

Le fraisage en bout est un processus d'usinage CNC essentiel qui transforme la matière première en un produit fini précis. Ce guide vous guidera à travers le processus de fraisage en bout, depuis ses principes fondamentaux jusqu'aux outils, techniques et problèmes courants que vous rencontrerez en cours de route.
Qu'est-ce que le fraisage en bout ?
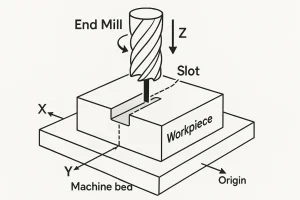
Le fraisage en bout est un procédé de coupe qui utilise un outil rotatif. broyeur en bout pour façonner une pièce. Contrairement au surfaçage, qui sert à créer une surface plane, le fraisage en bout permet de sculpter une variété de caractéristiques complexes telles que des fentes, des parois latérales et des contours. Il s'agit de l'une des méthodes les plus polyvalentes et les plus utilisées dans le domaine de l'usinage. Usinage CNC.
Flux du processus de fraisage en bout
Le processus de fraisage en bout est une série systématique d'étapes qui transforment une conception numérique en une pièce physique, chaque étape étant spécifiquement adaptée à la nature unique du fraisage en bout.
Inspection et post-traitement: Une fois l'usinage terminé, la pièce est retirée et inspectée. Les caractéristiques spécifiques au fraisage en bout, telles que la largeur d'une fente ou la profondeur d'une poche, sont minutieusement contrôlées. L'ébavurage final ou la finition de la surface sont effectués pour achever la pièce.
Conception et programmation: Le processus commence en CAD/CAM logiciel. Un programmeur compétent définit les trajectoires d'outils spécifiques pour des caractéristiques telles que les poches, les fentes ou les contours en 3D. C'est à ce stade que les paramètres cruciaux du fraisage en bout, tels que réduction progressive (profondeur de coupe de l'outil à chaque passage) et enjambement (le déplacement latéral de l'outil à chaque passe) sont déterminés pour assurer un enlèvement de matière efficace et une bonne évacuation des copeaux.
Configuration de la machine et de la pièce: L'opérateur fixe soigneusement la matière première sur le machineLe dispositif de maintien de l'outil, qui garantit qu'il peut supporter les forces de coupe latérales inhérentes au fraisage en bout, est ensuite chargé dans la broche et sa position exacte est calibrée par rapport à l'origine de la pièce. La fraise sélectionnée est ensuite chargée dans la broche et sa position exacte est calibrée en fonction de l'origine de la pièce.
Usinage: C'est l'étape de la découpe, qui implique souvent plusieurs passages pour obtenir la forme finale.
Dégrossissage: Une coupe agressive qui enlève rapidement la plus grande partie du matériau. On utilise souvent une fraise d'ébauche ou une fraise à tête bombée avec un grand pas en avant pour dégager la voie pour les passes suivantes.
Finition: Une coupe plus légère et plus précise qui enlève la matière restante, amenant la pièce à ses dimensions finales et à la finition de surface souhaitée. On utilise souvent une fraise plate pour les angles vifs ou une fraise à bille pour les surfaces lisses et profilées.
Matériaux des fraises
| Matériau | Grade | Caractéristiques de l'outil | Applications typiques |
| Acier rapide (HSS) | M2, M35 | Excellente ténacité, forte résistance aux chocs. L'outil est moins susceptible de s'ébrécher dans des conditions de coupe instables ou sous l'effet des vibrations. Il est également facile à réaffûter. | Convient pour coupe interrompue à faible vitesse de acier doux, aluminium, etc.et lors de l'utilisation de machines à faible rigidité. |
| Carbure | K10, K20, YL10.2 | Dureté extrêmement élevée, excellente résistance à l'usure et à la chaleur. Il peut supporter une coupe à grande vitesse, a une longue durée de vie et permet d'obtenir une grande précision et une finition de surface supérieure. | Convient pour coupe continue à grande vitesse et à haut rendement de l'acier inoxydable, l'acier à outils et l'acier trempé. |
| Poudre métallique HSS (PM HSS) | PM K390, PM M48 | Combinaisons haute ténacité et haute dureté. Ses performances globales se situent entre l'acier rapide et le carbure, étant plus résistantes à la chaleur que l'acier rapide et plus résistantes aux chocs que le carbure. | Convient aux conditions de coupe complexes qui nécessitent à la fois haute ténacité et haute résistance à l'usure. Remplace avantageusement l'acier HSS. |
| Diamant polycristallin (PCD) | grades PCD (par exemple, GE-PCD) | Dureté et résistance à l'usure inégalées. L'outil a une durée de vie extrêmement longue, une arête de coupe très tranchante et peut obtenir une finition de surface semblable à un miroir. | Spécifiquement utilisé pour la finition à grande vitesse de matériaux non ferreux tels que le graphite, les alliages d'aluminium à haute teneur en silicium et les composites. |
| Nitrure de bore cubique (CBN) | Qualités CBN (par exemple, BC-80) | Très grande résistance à la chaleur. Maintient ses performances de coupe à l'état chauffé au rouge. | Convient à la finition à grande vitesse des acier trempé, fonte et alliages à base de nickel, spécialement pour une coupe stable et continue. |
Types de fraises en bout
La variété des fraises en bout disponibles permet une incroyable polyvalence dans l'usinage CNC. Chaque type est conçu avec une géométrie spécifique pour effectuer une tâche particulière, de l'enlèvement de matière à grande vitesse à la création de formes complexes et détaillées.
Fraises à usage général
Il s'agit des outils les plus courants que vous rencontrerez et qui sont essentiels pour un large éventail de tâches.
- Fraise à bout plat: C'est le cheval de bataille de l'usinage CNC. Ses arêtes de coupe s'étendent jusqu'à une extrémité plate, ce qui le rend parfait pour le fraisage. Géométrie 2D. Il permet de créer des surfaces planes, des fentes à fond carré et des poches aux angles vifs.

- Fraise à bec sphérique: Avec sa pointe arrondie et sphérique, cet outil est idéal pour les travaux d'entretien. Contournement et surfaçage en 3D. Il est utilisé pour créer des surfaces lisses et courbes sur des moules, des matrices et d'autres pièces complexes, car sa forme évite les marques de pas entre les passes.

- Fraise à bout arrondi: Également connu sous le nom de fraise à rayon, cet outil a un fond plat avec un petit rayon dans les coins. Il combine les points forts des fraises plates et des fraises à tête sphérique. Le fond plat est idéal pour dégrossir le matériautandis que le rayon fournit une un coin plus fort qu'une fraise plate, ce qui réduit le risque d'écaillage et prolonge la durée de vie de l'outil

Fraises en bout spécialisées
Ces outils sont conçus pour des tâches d'usinage spécifiques, à haut rendement ou uniques.
- Broyeur d'ébauche: Cet outil possède un bord de coupe dentelé ou ondulé. Sa conception permet de briser les copeaux en petits morceaux plus rapidement, ce qui permet d'enlever rapidement de grandes quantités de matériau avec moins de vibrations et d'à-coups. Il est utilisé pour les premières passes agressives avant l'utilisation d'un outil de finition.

- Fraise à chanfrein: Dans le processus de fraisage en bout, une fraise à chanfrein est utilisée pour fraiser avec précision. chanfreins ou bords biseautés sur une pièce. Il est également couramment utilisé pour l'ébavurage et la création de cassures d'angle afin d'améliorer la qualité de la pièce finie.

- Moulin à queue d'aronde: Dans le processus de fraisage en bout, une fraise à queue d'aronde est un outil de forme spécialisé utilisé pour le fraisage. fentes en queue d'aronde avec un angle spécifique. Cette structure est souvent utilisée pour créer des glissières en queue d'aronde sur des machines ou pour des assemblages spéciaux sur des pièces.

- Coupeur de rainures en T: Cet outil est spécifiquement utilisé pour fraiser Fentes en T dans le processus de fraisage en bout. Il effectue une coupe latérale au fond d'une rainure droite déjà fraisée, créant un canal en forme de T sur un banc de machine ou une pièce pour le serrage ou la fixation d'une pièce à usiner.

- Fraise à arrondir les angles: Cet outil spécialisé est utilisé pour fraiser un rayon concave précis sur les bords d'une pièce. C'est le choix idéal pour créer des bords nets et arrondis, qui sont souvent nécessaires pour des raisons esthétiques et de sécurité.

Les avantages et les inconvénients du fraisage en bout
Chaque procédé d'usinage a ses points forts et ses limites. Comprendre les avantages et les inconvénients du fraisage en bout vous aidera à choisir le bon procédé pour votre projet.
- Pour
- Très polyvalent: Le fraisage en bout permet d'effectuer un large éventail de tâches, notamment le fraisage planaire, la réalisation de poches, de fentes et de trous d'évacuation. contour complexe.
- Haute précision: Grâce à la programmation CNC, le fraisage en bout permet d'obtenir une grande précision dimensionnelle et des tolérances serrées.
- Excellente finition de surface: Lorsque vous utilisez les bons paramètres et les bons outils, le fraisage en bout peut produire une qualité de surface exceptionnelle.
- Large gamme de matériaux: Le fraisage en bout permet d'usiner presque tous les matériaux durs, du plastique à l'aluminium en passant par l'acier. acier inoxydable et les alliages de titane.
- Cons
- Usure des outils: Comme les efforts de coupe sont concentrés sur l'outil, les fraises en bout s'usent rapidement et doivent être remplacées périodiquement.
- Temps d'usinage: Par rapport aux procédés de formage tels que le moulage, le fraisage en bout a un taux d'enlèvement de matière plus faible, ce qui le rend moins efficace pour la production à grande échelle.
- Coût: Les fraises haut de gamme et l'équipement CNC peuvent être coûteux, ce qui a une incidence sur le prix final. coût de l'usinage.
Résolution des problèmes courants de fraisage en bout
Cette section s'adresse aux techniciens qui souhaitent améliorer leurs compétences en matière de dépannage.
- Usure excessive de l'outil: Cela peut être dû à une mauvaise vitesse d'alimentation (F) ou vitesse de la broche (S). Si le avance par dent (fz) est trop petit, l'outil frottera contre le matériau au lieu de le couper, ce qui entraînera une usure rapide. L'utilisation de l'outil revêtement d'outils (comme l'AlTiN) peuvent également améliorer considérablement la durée de vie de l'outil.
- Mauvais état de surface: Une surface rugueuse est souvent le signe d'un outil usé ou d'une vitesse d'avance trop élevée. L'utilisation d'un outil bien affûté et d'une vitesse d'avance plus lente lors de la dernière passe améliorera la finition.
- Vibration (bavardage): Ce phénomène est dû à des conditions de coupe instables. Vérifiez si l'outil est bien serré ou s'il dépasse trop. Vous pouvez également ajuster le vitesse de la broche et la vitesse d'avance afin de trouver le point idéal pour une coupe stable.
Questions fréquemment posées
Qu'est-ce qu'une fraise ?
Une fraise en bout est un outil de coupe rotatif utilisé pour Machines CNC et des fraiseuses. Sa principale caractéristique est qu'il a bords coupants à la fois sur la pointe et sur les côtésElle peut ainsi non seulement percer verticalement, mais aussi couper latéralement, enlevant efficacement la matière le long d'une trajectoire prédéterminée. En bref, si un foret est un outil pour faire des trous, une fraise est comme un couteau à grande vitesse qui peut se déplacer latéralement pour sculpter une variété de formes complexes.
Quelle est la différence entre le fraisage en aval et le fraisage conventionnel ?
- Fraisage de l'escalade: Le sens de rotation de l'outil est le même que le sens d'avance. Cette méthode permet d'obtenir une coupe plus douce et une meilleure évacuation des copeaux, ce qui contribue à prolonger la durée de vie de l'outil. de la fraise et d'améliorer l'état de surface.
- Fraisage conventionnel: Le sens de rotation de l'outil est opposé au sens d'avance. Cela peut entraîner davantage de vibrations et une finition de surface plus rugueuse.
Quels sont les paramètres de fraisage en bout les plus importants ?
Les paramètres les plus importants sont vitesse de la broche (S), vitesse d'alimentation (F)et profondeur de coupe. Ces trois paramètres déterminent collectivement la charge sur le broyeur en bout et affectent directement sa vie et la qualité de la coupe.
- Vitesse de la broche (S): Contrôle la vitesse de rotation de la fraise. Le choix de la bonne vitesse aide l'outil à maintenir sa température de coupe optimale, l'empêchant de surchauffer ou de créer une arête rapportée.
- Vitesse d'avance (F): Contrôle la vitesse à laquelle la fraise se déplace dans le matériau. Cette vitesse, ainsi que la vitesse de la broche, détermine la vitesse de coupe. Chargement des pucesou la quantité de matière que chaque dent enlève.
- Profondeur de coupe: Il s'agit de Profondeur de coupe axiale (ADOC) et Profondeur de coupe radiale (RDOC). Ces paramètres déterminent la quantité de matière que la fraise enlève à chaque passage, ce qui affecte directement les forces de coupe et les contraintes exercées sur l'outil.
Comment utiliser une fraise en bout
L'utilisation d'une fraise à surfacer implique une série d'étapes précises pour garantir l'efficacité de l'usinage et la qualité des pièces. La clé est de maîtriser les points essentiels suivants :
- Préparation et mise en place: En fonction du matériau de la pièce et des caractéristiques requises, sélectionner le type de fraise approprié (par exemple, fraise plate, fraise à bille) et le matériau de l'outil (par exemple, carbure). Serrez fermement la pièce sur la machine et étalonnez avec précision les positions relatives de l'outil et de la pièce.
- Réglage des paramètres de coupe: Cette étape est cruciale pour déterminer le résultat de l'usinage. En fonction de l'outil et du matériau de la pièce à usiner, vous devez régler correctement l'angle de coupe. vitesse de la broche (S), vitesse d'alimentation (F)et profondeur de coupe (ADOC/RDOC) pour équilibrer l'efficacité de la coupe, la durée de vie de l'outil et la qualité de la surface.
- Développer une stratégie d'usinage: Pour effectuer le travail efficacement, une stratégie en plusieurs étapes est généralement utilisée. Tout d'abord, il faut effectuer une passe irrégulière pour éliminer rapidement la plus grande partie du matériau, puis utiliser un passe de finition pour obtenir les dimensions finales et la finition de surface souhaitée.
- Suivi et ajustement: Pendant le processus d'usinage, vous devez surveiller en permanence le bruit de coupe, la formation de copeaux et l'usure de l'outil. En cas d'anomalie, telle qu'un bruit ou une vibration inhabituels, vous devez immédiatement arrêter et ajuster les paramètres afin de garantir la sécurité et la qualité de l'usinage.
Conclusion
Pour atteindre l'excellence en matière de fraisage en bout, il faut maîtriser systématiquement l'ensemble du processus. De la le choix de l'outil adéquat pour un matériau spécifique au réglage précis des variables opérationnelles qui affectent la performance des coupes, et la planification stratégique de l'entreprise. stratégies d'usinage pour traiter des géométries complexes - chaque étape détermine directement la qualité et l'efficacité du produit final. La maîtrise de ces éléments est le seul moyen de parvenir à une fabrication de haute précision et de grande efficacité.
Commencez votre partenariat technique
Face à des défis de fabrication complexes et en constante évolution, le choix du bon outil n'est que la première étape. MinHe s'engage à devenir votre partenaire technique, en collaborant avec vous pour explorer comment nos fraises en bout professionnelles et nos solutions de processus peuvent résoudre les problèmes fondamentaux de votre projet.
Contactez notre équipe d'experts dès aujourd'hui et laissez-nous gagner votre confiance grâce à une discussion technique approfondie.


