
Lors de l'usinage, une pièce peut sembler complète après la découpe, mais ses arêtes ne sont pas toujours laissées dans un état idéal. De petites projections de métal, de fines arêtes en relief ou des pointes acérées subsistent souvent autour des ouvertures des trous, des arêtes des profils et des coins. Ces résidus d'arêtes sont communément appelés bavures. Bien qu'ils soient généralement minimes, ils peuvent néanmoins affecter l'assemblage, la sécurité et la finition de surface ultérieure.
Cet article explique ce que sont les bavures, où elles apparaissent généralement, quels sont les types de bavures les plus courants, pourquoi elles se forment et quelles sont les méthodes couramment utilisées pour les éliminer et les contrôler lors de l'usinage.
Qu'est-ce qu'une bavure dans l'usinage ?
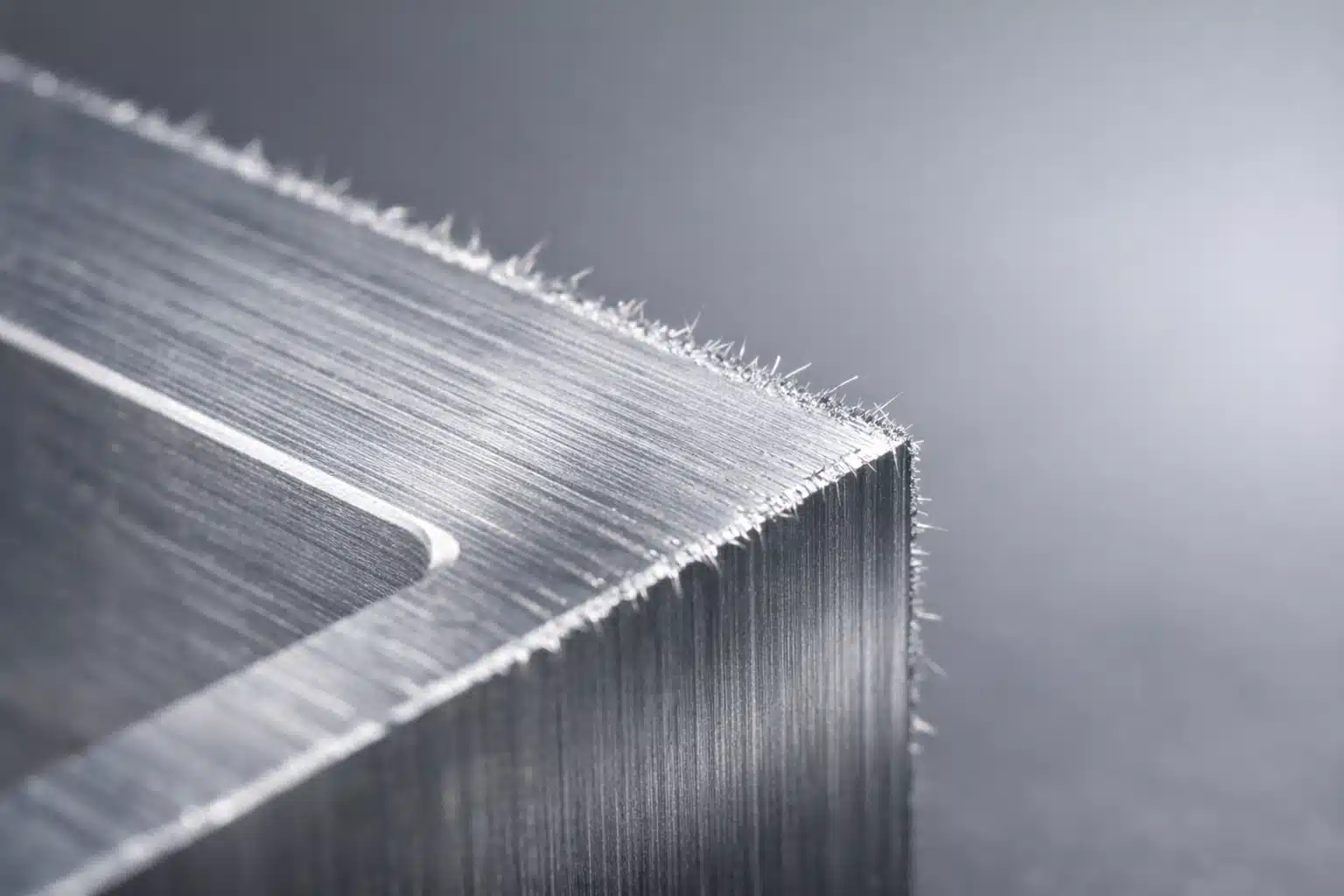
Les bavures désignent les minuscules protubérances qui subsistent sur les bords ou les orifices d'une pièce lorsque le matériau ne parvient pas à se séparer proprement au cours de l'usinage. D'un point de vue physique, une bavure n'est pas une caractéristique fonctionnelle de la conception de la pièce ; elle est plutôt le résultat d'une déformation plastique lorsque le métal est comprimé vers la périphérie sous l'influence des forces de coupe. Ces résidus se manifestent généralement sous la forme de rubans minces, de pointes acérées ou de légères crêtes.
Dans la pratique du travail des métaux, la morphologie d'une bavure varie en fonction de la ductilité du matériau. Pour les métaux très ductiles comme les alliages d'aluminium ou l'acier inoxydable, les bavures se présentent souvent sous la forme de fines pellicules enroulées. À l'inverse, dans les matériaux plus durs, elles se présentent sous la forme de fragments courts et pointus. Quelle que soit leur forme, elles signifient que le matériau n'a pas réussi à se fracturer proprement à la fin de la coupe, laissant des traces redondantes sur le contour de la pièce.
Types de bavures dans l'usinage
Les bavures ne se présentent pas toujours sous la même forme. En fonction de leur apparence et de la manière dont elles sont formées, les bavures que l'on trouve couramment dans l'usinage peuvent généralement être regroupées en plusieurs types. La compréhension de ces types communs permet d'identifier l'origine des bavures et de décider de la manière de les traiter.
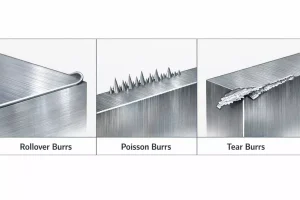
Fraises de renversement
Lorsque le matériau du bord ne se sépare pas proprement et qu'il est au contraire tiré vers l'extérieur, une bavure de retournement est susceptible de se former. Ce type de bavure est généralement mince et peut ressembler à une petite lèvre surélevée autour du bord. Il est souvent observé dans les matériaux plus ductiles tels que les alliages d'aluminium et l'acier inoxydable.
Burrs de Poisson
Les bavures de Poisson sont souvent courtes, pointues et relativement dures. Au lieu d'apparaître sous la forme d'une fine arête soulevée, elles se présentent généralement sous la forme d'une petite saillie pointue laissée sur l'arête après l'usinage. Bien qu'elles soient de petite taille, elles peuvent avoir un impact plus direct sur la sécurité et la manipulation des arêtes.
Bavures de déchirure
Les bavures d'arrachement se forment généralement à l'étape finale, lorsque l'outil sort du matériau. Comme le matériau du bord ne se détache pas proprement et qu'il est au contraire étiré davantage, un mince résidu en forme de queue peut rester sur le bord de la pièce.
Quelles sont les causes des bavures dans l'usinage ?
La formation de bavures n'est généralement pas due à un seul facteur. Elle résulte plutôt des effets combinés des propriétés du matériau, de l'état de l'outil et des conditions d'usinage. Lors de l'usinage, la capacité d'une arête à se séparer proprement dépend souvent des forces et du comportement de la fracture à l'étape finale de la coupe. Les causes les plus courantes sont les suivantes
Ductilité des matériaux
Les matériaux réagissent différemment lors de la coupe. Les matériaux plus ductiles et plus résistants sont plus susceptibles de s'étirer et de s'enrouler sur le bord au lieu de se briser proprement. Par conséquent, les matériaux tels que les alliages d'aluminium, l'acier inoxydable et le cuivre sont généralement plus susceptibles de développer des bavures visibles.
État de l'outil
L'affûtage de l'outil a un effet direct sur la possibilité de couper proprement le matériau. Lorsqu'un outil s'use, l'action de coupe tend à passer d'un cisaillement net à un écrasement et à un entraînement plus importants. Dans ces conditions, le matériau de l'arête a moins de chances de se séparer proprement et risque davantage de laisser des bavures.
Paramètres de coupe
L'avance, la vitesse de la broche et la profondeur de coupe influencent toutes la manière dont le matériau est chargé et dont les copeaux se forment. À la sortie des trous, sur les bords fins et au stade final de la coupe, des paramètres mal adaptés peuvent rendre la séparation des matériaux moins complète et augmenter la formation de bavures.
Conditions de support de la pièce
À la sortie des trous, sur les bords des parois minces ou dans les zones partiellement non soutenues, le matériau a souvent un support plus faible. Si ces zones ne sont pas suffisamment soutenues lors de la dernière étape de l'usinage, l'arête est plus susceptible d'être tirée vers l'extérieur et de former un retournement ou des bavures tranchantes.
Trajectoire de l'outil
La façon dont l'outil entre et sort du matériau peut également influer sur l'apparition et la gravité des bavures. Si l'outil sort sur une arête plus fine ou plus faible, les bavures sont souvent plus visibles. C'est pourquoi la conception de la trajectoire de l'outil influe non seulement sur l'efficacité de la coupe, mais aussi sur la qualité de l'arête.
Comment enlever les bavures
Une fois les bavures apparues, la nécessité de les éliminer et la méthode à utiliser dépendent généralement du matériau, de la géométrie de la pièce, des exigences de précision et de l'application finale de la pièce. Certaines petites bavures ne nécessitent qu'un simple nettoyage des bords, tandis que les bavures situées au niveau des ouvertures des trous, des surfaces d'étanchéité ou des bords d'assemblage nécessitent souvent une élimination plus minutieuse. Les méthodes d'ébavurage les plus courantes sont les suivantes

Ébavurage manuel
L'ébavurage manuel est l'une des méthodes les plus courantes. Il convient généralement aux pièces de faible volume, aux zones complexes ou aux arêtes qui nécessitent un traitement localisé et précis. Les outils courants sont les couteaux d'ébavurage, les limes, le papier de verre, les grattoirs et les petits outils de meulage. Son principal avantage est sa flexibilité, ce qui le rend utile pour les zones irrégulières ou difficiles à atteindre. Sa principale limite est une efficacité moindre, et la cohérence dépend souvent de l'expérience de l'opérateur.
Chanfreinage et cassure des arêtes
Pour les ouvertures de trous, les bords de profilés et les bords d'assemblage, le chanfreinage et la cassure des bords sont des moyens courants d'éliminer les bavures. L'ajout d'un petit chanfrein ou d'un bord cassé permet d'éliminer les bavures tout en rendant le bord plus propre et plus sûr. Cette méthode est particulièrement adaptée aux profils réguliers et aux bords des trous, mais elle exige que de légères modifications de la forme du bord soient acceptables dans la conception.
Ébavurage mécanique
L'ébavurage mécanique est couramment utilisé pour la production par lots et peut inclure le brossage, le ponçage à bande, la finition vibratoire et le culbutage. Ces méthodes sont généralement plus efficaces et conviennent au traitement d'un grand nombre de pièces de manière cohérente. Toutefois, l'intensité du traitement doit être contrôlée avec soin afin d'éviter un enlèvement excessif de matière sur les arêtes sensibles aux dimensions.
Méthodes d'ébavurage spéciales
Pour les pièces présentant une géométrie complexe, des trous transversaux multiples ou des arêtes internes difficiles d'accès, des méthodes spéciales telles que l'ébavurage thermique, l'ébavurage électrochimique ou l'ébavurage chimique peuvent également être utilisées. Ces méthodes sont généralement mieux adaptées à des applications spécifiques et permettent d'atteindre des zones difficiles à traiter manuellement, mais elles impliquent également un coût de traitement plus élevé et des conditions d'application plus limitées.
Comment prévenir les bavures
Au lieu d'éliminer les bavures une fois l'usinage terminé, il est souvent plus efficace de réduire la formation de bavures pendant le processus d'usinage lui-même. Bien qu'il ne soit pas toujours possible d'éliminer complètement les bavures, l'optimisation des outils, des paramètres de coupe et des conditions d'usinage permet généralement de réduire à la fois la quantité et la gravité des bavures. Les approches les plus courantes sont les suivantes :
- Garder les outils bien affûtés : Plus l'outil est affûté, plus le matériau peut être coupé proprement au lieu d'être poussé ou entraîné dans une bavure.
- Optimiser les paramètres de coupe : Une vitesse d'avance, une vitesse de broche et une profondeur de coupe adéquates permettent d'améliorer la séparation des matériaux et de réduire les résidus sur les bords.
- Améliorer le support de la pièce : Un meilleur soutien à la sortie des trous, sur les bords fins ou dans les zones non soutenues peut réduire le retournement et la déchirure.
- Ajuster les trajectoires d'outils : Une meilleure planification des points d'entrée et de sortie de l'outil dans le matériau peut contribuer à réduire les bavures sur les arêtes critiques.
- Ajouter des chanfreins ou des ruptures d'arêtes lorsque cela est possible : Si la conception le permet, de petits chanfreins ou des arêtes brisées peuvent réduire l'effet des bavures sur l'assemblage et la sécurité des arêtes.
C'est pourquoi la prévention des bavures ne concerne pas seulement le post-traitement. Elle dépend également d'une séparation plus nette des matériaux pendant l'usinage. Cela peut réduire le travail d'ébavurage ultérieur tout en améliorant la consistance des arêtes et la qualité globale de la pièce.
Conclusion
À première vue, une bavure peut sembler n'être qu'un petit résidu laissé sur le bord d'une pièce, mais elle reflète en fait les effets combinés de la séparation des matériaux, de l'état de l'outil et des conditions d'usinage. Comprendre ce que sont les bavures, leurs types courants et les raisons de leur formation permet d'avoir une vision plus complète de la qualité des arêtes dans l'usinage.
Les bavures ne doivent pas toujours être traitées de la même manière selon les pièces. Dans de nombreux cas, le choix de la méthode de contrôle des bavures fait lui-même partie de la stratégie globale d'usinage.
FAQ
Comment savoir si une arête présente des bavures ?
Une bavure peut souvent être identifiée en examinant l'état des bords et l'aspect de la surface. Les signes les plus courants sont des bords irréguliers, une réflexion inhabituelle de la lumière le long du bord, un léger retournement autour de l'ouverture d'un trou ou une sensation de rugosité et d'éraflure au toucher. Pour les pièces plus petites ou les zones soumises à des exigences de qualité plus strictes, des loupes, des microscopes ou des équipements d'inspection optique peuvent également être utilisés pour examiner le bord de plus près. Lors du contrôle des arêtes vives, il convient d'éviter tout contact direct avec les mains afin de réduire les risques de coupure.
Comment réduire les bavures lors du fraisage ?
La réduction des bavures lors du fraisage implique généralement une combinaison de contrôle de l'outil, de paramètres de coupe et de planification de la trajectoire de l'outil. Le maintien de l'affûtage de l'outil permet une séparation plus nette du matériau, tandis qu'une vitesse d'avance, une vitesse de broche et une profondeur de coupe appropriées peuvent réduire l'arrachement et l'enroulement des arêtes. Un meilleur soutien au niveau des bords fins, des angles et des points de sortie de l'outil peut également s'avérer utile. Dans certains cas, l'ajustement de la trajectoire d'entrée et de sortie de l'outil, ou l'ajout de petits chanfreins et de cassures d'arêtes lorsque la conception le permet, peuvent réduire davantage les problèmes liés à la bavure.
Quels sont les outils utilisés pour l'ébavurage ?
Les outils utilisés pour l'ébavurage dépendent généralement du matériau, de la taille des bavures, de l'emplacement des arêtes et du volume de production. Les outils manuels courants comprennent les couteaux d'ébavurage, les limes, le papier de verre, les grattoirs et les petits outils de meulage. Pour les pièces produites en grandes quantités, le brossage, la finition vibrante, le ponçage à bande et le culbutage sont également couramment utilisés. Pour les pièces présentant une géométrie complexe, des trous transversaux multiples ou des arêtes internes difficiles à atteindre, des méthodes spéciales telles que l'ébavurage thermique, l'ébavurage électrochimique ou l'ébavurage chimique peuvent également être appliquées.