
B2B製造業において、エンジニアが色について尋ねるとき、その答えは単なる見本よりもはるかに複雑である。色とは、以下のように定義されるエンジニアリング・パラメーターである。 性能、耐久性、費用対効果.このガイドでは、カラースペクトル、技術的な境界線、および制限を分析する。 タイプI、タイプII、タイプIII アルマイト エンジニアと調達スペシャリストが最も信頼できる色の決定を下すのに役立つ。
カラーリングの原理と技術
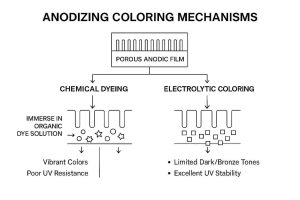
陽極酸化皮膜の多孔質構造は、着色を成功させるための基本である。電気化学的プロセスで生成される酸化アルミニウム層には小さな孔があり、その孔は次のいずれかを吸収することができる。 染料または金属イオン.
染色技術の比較
- 化学染料(有機染料): フィルムは有機染料溶液を吸収する。色は 活気と多様性しかし、彼らにはそれがある。 耐紫外線性と耐候性に劣るそのため、屋内用や、化粧品として重要でない用途にのみ適している。
- 電解着色(無機金属塩): フィルムの細孔に金属塩が析出する。色の範囲は 限定的 (典型的な黒、 ブロンズ)が、フィニッシュは 優れた耐光性と耐候性そのため、屋外や建築用途には必須である。
色とシーリング品質
長期的な色の耐久性を保証するのは シーリング.シーリング工程は、多孔質構造を不活性な結晶性化合物に変え、コーティングを環境から効果的に隔離する。密封されていない、あるいは密封が不十分な色は、使用されている染料に関係なく、紫外線暴露や環境汚染物質の吸収によってすぐに退色してしまう。
合金と色の偏差
色選びは理解することから始まる その アルミニウム 合金の相性合金の種類が最終的な結果を左右するからだ。
合金が色に与える影響
アルミニウム合金中の不純物 (特にシリコン(Si)と銅(Cu)は、酸化膜の孔構造と透明性に悪影響を及ぼす。その結果 微妙な色の違いや不一致 同じ染料を使っても。
色ズレのリスク
- 理想的な合金: 6061と7075シリーズのアルミニウムは、一般的に 最高の色の一貫性と透明度.
- リスク合金: との合金 高ケイ素含有 (例えば3xxシリーズのような鋳造合金)や高銅含有量は カラーリングに不向きその結果、くすんだ灰色やしみのある仕上がりになることが多い。
色の種類と範囲
色の可用性は塗膜の厚さ、気孔率、密度と本質的に関連している。以下のセクションでは、MIL-A-8625規格に基づく工学的な内訳を示します:
A.タイプI(クロミック):色制限のある最も薄いコーティング
- 技術プロフィール 最も薄いコーティング($text{0.5-2.5}$)で、気孔率は最小。
- 色の範囲: 自然な色は クリア~かすかなグレー/グリーン.この映画は 染まりにくい で、通常は染めずに放置される。
- コアアプリケーション: 航空宇宙部品(特に タイト・トレランス・フィット)、溶接アッセンブリー、そして、以下のような用途に使用される。 塗装前処理.
B.タイプII(硫黄系):標準的な厚みと最大色の範囲
- 技術プロフィール 中程度の厚みで、均一な空隙率を持つ。 染色に最適.
- 色の範囲:
- 安定性の高い機能性カラー: クリア/シルバー そして ブラック (最高の耐紫外線性)。
- 装飾的な標準色: レッド、ブルー、ゴールド、グリーン、バイオレットなどの鮮やかな色彩がある。
- カラー・チャレンジ 純白は厳密には およばない.
- コアアプリケーション: 家電筐体、家庭用備品、 建築用トリムを必要とするすべての部品を含む。 適度な耐久性と美しい色合い.
C.タイプIII(ハードコート):高い硬度と深い色 機能的限界
- 技術プロフィール 最も厚いコーティング($text{25-150㎟m}$)で、最高の硬度(350-500HV)を提供。自然な酸化物の色は ダークグレー.
- 色の範囲:
- 標準的な機能色: ナチュラル・ダークグレー/ブラウングレー.
- オプションの機能色: ブラック そして ミリタリー・グリーン.
- 色の制限: タイプIII 明るい色や淡い色が出せない というのも、コーティングの自然な濃色の下地が、薄い染料を覆い隠してしまうからだ。
- コアアプリケーション: 機械的摺動部品(例. ピストン、バルブ)、高摩擦ベアリング、工業用機器に使用される。 極めて高い耐摩耗性と絶縁性.
よくある質問(FAQ)
Q: タイプIII陽極酸化処理にはどんな色がありますか?
A: 色の範囲は非常に限られている。主に ナチュラル・ディープグレー/ブラウングレー または ブラック.タイプIIIは、明るい色や淡い色にうまく染めることができない。
Q: アルマイトの色は時間とともに退色しますか?
A: ああ、できる。 これは完全に 染色技術とシーリングの品質.オーガニックで染色されたタイプ II の色は、光にさらされると退色する。 紫外線.電解着色仕上げは非常に安定している。
Q: 純白のアルマイト処理は可能ですか?
A: そうだ。 陽極酸化皮膜は多孔質で半透明の酸化アルミニウム構造である。色を吸収するだけで、染色して不透明にすることはできない。 純白 を終えた。
Q: 異なるアルミニウム合金は同じ色に影響しますか?
A: そうだ。 のような不純物 ケイ素と銅 合金の中に微妙な 色むら 同じ染色工程を使っても、最終的な仕上がりに差が出る。
Q: アルマイトの色を変えることはできますか?
A: そうだ、 ただし、古いレイヤーは ケミカル・ストリッピング.そして、その部品は 再陽極酸化と再染色 ゼロから。 気をつけよう: 剥離工程では、ベースメタルの一部が溶解する。 寸法公差の喪失 精密部品について。
VI.陽極酸化と他の着色方法との比較
アルミニウムの着色ソリューションを検討する場合、陽極酸化処理、粉体塗装、液体塗装など、いくつかの主要な選択肢があります。その選択は、プロジェクト特有の要件と期待される仕上がり性能に大きく依存します。
| 特徴 | 陽極酸化処理(タイプII/III) | パウダーコーティング | リキッドペイント |
| カラー・レンジ | 限定 (純粋な白はない。) | 無制限 (任意のRAL/Pantone、テクスチャ)。 | 無制限 (溶剤を必要とし、多くの場合高VOC)。 |
| 耐久性 | 中程度から 素晴らしい (タイプIIIは非常に優れている)。 | 素晴らしい (良好な耐紫外線性、柔軟性)。 | 悪い(欠けたり剥がれたりしやすい)。 |
| リテインド・ルック | メタリックな質感を保持 (統合フィルム)。 | 完全にカバー (プラスチック仕上げ)。 | カバー. |
| 硬さ/摩耗 | 極めて高い (タイプIIIはアンマッチ)。 | 良好(低~中程度の摩擦に適している)。 | 低い。 |
| コーティングの厚さ | 薄い ($text{5-150㎉m}$)、公差の影響は最小限。 | 厚い ($text{50〜200μm}$)、寸法公差に影響する。 | 薄めから中程度まで。 |
結論
アルマイトの色選びを成功させるには、技術的要求と美的魅力のバランスが重要です。そのため 色の境界 の タイプI、II、IIIそして、その決定的な役割を認識する。 合金とシーリング 長期的な耐久性で勝負することで、要求される長期的なパフォーマンスを提供しながら、製品が視覚的な基準を満たすことを保証することができます。カラーカスタマイズを成功させるには、このような技術的な詳細を十分に把握することが重要です。
エンジニアリング・チームへのお問い合わせ
ハードコートアルマイトの色の一貫性に課題を抱えていませんか?または、特定の合金とカスタムカラーとの適合性を確認する必要がありますか? エンジニアリングチームへのお問い合わせ.我々は以下を提供する 合金適合性試験、膜厚分析そして カスタマイズ・カラーリング・ソリューション 最終的な色の選択が、審美的に美しく、最も厳しい性能基準に適合していることを保証するために。
ここをクリック カスタム・カラー・エンジニアリングのニーズについては、当社の専門家にご相談ください。


