
Le SFM est un paramètre de vitesse couramment utilisé en usinage, qui décrit la vitesse de coupe réelle de l'outil sur la surface de la pièce. Il ne s'agit pas seulement d'une valeur utilisée pour calculer la vitesse de la broche, mais aussi d'un facteur qui affecte la durée de vie de l'outil, l'état de surface et l'efficacité de l'usinage.
Cet article explique ce qu'est le SFM, comment il est calculé, en quoi il diffère du RPM et comment il affecte les performances réelles d'usinage.
Qu'est-ce que l'AFD dans l'usinage ?
Le SFM désigne la distance parcourue par l'arête de coupe sur la surface de la pièce en une minute, et c'est une façon courante de mesurer la vitesse de coupe.
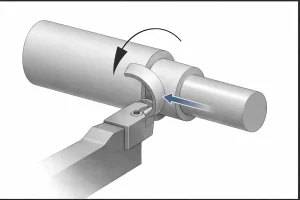
Contrairement à la vitesse de rotation, le SFM se concentre sur la vitesse réelle au point de contact entre l'outil et la pièce, et constitue donc généralement une référence plus utile lors de la définition des paramètres d'usinage.
Comment l'AFD affecte-t-il le processus d'usinage ?
Dans l'usinage des métaux, le SFM (Surface Feet per Minute) affecte directement les conditions de coupe dans la zone de contact entre l'outil et la pièce à usiner. Lorsque la vitesse de coupe varie, la chaleur de coupe, l'usure de l'outil, l'état de surface et l'efficacité de l'usinage changent également. Comprendre le rôle du SFM permet d'atteindre un meilleur équilibre entre l'efficacité, la stabilité et le coût de l'usinage.
Chaleur de coupe
Le SFM est l'un des facteurs clés qui affectent la chaleur de coupe. Lorsque la vitesse de coupe augmente, la friction et la déformation plastique entre l'outil et la pièce deviennent généralement plus fortes, et la température dans la zone de coupe augmente en conséquence.
Faible GDF : Lorsque la chaleur est insuffisante, le matériau est plus susceptible d'adhérer à l'arête de coupe et de former une arête rapportée, ce qui peut affecter la précision dimensionnelle et l'état de surface.
GDF élevé : La chaleur devient plus concentrée. Une température modérée peut faciliter le cisaillement du matériau, mais si la vitesse est trop élevée, la température de l'outil peut augmenter rapidement, ce qui accélère l'usure et peut même provoquer un ramollissement thermique.
Durée de vie de l'outil
Le SFM a un effet évident sur la durée de vie de l'outil. En général, plus la vitesse de coupe est élevée, plus l'outil s'use rapidement. Cependant, une vitesse plus faible ne signifie pas toujours une meilleure protection de l'outil.
GDF élevé : Il est plus susceptible d'accélérer l'usure par diffusion et l'usure par oxydation, ce qui réduit la durée de vie de l'outil.
Faible GDF : Il peut provoquer une coupe instable, augmentant le risque d'abrasion mécanique, de micro-écaillage ou d'usure anormale.
Dans la production réelle, les réglages de l'AFD doivent généralement trouver un équilibre entre l'efficacité de l'usinage et le coût de remplacement de l'outil.
Finition de la surface
Un SFM adapté permet souvent d'améliorer l'état de surface, mais une vitesse plus élevée n'est pas toujours préférable. Elle doit rester dans une fourchette appropriée.
Réduction des déchirures : Une vitesse de coupe plus élevée permet généralement un cisaillement plus régulier du matériau, ce qui réduit les déchirures de la surface et les marques de frottement.
Amélioration de l'état de surface : Lorsque le SFM est correctement réglé, le processus de coupe devient plus stable et le profil de la surface est généralement plus uniforme.
Réduction des bavardages : Dans certains cas, le réglage du SFM peut également permettre d'éviter les plages de vitesse instables et de réduire les marques de broutage.
Efficacité de l'usinage
L'AFD a également une incidence sur l'efficacité globale de l'usinage. Lorsque la vitesse de coupe augmente dans une fourchette raisonnable, la durée du cycle peut généralement être réduite et le rendement par unité de temps peut être amélioré.
Rendement plus élevé : L'augmentation du SFM dans une fourchette appropriée permet souvent d'améliorer l'efficacité de l'usinage.
Équilibre des coûts : Toutefois, si la vitesse est trop élevée, la consommation d'outil augmentera également. Dans les applications réelles, la durée de vie de l'outil, la stabilité du processus et le coût par pièce doivent toujours être pris en compte.
D'un point de vue pratique, le bon SFM n'est pas simplement la vitesse la plus élevée, mais la vitesse qui crée un équilibre plus fiable entre le matériau, l'outil et les conditions de coupe réelles.
Mesurer les unités et les normes de l'AFD
Dans le cadre de la mise en place du processus, la distinction entre les unités et l'industrie normes est essentiel pour interpréter avec précision les différents manuels techniques des fabricants.
Unités physiques
L'essence de la SFM est la vitesse linéaire, définie par des unités spécifiques de distance et de temps :
- Unité de distance : Pieds linéaires.
- Unité de temps : Minute.
- Base de conversion : 1 pied = 12 pouces ≈ 0,3048 mètre.
Normes industrielles
En fonction des conventions régionales et des marques, la vitesse de coupe suit principalement deux systèmes standardisés :
- Norme impériale (US/UK) : Communément appelé SFM (Surface Feet per Minute). Cette norme est largement utilisée par les marques d'outillage nord-américaines.
- ISO Norme internationale (métrique) : Communément appelée SMM (mètres de surface par minute) ou Vc. Cette norme est couramment utilisée dans les usines européennes, chinoises et asiatiques.
Conversion d'unité entre SFM et m/min
Comme 1 mètre correspond à environ 3,28 pieds, les facteurs de conversion sont les suivants :
- Du système métrique au système impérial : SMM × 3,28 = SFM
- Du système impérial au système métrique : SFM × 0,3048 = SMM
Dans la pratique, les fournisseurs mondiaux tels que Sandvik ou Kennametal répertorient généralement les deux normes dans leurs catalogues, ce qui permet aux ingénieurs de sélectionner les paramètres correspondant aux réglages du système de leur machine (G20 ou G21).
Différences entre SFM et RPM
Comprendre la différence essentielle entre ces deux éléments est la pierre angulaire de la logique d'usinage :
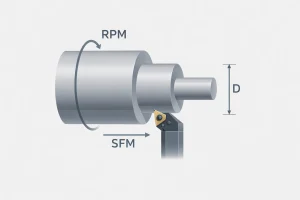
- RPM (tours par minute): Décrit le nombre de rotations la broche fait par minute, ce qui est une vitesse angulaire fixe.
- GDF: Décrit le distance physique réelle voyager à la pointe de la technologie.
- La relation de diamètre: A vitesse de rotation égale, une pièce ou un outil de plus grand diamètre aura un SFM plus élevé sur son arête. Cela signifie que lors de l'usinage de pièces de grand diamètre, la vitesse de rotation doit être considérablement réduite, sinon l'arête de coupe risque de brûler instantanément en raison d'une vitesse linéaire excessive.
Conversion des paramètres entre SFM et RPM
La relation numérique entre ces deux paramètres est régie par le diamètre de l'outil (D) et la constante mathématique π :
- Conversion de RPM en SFM : La distance parcourue par tour étant égale à la circonférence (π × D), la vitesse linéaire est obtenue en multipliant le nombre de tours par minute par la circonférence. Le diamètre (D) étant généralement mesuré en pouces, nous divisons par 12 pour convertir la valeur en pieds :
SFM = (RPM × π × D) / 12 - Conversion de SFM en RPM : C'est le calcul le plus fréquemment utilisé dans l'atelier. Pour maintenir un SFM spécifique, la vitesse de rotation doit être ajustée en fonction du diamètre. Les ingénieurs utilisent la formule simplifiée suivante pour des calculs rapides :
TR/MIN ≈ (SFM × 3,82) / D
(où 3,82 est la constante dérivée du rapport 12 / π).
Facteurs affectant l'AFD
Avant de régler le SFM, il convient d'évaluer de manière exhaustive les multiples variables du système d'usinage, car ces facteurs définissent les limites supérieures des vitesses de coupe sûres :
- Matériau de la pièce : C'est le facteur décisif. Par exemple, les alliages d'aluminium permettent des vitesses linéaires extrêmement élevées, alors que les alliages de titane - en raison de leur dureté élevée et de leur mauvaise conductivité thermique - nécessitent une réduction significative du SFM.
- Matériau et revêtement de l'outil : Les outils en carbure offrent une résistance à la chaleur bien supérieure à celle de l'acier rapide (HSS). En outre, les revêtements haute performance (tels que l'AlTiN) constituent une barrière thermique qui permet de repousser encore les limites de la vitesse de coupe.
- Application du liquide de refroidissement : Un refroidissement et une lubrification efficaces peuvent dissiper rapidement la chaleur de la zone de coupe, ce qui permet à la machine de fonctionner de manière stable à des niveaux de SFM plus élevés.
- Rigidité du système de la machine : Si la machine, la fixation ou le porte-outil manque de stabilité, l'usinage à grande vitesse peut facilement induire une résonance. Pour garantir la précision dimensionnelle, il est souvent nécessaire de limiter de manière proactive le SFM afin d'éviter les zones de vibration instables.
Erreurs courantes
Lors du réglage des paramètres d'usinage, l'empirisme conduit souvent à des choix incorrects en matière d'AFD, ce qui nuit à la qualité de l'usinage et à la durée de vie des outils. Vous trouverez ci-dessous plusieurs pièges courants dans les opérations réelles :
- Maintien d'un régime fixe pendant le dressage: Lorsque l'outil se déplace vers le centre de la pièce, le diamètre effectif se rapproche de zéro et le SFM diminue en conséquence. Cela conduit à une mauvaise rugosité de surface au centre ou à la génération de BUE. Il est recommandé d'utiliser le G96 (vitesse de surface constante) ce qui permet à la machine de compenser automatiquement la vitesse de rotation lorsque le diamètre diminue.
- Suivre aveuglément des manuels de référence dépassés: De nombreux manuels utilisés dans les usines ont été rédigés il y a plusieurs décennies, alors que les performances physiques des revêtements modernes à haute performance (comme l'AlTiN) dépassent de loin les données traditionnelles. Il est conseillé de toujours donner la priorité aux fiches techniques les plus récentes de votre fournisseur d'outils actuel et de procéder à des ajustements en fonction de la rigidité de la machine.
- Ignorer la sensibilité à la chaleur des matériaux: Pour les matériaux à faible conductivité thermique comme l'acier inoxydable, l'augmentation aveugle du SFM pour des raisons d'efficacité entraînera une accumulation instantanée de chaleur à la pointe de l'outil, ce qui provoquera l'écaillage de l'arête.
Comment ajuster les valeurs de l'AFD pour différents matériaux ?
Les métaux réagissent différemment à la chaleur de frottement en fonction de leur structure moléculaire et de leurs propriétés physiques. Lors du réglage du SFM, il est essentiel d'ajuster les valeurs en fonction des attributs spécifiques du matériau :
Tableau de référence de l'AFD pour les matériaux communs
| Catégorie de matériaux | Gamme de GDF recommandée | Conseils d'usinage |
| Alliages d'aluminium | 600 – 1500+ | Excellente conductivité thermique. Les vitesses élevées permettent d'obtenir une finition supérieure et d'éviter le soudage par copeaux. |
| Acier au carbone | 300 – 800 | Le matériau le plus courant. Équilibrer la production de chaleur et l'usure de l'outil en fonction de la teneur en carbone. |
| Acier allié | 250 – 600 | Haute résistance et ténacité. Utiliser des vitesses modérées pour équilibrer l'efficacité et la durée de vie de l'outil. |
| Acier inoxydable | 150 – 350 | Sujet à l'écrouissage et à une mauvaise dissipation de la chaleur. Un contrôle strict de la vitesse est nécessaire. |
| Fonte | 250 – 500 | Structure abrasive. Régler en fonction du type de graphite ; la fonte ductile nécessite généralement des vitesses plus faibles. |
| Alliages de titane | 80 – 150 | Risque élevé de défaillance thermique. Nécessite des vitesses faibles combinées à un liquide de refroidissement à haute pression. |
| Alliages haute température | 50 – 120 | Conserve sa résistance à des températures extrêmes. Usure importante des outils ; nécessite des vitesses très faibles et des revêtements avancés. |
| Laiton et bronze | 400 – 1000 | Facile à usiner. Permet des vitesses plus élevées, bien que certains alliages puissent être abrasifs pour les outils. |
Alliages d'aluminium
L'aluminium offre une excellente usinabilité et une excellente conductivité thermique. Les vitesses linéaires élevées augmentent non seulement l'efficacité de la production, mais empêchent également la matière d'adhérer à l'arête de coupe (Built-Up Edge), ce qui permet d'obtenir une finition de surface semblable à un miroir.
Acier au carbone
En tant que matériau d'usinage le plus utilisé, l'acier au carbone présente une large gamme de SFM. La teneur en carbone est le principal critère : les aciers à faible teneur en carbone permettent des vitesses plus élevées, tandis que les aciers à forte teneur en carbone ou trempés nécessitent des valeurs plus faibles pour équilibrer la chaleur et l'usure physique de l'outil.
Acier inoxydable
L'acier inoxydable se caractérise par d'importantes propriétés d'écrouissage. En raison de sa mauvaise conductivité thermique, la chaleur de coupe s'accumule rapidement à la pointe de l'outil. Si le SFM est trop élevé, l'arête de coupe se ramollit rapidement, voire se brise sous l'effet de la température intense.
Fonte
Les particules abrasives internes et la morphologie du graphite (en flocons ou nodulaire) ont un impact significatif sur la résistance à la coupe. Les réglages de l'AFD doivent être effectués avec précaution ; par exemple, la fonte ductile est plus dure que la fonte grise et nécessite généralement une vitesse de coupe plus faible.
Alliages de titane et de nickel
Souvent appelés superalliages, ces matériaux génèrent des températures extrêmes au point de coupe. Pour maintenir un processus d'usinage contrôlable, il faut sacrifier la vitesse, en maintenant le SFM dans une plage très basse pour garantir l'intégrité de l'outil.
Laiton et bronze
Ces matériaux sont généralement connus pour leur excellente usinabilité. Des vitesses linéaires élevées peuvent être appliquées pour obtenir des taux de production élevés et une finition de surface propre. Toutefois, il est important de surveiller l'usure de l'outil lorsque l'on travaille avec des alliages de bronze spécifiques contenant des éléments abrasifs, car ils peuvent être plus éprouvants pour l'arête de coupe que le laiton de décolletage standard.
Conclusion
Le SFM est plus qu'un simple paramètre de vitesse. Il reflète l'adéquation entre l'outil, le matériau et les conditions de coupe. Comprendre et régler correctement le SFM peut contribuer à améliorer l'état de surface et la durée de vie de l'outil, tout en rendant le processus d'usinage global plus stable et plus efficace.
FAQ
Un SFM plus élevé est-il toujours préférable ?
Un SFM plus élevé peut améliorer l'efficacité de l'usinage et, dans certains cas, l'état de surface, mais uniquement s'il reste dans une fourchette appropriée. Si le SFM est trop élevé, l'usure de l'outil peut augmenter rapidement et la chaleur de coupe peut être plus concentrée. Si le SFM est trop bas, il est plus probable que l'arête s'accumule, que la coupe soit instable et que l'état de surface soit médiocre. Le bon SFM est généralement celui qui crée un bon équilibre entre la durée de vie de l'outil, la qualité de la pièce et l'efficacité de l'usinage.
Quels outils peuvent être utilisés pour calculer l'AFD ?
Dans l'usinage proprement dit, quatre types d'outils sont couramment utilisés pour calculer l'AFD. Le premier est un Calculateur de GDF en lignequi permet aux utilisateurs d'entrer le diamètre de l'outil et la vitesse de la broche, ou de partir d'un SFM recommandé et de calculer la vitesse de rotation. Le second est les tableaux de données de coupe ou les catalogues numériques fournis par les fabricants d'outilsqui répertorie les plages de SFM, d'avance et de vitesse recommandées pour différents matériaux. Le troisième est applications mobiles pour l'usinagequi comprennent souvent des conversions rapides pour le SFM, la vitesse de rotation, la vitesse d'avance et les données de forage. Le quatrième est le les fonctions de calcul intégrées que l'on trouve dans certains logiciels de programmation CNC ou systèmes FAOqui aident à définir la vitesse de coupe et la vitesse de la broche pendant la programmation. Dans la pratique, ces outils doivent être utilisés comme point de départ et les réglages finaux doivent encore être ajustés en fonction du matériau, de l'outil et des conditions de coupe réelles.
Qu'est-ce qu'un bon SFM pour l'acier ?
Il n'existe pas de valeur SFM unique qui convienne à tous les aciers. La bonne fourchette dépend de la nuance d'acier, de la dureté, du matériau de l'outil, du revêtement et de l'état du liquide de refroidissement. En général, l'acier à faible teneur en carbone permet souvent un SFM plus élevé, tandis que l'acier allié ou l'acier trempé nécessite généralement une plage plus conservatrice. Pour l'usinage proprement dit, l'approche la plus sûre consiste à commencer par les données recommandées par le fournisseur de l'outil, puis à ajuster la vitesse en fonction de l'usure de l'outil, de l'état de surface et de la stabilité de la coupe.


