

La profondeur de coupe (DOC) est un paramètre essentiel de l'usinage. Elle affecte directement les efforts de coupe, la production de chaleur et la formation de copeaux, qui déterminent à leur tour la qualité de la surface et la stabilité dimensionnelle. Cet article explique ce que signifie la profondeur de coupe en tournage et en fraisage et comment la calculer, clarifie la différence fondamentale entre la profondeur de coupe et la vitesse d'avance, et résume les facteurs clés qui limitent la sécurité de la profondeur de coupe dans la pratique.
Qu'est-ce que la profondeur de coupe en usinage ?
En termes simples, Profondeur de coupe (DOC) se réfère à l'épaisseur du matériau enlevé par l'outil de coupe en une seule passe lorsqu'il pénètre dans la pièce à usiner. Dans les scénarios d'usinage pratiques, nous devons faire la distinction entre deux concepts essentiels :
-
ap (profondeur de coupe) : En fraisageIl s'agit de la profondeur à laquelle l'outil pénètre dans la pièce le long de son axe (Profondeur de coupe axiale). Dans le cadre de l tournantIl s'agit généralement de la Profondeur de coupe radialequi est la distance à laquelle l'outil pénètre dans la pièce dans la direction radiale.
-
ae (largeur radiale de la coupe/du passage) : Il s'agit de la largeur du contact entre le côté de l'outil et la pièce à usiner. Dans le cas du surfaçage ou du rainurage, elle définit la largeur de coupe latérale de l'outil et est communément appelée Passage à la vitesse supérieure.
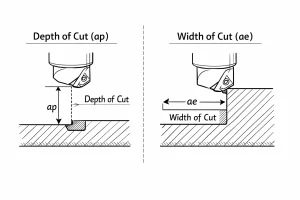
La différence essentielle entre ap et ae : Du point de vue de la morphologie de la puce, ap détermine la "hauteur" de la puce, tandis que l'ae détermine la "largeur" de la puce.
Dans les pays modernes Usinage à haut rendement (HEM) Les ingénieurs privilégient généralement la combinaison d'une grande ap et un petit ae. Cette approche "profonde et fine" répartit la charge thermique sur une plus grande partie de l'arête de coupe, évitant ainsi une concentration excessive de chaleur à l'extrémité de l'outil. Cela permet de maintenir un taux d'enlèvement de matière élevé tout en prolongeant de manière significative la durée de vie de l'outil.
Les différences essentielles entre l'avance et la profondeur de coupe (DOC)
Les débutants confondent souvent ces deux paramètres. Bien qu'ils déterminent tous deux la Taux d'enlèvement de matière (MRR)Ils diffèrent fondamentalement dans leurs mécanismes physiques et leur impact sur le processus d'usinage.
1. Différences de définition physique
Vitesse d'alimentation décrit la "vitesse" à laquelle l'outil se déplace par rapport à la pièce (mesurée en mm/min ou mm/tour), tandis que les Profondeur de coupe (DOC) définit la "profondeur" à laquelle l'outil pénètre dans la pièce. En d'autres termes, il s'agit de la profondeur de pénétration de l'outil dans la pièce, DOC détermine la surface de la section transversale d'une seule coupe, tandis que le la vitesse d'alimentation détermine le temps nécessaires pour réaliser cette coupe.
2. Impact sur la qualité de l'usinage
La vitesse d'avance appropriée est limitée par la dureté du matériau et la profondeur de coupe. Si la vitesse d'avance est trop élevée par rapport à la vitesse de coupe, l'outil ne peut pas être utilisé. forces de coupe augmentera considérablement. Cela peut induire bruit de la machine ou écaillage de l'outilet, dans les cas les plus graves, peut même endommager la broche de la machine.
3. Relation d'équilibre dynamique
Il existe un "compromis" ou une relation inverse entre le DOC et la vitesse d'avance. Pour maintenir un charge constante de la broche et étendre durée de vie de l'outilEn général, il faut diminuer la vitesse d'avance lorsqu'on augmente la profondeur de coupe ; inversement, dans les scénarios de coupe peu profonde, la vitesse d'avance peut être augmentée pour maintenir l'efficacité de la production.
Pourquoi la profondeur de coupe est-elle importante ?
- Gestion de la chaleur : La majeure partie de la chaleur de coupe est évacuée par les copeaux. Un mauvais réglage du DOC peut entraîner une accumulation de chaleur à la pointe de l'outil, ce qui réduit considérablement la durée de vie de l'outil.
- Qualité de la surface : Les opérations de finition nécessitent une très faible profondeur de coupe pour obtenir une finition de type miroir, tandis que les opérations d'ébauche nécessitent une grande profondeur de coupe pour enlever rapidement de la matière.
- Contrôle des coûts : L'optimisation de la profondeur de coupe réduit les temps de cycle d'usinage, diminuant ainsi le coût unitaire par pièce.
Comment calculer la profondeur de coupe
Les calculs varient en fonction du type de processus :
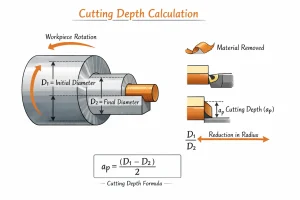
Profondeur de coupe en tournage
Dans les opérations de tournage, la profondeur de coupe ap est calculée comme suit :
ap = (D - d) / 2
Où D est le diamètre initial et d le diamètre final.
Profondeur de coupe en fraisage
Dans le cas du fraisage, la profondeur de coupe est réglée directement dans le programme CNC à l'aide de deux dimensions : profondeur de coupe axiale (ap) et profondeur de coupe radiale (ae, step-over). Dans la pratique, la sélection du DOC est souvent liée au taux d'enlèvement de matière :
MRR (cm³/min) = ae × ap × Vf / 1000
Où Vf est la vitesse d'avance (mm/min), ae est l'engagement radial (mm), et ap est la profondeur axiale (mm).
Les règles générales suggèrent que
-
Brutalité : ap est souvent réglé sur 25%-50% du diamètre de l'outil (typique pour le fraisage latéral avec une bonne rigidité ; utiliser des valeurs plus faibles pour le rainurage intégral).
-
Finition : ap est communément 0,05 mm-0,2 mmen fonction des exigences de tolérance et de finition de la surface.
Relation synergique entre le DOC et d'autres facteurs d'usinage
Lors du réglage de la profondeur de passe, il ne suffit pas de se fier aux manuels des matériaux. Vous devez évaluer les variables de l'ensemble du système d'usinage, car les facteurs suivants déterminent directement la limite supérieure réelle de la DOC utilisable :
1. Surplomb de l'outil et rapport L/D (la variable critique)
Le rapport entre la longueur du porte-à-faux de l'outil et son diamètre (L/D) est le principal moteur de l'usinage bavardage.
-
Faible surplomb (L/D < 3) : Le système est très rigide, ce qui permet d'utiliser un DOC plus grand pour maximiser les performances de l'outil.
-
Long surplomb (L/D > 5) : Au fur et à mesure que le porte-à-faux augmente, la rigidité à l'extrémité de l'outil diminue de façon exponentielle. Dans ce cas, le ap doit être considérablement réduite pour éviter les marques de vibration ou la rupture potentielle de l'outil.
2. Rigidité de la machine et puissance de la broche
La profondeur de coupe détermine directement la résistance et la charge de la coupe.
-
Limitations de puissance : Si le DOC est trop agressif, le couple de la broche peut être insuffisant, entraînant des fluctuations du régime ou des alarmes de surcharge de la broche.
-
Rigidité structurelle : Les machines légères peuvent subir des vibrations corporelles lors d'une coupe à forte charge. Dans ce cas, une stratégie "multi-passages, petit DOC" est nécessaire pour garantir la précision des dimensions.
3. Conditions de refroidissement et de lubrification
Un DOC plus important génère des températures plus élevées dans la zone de coupe.
-
Espace d'évacuation des copeaux : En rainurage un DOC important peut entraîner un tassement des copeaux dans les goujures. Si la pression du liquide de refroidissement n'est pas suffisante pour évacuer les copeaux, il se produit une "coupe secondaire" qui peut brûler instantanément l'arête de coupe.
-
Avantage du liquide de refroidissement interne : Outils avec Liquide de refroidissement à travers la broche (TSC) supportent généralement un DOC plus important que le refroidissement externe par inondation, car ils délivrent le liquide de refroidissement directement dans la zone de coupe pour faciliter à la fois la dissipation de la chaleur et l'enlèvement des copeaux.
4. Stabilité de l'installation de la pièce
La méthode de maintien de l'ouvrage détermine la charge d'impact que l'installation peut supporter.
-
Pièces à parois minces ou complexes : Ces pièces ont une faible rigidité structurelle et sont susceptibles de se déformer sous l'effet des forces de coupe. Le DOC doit être extrêmement conservateur, généralement associé à des stratégies d'usinage à grande vitesse (RPM élevé, petit DOC, avance rapide).
-
Fixation rigide : Avec une fixation robuste, telle que des étaux de grande puissance ou des fixations hydrauliques, un DOC plus important peut être utilisé pour augmenter le taux d'enlèvement de matière.
Facteurs affectant la profondeur de coupe
Avant de définir les paramètres, vous devez évaluer les variables suivantes :
- Matériau de la pièce : Plus la dureté est élevée (par exemple, alliages de titane, acier inoxydable), plus la profondeur de coupe doit être faible.
- Matériau de l'outil : Les outils en carbure peuvent supporter des profondeurs de coupe beaucoup plus importantes que les outils en acier rapide (HSS).
- Rigidité de la machine : Plus la machine est stable, plus la charge de coupe qu'elle peut supporter est importante.
- Liquide de refroidissement : Un refroidissement efficace permet d'augmenter la profondeur de coupe en gérant les contraintes thermiques.
FAQ : Foire aux questions
Q : Quelle est la profondeur de coupe minimale en usinage ? R : En règle générale, la profondeur de coupe ne doit pas être inférieure au rayon du nez de l'outil (R). Si la profondeur de coupe est inférieure au rayon du nez, l'outil "frottera" ou "brûlera" le matériau au lieu de le "couper", ce qui entraînera un écrouissage et une grave dégradation de la surface.
Q : Quelle est la profondeur de coupe maximale en usinage ? R : Il est généralement recommandé de ne pas dépasser les 2/3 de la longueur effective de l'arête de coupe de la plaquette. En outre, il convient de respecter les limites de puissance de la broche de la machine afin d'éviter les alarmes de surcharge.
Conclusion
La maîtrise de l'équilibre de la profondeur de coupe est la clé de la réduction des coûts et des gains d'efficacité. Une bonne configuration des paramètres ne protège pas seulement votre équipement coûteux, mais garantit également que chaque pièce livrée au client est précise et impeccable.
À la recherche de solutions d'usinage professionnelles? En tant que leader dans le domaine de l'usinage de précision, nous avons plus de 15 ans d'expérience dans l'industrie. Si vous rencontrez des difficultés dans l'optimisation des paramètres d'usinage ou si vous avez besoin de services de fabrication CNC de haute qualité :


