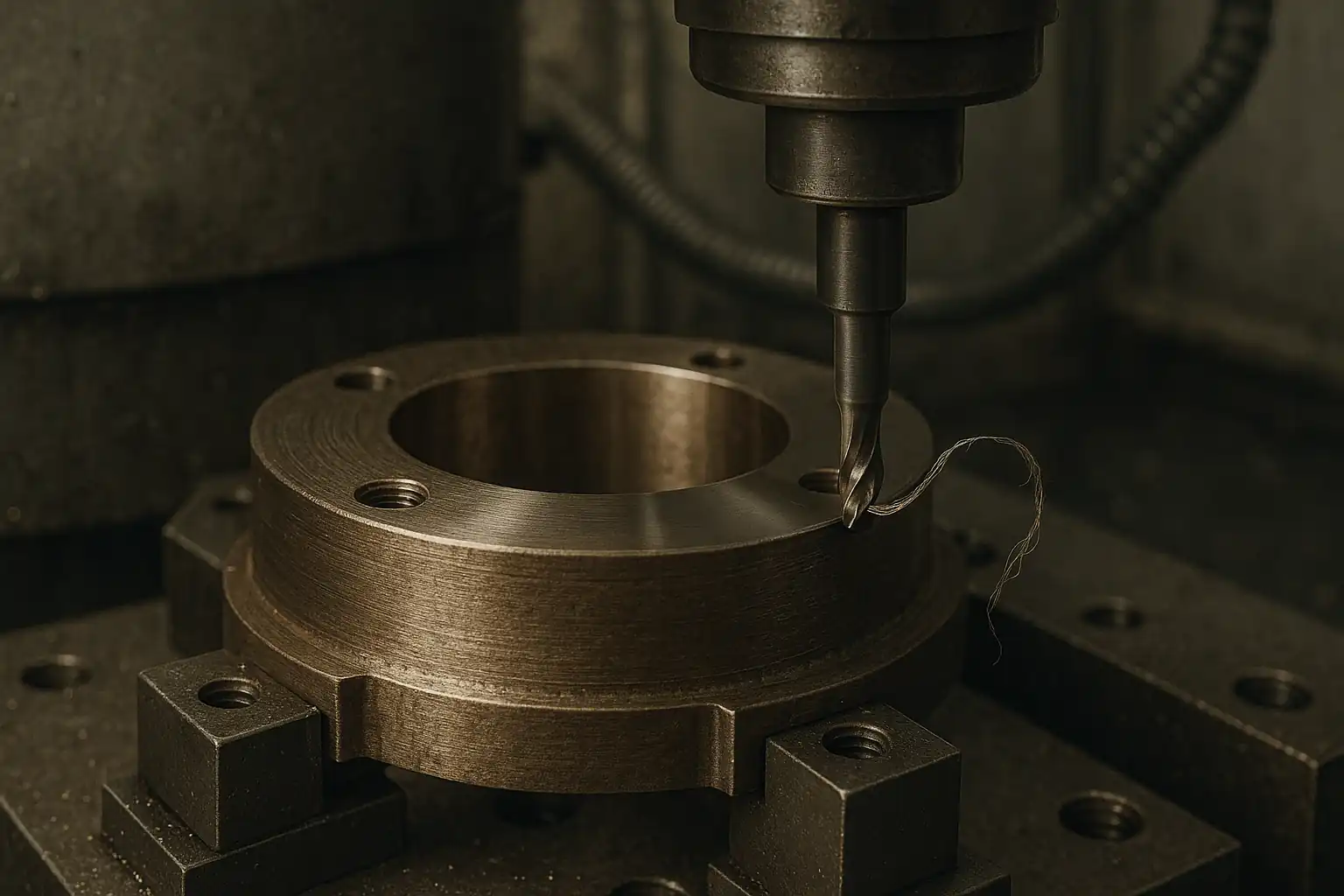
Qu'est-ce que l'usinage du cuivre ? est une définition qui va au-delà du simple enlèvement de matière ; il s'agit du façonnage de précision du cuivre et des alliages de cuivre (par exemple, le laiton, le bronze, le cuivre au béryllium) à l'aide de machines à commande numérique telles que les fraises, les tours et les centres de perçage. Ce processus soustractif est nécessaire car les propriétés uniques du cuivre, à savoir sa conductivité thermique (jusqu'à 400 W/m-K) et sa conductivité électrique exceptionnelles, le rendent indispensable pour les applications nécessitant une dissipation rapide de la chaleur ou un transfert efficace du courant. Le principe de base de l'usinage du cuivre, contrairement à l'acier ou à l'aluminium, est la gestion de son extrême ductilité. Cette caractéristique signifie que le matériau a tendance à se déformer, à se déchirer ou à s'étaler plutôt qu'à former des copeaux prévisibles et faciles à casser, ce qui nécessite des stratégies de traitement entièrement différentes pour maintenir l'intégrité dimensionnelle et la qualité de la surface.
Fonctionnement du processus d'usinage du cuivre
La production efficace de composants en cuivre de haute précision suit un processus rigoureux conçu pour atténuer les difficultés inhérentes au matériau. Comment usiner efficacement le cuivre implique plusieurs phases critiques. La séquence ci-dessous résume un processus typique d'usinage CNC du cuivre utilisé dans les environnements de production de précision.
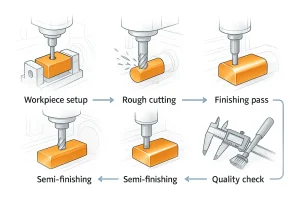
Processus d'usinage de pièces en cuivre, étape par étape, de la préparation à l'inspection finale.
- Serrage de la pièce : La mollesse du cuivre exige une fixation soigneuse pour éviter les déformations. Pour maintenir la précision géométrique, on utilise souvent des mâchoires souples, à faible force et à zone de contact élevée, ou des mâchoires souples personnalisées.
- Brutalité : L'enlèvement de matière initial est réalisé avec des coupes profondes et des vitesses d'avance élevées. C'est contre-intuitif mais nécessaire ; une coupe agressive à grande vitesse aide à briser les copeaux de cuivre et garantit que l'outil passe le moins de temps possible à frotter contre le matériau, ce qui générerait une chaleur excessive.
- Gestion du liquide de refroidissement : Un arrosage continu et à haut volume (à base d'huile ou d'émulsion de haute qualité) n'est pas négociable. Il joue trois rôles : refroidir la zone de travail pour lutter contre la forte dilatation thermique, lubrifier la coupe pour éviter le collage et évacuer de manière agressive les copeaux filandreux de la zone de coupe.
- Finition : La dernière passe se concentre uniquement sur la finition de la surface et la précision des dimensions. De légères profondeurs de coupe, des outils ultra-tranchants et un contrôle précis de la machine sont utilisés pour obtenir des tolérances aussi étroites que ± 0,005 mm et des finitions de surface allant jusqu'à Ra 0,4 µm.
- Contrôle des puces : Des géométries d'outils spécialisées (brise-copeaux) et des cycles de perçage sont utilisés pour empêcher la formation de longs fils de cuivre continus qui peuvent s'emmêler, endommager la pièce ou blesser l'opérateur.
Matériaux et nuances dans l'usinage du cuivre
Pour choisir le bon matériau cuivre, il faut trouver un équilibre entre conductivité électrique, résistance et usinabilité. Dans l'usinage CNC, les matériaux en cuivre sont généralement classés en plusieurs catégories principales types de matériauxsuivi par le plus couramment utilisé qualités usinables.
I. Principaux types de matériaux
| Type de matériau | Caractéristiques principales | Aperçu de l'usinabilité | Utilisations typiques |
| Cuivre pur (famille C11000) | Conductivité électrique et thermique élevée, mais extrêmement souple. | Pauvre. Sujet au maculage et à la formation d'une arête bâtie (Built-Up Edge - BUE). | Conducteurs électriques, barres conductrices, échangeurs de chaleur. |
| Alliages pour l'usinage libre (par exemple, C14500, C14700) | Conductivité légèrement inférieure mais excellent brise-copeaux et durée de vie de l'outil. | Haut. Excellent contrôle des copeaux et vitesse de traitement. | Pièces tournées à grande vitesse, connecteurs de précision. |
| Laiton (Alliage Cu-Zn) | Excellente usinabilité et résistance à la corrosion. | Haut. Idéal pour l'usinage général. | Vannes, raccords de plomberie, fixations. |
| Bronze (alliage Cu-Sn) | Grande solidité et résistance à l'usure. | Modéré. Convient aux pièces à fort coefficient de frottement. | Bagues, manchons, paliers. |
| Béryllium Cuivre (Alliage Cu-Be) | Combine une conductivité élevée avec une résistance semblable à celle d'un ressort après traitement thermique. | Modéré/spécialisé. Nécessite des protocoles de sécurité spécifiques. | Connecteurs aérospatiaux, ressorts soumis à de fortes contraintes. |
| Cupro-Nickel (alliage Cu-Ni) | Résistance supérieure à la corrosion en milieu marin. | Modéré. | Échangeurs de chaleur marins, tuyauterie d'eau de mer. |
II. Grades de cuivre usinables courants
| Grade | Nom / Composition | Caractéristiques principales | Usinabilité | Applications typiques |
| C11000 | Cuivre électrolytique à pas serré ($99.9\%$ Cu) | Conductivité la plus élevéetrès souple, susceptible d'adhérer. | Pauvre | Barres omnibus, contacts électriques. |
| C14500 | Tellure Cuivre ($\environ 0,5\%$ Te) | Meilleur équilibre de la conductivité et de l'efficacité de coupe. | Excellent | Connecteurs, embouts de soudure, pièces de machines à visser. |
| C14700 | Soufre Cuivre ($\environ 0,3\%$ S) | Bon contrôle des copeaux et une conductivité modérée. | Bon | Raccords, composants de plomberie. |
| C10100 | Cuivre sans oxygène | Très grande pureté, compatibilité avec le vide et la cryogénie. | Pauvre | Joints sous vide, supraconducteurs. |
| C17200 | Béryllium Cuivre | Haute résistance (jusqu'à $1300 \text{ MPa}$ après traitement thermique). | Modéré | Moules pour l'aérospatiale, contacts avec les ressorts. |
Principaux paramètres d'usinage et conseils pour l'outillage
Le cœur technique du succès de l'usinage du cuivre réside dans l'optimisation des éléments suivants Paramètres d'usinage du cuivre-vitesse de coupe (Vc), avance par dent (fz) et profondeur de coupe axiale (ap), de concert avec un outillage spécialisé.
- Angles du râteau : Les outils de coupe doivent avoir un angle de coupe positif élevé (15° à 25°) et un angle de dépouille important. Cela permet d'obtenir un bord tranchant qui tranche proprement le matériau au lieu de le pousser, ce qui réduit considérablement les efforts de coupe et la chaleur.
- Vitesse de coupe : En général, des vitesses de coupe élevées (jusqu'à 300 m/min pour la finition) sont bénéfiques. L'objectif est de maintenir l'efficacité de la coupe de l'outil, en évitant que le cuivre ne se soude sur l'arête.
- Vitesse d'alimentation : Une vitesse d'avance élevée (charge de copeaux élevée) est souvent préférable pour favoriser une rupture nette des copeaux. Une alimentation légère augmente les risques de frottement et de BUE.
- Matériau de l'outil : Les outils en carbure non revêtus et hautement polis sont souvent le premier choix. Pour les applications exigeantes, les outils revêtus d'un revêtement à faible friction (comme le Diamond-Like Carbon, DLC) sont utilisés pour minimiser l'adhérence et obtenir une qualité supérieure. usinage du cuivre finition de surface.
- Préparation des bords : L'arête de coupe doit être tranchante comme un rasoir. Un léger affûtage est acceptable pour l'ébauche afin d'améliorer la résistance du tranchant, mais un tranchant parfaitement aiguisé et poli est obligatoire pour des passes de finition de haute qualité.
Défis communs et solutions dans l'usinage du cuivre
Les propriétés inhérentes au cuivre créent plusieurs obstacles opérationnels récurrents qui nécessitent des stratégies d'atténuation spécifiques.
| Défi | Cause | Solution |
| Bordure de construction (BUE) | Le cuivre adhère (se soude) à la pointe de l'outil sous l'effet de la friction et de la chaleur. | Outils à forte inclinaison positive, surfaces d'outils polies et liquide de refroidissement abondant et très lubrifiant. |
| Chips longs et filandreux | Extrême ductilité des nuances de cuivre pur. | Utilisez des nuances d'usinage libre (C145), mettez en œuvre des géométries brise-copeaux sur les plaquettes et utilisez des cycles d'usinage spécialisés (par exemple, G83 pour le perçage). |
| Dilatation thermique | Un coefficient de dilatation thermique élevé entraîne une instabilité dimensionnelle pendant la coupe. | Utiliser un liquide de refroidissement à haut débit et à température contrôlée. Laisser la pièce se stabiliser à la température ambiante avant de procéder aux mesures critiques et à la finition. |
| Mauvais état de surface | Tache, déchirure ou vibration du matériau en raison d'une faible rigidité. | Veillez à la rigidité de la machine, utilisez des outils très affûtés et polis, et maintenez une charge de copeaux élevée et constante pendant la passe de finition. |
Comment éviter l'arête rapportée dans l'usinage du cuivre ? est le problème le plus crucial à résoudre. La combinaison d'une vitesse de coupe élevée, d'une inclinaison positive suffisante et d'une lubrification agressive est la seule méthode fiable pour empêcher les particules de cuivre de s'accumuler et de compromettre la qualité finale du composant.
Applications des pièces usinées en cuivre dans l'industrie
La combinaison unique de performances thermiques et électriques fait des pièces en cuivre usinées des composants essentiels dans de nombreux secteurs à haute fiabilité.
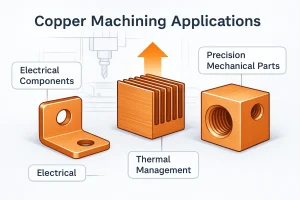
Applications typiques de l'usinage de précision du cuivre : composants électriques, gestion thermique et pièces mécaniques de précision.
- Électronique et semi-conducteurs : Le cuivre de haute pureté est usiné dans de grandes dissipateurs thermiques et des plaques froides pour les supercalculateurs, les modules d'alimentation et les équipements scientifiques spécialisés afin de gérer d'immenses charges thermiques.
- Distribution de l'énergie électrique : Les cuivres C110 et C145 sont la norme en matière de barres omnibusLes contacts de l'appareil de commutation, les connecteurs à courant élevé et les contacts de l'appareil de commutation où une résistance minimale est essentielle à la sécurité et à l'efficacité.
- Aérospatiale et défense : Les alliages de cuivre sont utilisés dans des environnements exigeants, tels que chemises de chambre de combustion et les tuyères des moteurs de fusée, en utilisant la capacité du cuivre à transférer et à dissiper rapidement la chaleur des zones critiques.
- Automobile (EV/Hybrid) : Le cuivre usiné est largement utilisé dans systèmes de refroidissement des batteries et l'électronique de puissance à haute tension en raison de sa légèreté, de ses propriétés de gestion de la chaleur et de sa conductivité supérieure à celle de l'aluminium.
- Médical : Utilisé dans les cibles à rayons X et les Blindage RF en raison de sa densité et de ses caractéristiques électriques élevées.
Conclusion
L'usinage du cuivre est une discipline essentielle pour la fabrication de composants thermiques et électriques de haute performance. Bien que ce matériau présente des difficultés liées au BUE, aux copeaux filandreux et à la dilatation thermique, celles-ci sont surmontées de manière experte grâce à une approche personnalisée impliquant une géométrie de coupe positive élevée, des alliages d'usinage libre tels que le C145, des paramètres de broche précis et une gestion robuste du liquide de refroidissement. Notre équipe d'ingénieurs s'appuie sur cette expertise technique pour fournir des composants en cuivre qui respectent les tolérances les plus strictes exigées par les secteurs de l'électronique, de l'aérospatiale et de l'énergie. Demandez un devis à notre équipe d'ingénieurs ou téléchargez vos dessins pour un examen technique et un devis rapides.