
機械加工では、切削加工後に部品が完成したように見えても、そのエッジが必ずしも理想的な状態で残されているとは限りません。穴の開口部、プロファイルのエッジ、コーナーの周辺には、小さな金属の突起、薄い盛り上がり、または鋭利な点が残ることがよくあります。これらのエッジの残留物は、一般に バリ.通常は小さなものだが、それでも組み立てや安全性、その後の表面仕上げに影響を及ぼす可能性がある。
この記事では、バリとは何か、バリが一般的に発生する場所、一般的なバリの種類、バリが発生する理由、そして機械加工でバリを除去し制御するために使用される一般的な方法について説明します。
機械加工におけるバリとは何か?
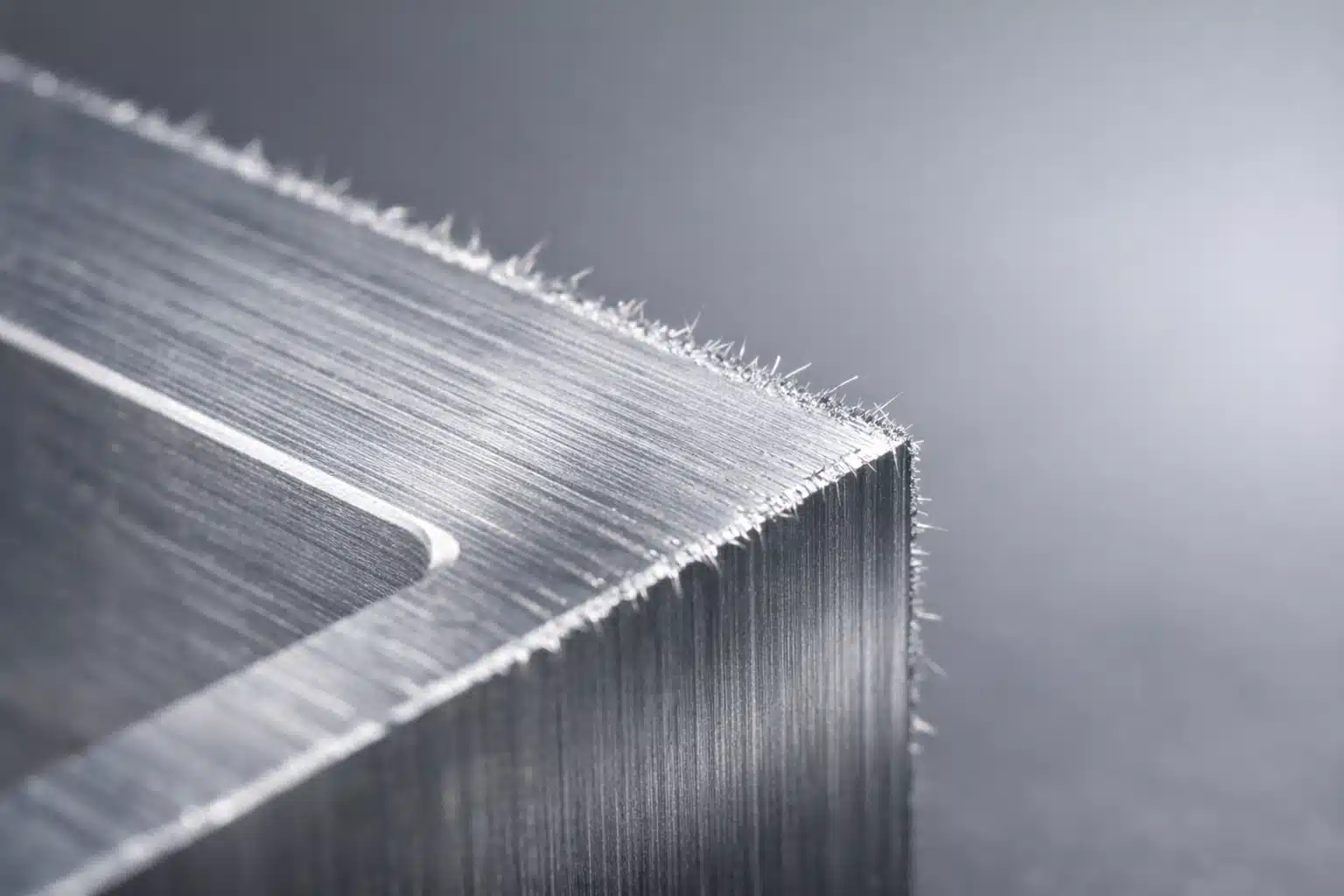
バリとは、加工中に材料がきれいに分離できなかった場合に、ワークピースのエッジやオリフィスに残る微細な突起のことを指す。物理的な観点から見ると、バリは部品設計の機能的特徴ではなく、むしろ、切削力の影響下で金属が周辺部に向かって絞り込まれる塑性変形の結果です。これらの残渣は通常、細いリボン、鋭い点、またはわずかな隆起として現れます。
金属加工において、バリの形態は材料の延性によって異なる。アルミニウム合金やステンレス鋼のような延性の高い金属では、バリはカールした薄膜として存在することが多い。逆に硬い素材では、短く鋭い破片として現れます。どのような形状であっても、バリは材料が切断の最後にきれいに破壊できなかったことを意味し、部品の輪郭に冗長な痕跡を残します。
機械加工におけるバリの種類
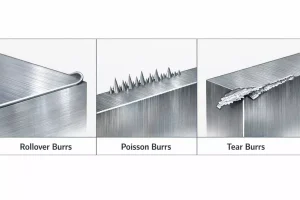
バリは常に同じ形で現れるとは限りません。機械加工で一般的に見られるバリは、その外観と形成方法に基づいて、通常いくつかのタイプに分類することができます。これらの一般的なタイプを理解することは、バリの発生源を特定し、どのように処理すべきかを決定する際に役立ちます。
転がりバリ
エッジの素材がきれいに分離せず、外側に引っ張られると、巻きバリの可能性が高くなります。このタイプのバリは通常薄く、エッジの周りに小さな盛り上がったリップのように見えるかもしれません。アルミニウム合金やステンレス鋼のような延性の高い材料によく見られます。
ポアソン・バリ
ポアソンバリは短く、鋭く、比較的硬いことが多い。薄いエッジの浮き上がりとして現れるのではなく、通常は加工後にエッジに残る小さな尖った突起として現れます。大きさは小さくても、エッジの安全性や取り扱いに直接影響を与えることがあります。
ティアバリ
ティアバリは通常、工具が材料から抜ける最終段階付近で発生します。端材がきれいに離れない代わりにさらに引き伸ばされるため、部品端に薄い尾のような残渣が残ることがあります。
機械加工におけるバリの原因とは?
バリの形成は通常、単一の要因によって引き起こされるものではない。むしろ、材料特性、工具の状態、加工条件の複合的な影響によって生じる。機械加工において、刃先がきれいに分離できるかどうかは、多くの場合、切削の最終段階における力と破壊挙動に依存する。一般的な原因には、主に以下のようなものがある。
材料の延性
材料によって切断時の反応は異なる。延性と靭性の高い材料は、きれいに破断する代わりに、エッジで伸びたり丸まったりしやすい。その結果、アルミニウム合金、ステンレス鋼、銅などの素材は、一般的に目立つバリが発生しやすくなります。
工具の状態
工具の切れ味は、材料をきれいに切断できるかどうかに直接影響する。工具が摩耗してくると、切削作用がきれいな剪断から、より絞られたり引きずられたりするようになる傾向がある。このような状態では、端材がきれいに分離しにくくなり、バリが残りやすくなる。
切削パラメータ
送り速度、主軸回転速度、切り込み深さはすべて、材料にどのように負荷がかかり、どのように切り屑が形成されるかに影響します。穴の出口、薄いエッジ、切削の最終段階では、パラメータがうまく適合しないと、材料の分離が不完全になり、バリの形成が増加する可能性があります。
ワーク支持条件
穴の出口、肉薄のエッジ、部分的に支持されていない部分では、材料の支持力が弱いことが多い。加工の最終段階で、これらの部分に十分な裏付けがないと、エッジが外側に引っ張られ、ロールオーバーや鋭いバリが形成されやすくなる。
ツールパス
工具の材料への出入りも、バリの発生場所やその程度に影響する。刃先が薄くなったり、弱くなったりして工具が抜けると、バリが目立ちやすくなります。このため、工具経路の設計は、切削効率だけでなく刃先の品質にも影響します。
バリの除去方法
バリが発生した場合、それを除去する必要があるかどうか、またどのような方法を用いるべきかは、通常、材質、部品の形状、要求精度、部品の最終的な用途によって異なります。小さなバリの中には、エッジの簡単な清掃で済むものもありますが、穴の開口部やシール面、組み立てのエッジにあるバリは、より慎重な除去が必要になることがよくあります。一般的なバリ取り方法には、主に次のようなものがあります。

手動バリ取り
手作業によるバリ取りは、最も一般的な方法のひとつです。通常、少量の部品や複雑な部分、局所的で精密な処理が必要なエッジに適している。一般的な工具には、バリ取りナイフ、ヤスリ、サンドペーパー、スクレーパー、小型研磨工具などがある。主な利点は柔軟性で、不規則な部分や届きにくい部分に有効である。主な欠点は効率が低いことで、一貫性はしばしばオペレーターの経験に左右される。
面取りとエッジブレーキング
穴の開口部、プロファイルのエッジ、アセンブリのエッジでは、面取りやエッジブレーキングがバリを除去する一般的な方法です。小さな面取りや破断エッジを加えることで、バリを除去すると同時に、エッジをよりきれいに、より安全にすることができます。この方法は、特に通常のプロファイルや穴のエッジに適していますが、エッジ形状のわずかな変更が設計上許容される必要があります。
機械的バリ取り
機械的バリ取りは一般的にバッチ生産に使用され、ブラッシング、ベルトサンディング、振動仕上げ、タンブリングなどがある。これらの方法は一般に効率的で、多数の部品を一貫して処理するのに適している。ただし、寸法の影響を受けやすいエッジの過剰な材料除去を避けるため、処理強度を注意深く制御する必要があります。
特殊バリ取り方法
複雑な形状の部品、複数のクロスホール、またはアクセスが困難な内部エッジには、熱バリ取り、電気化学バリ取り、化学バリ取りなどの特殊な方法を使用することもできる。これらの方法は通常、特定の用途により適しており、手作業で処理するのが困難な領域にも到達できるが、工程コストが高くなり、適用条件も限定される。
バリを防ぐには
加工完了後にバリを除去するのではなく、加工プロセス中にバリの発生を抑える方が効果的な場合が多い。バリを完全に除去することはできませんが、工具、切削パラメーター、加工条件を最適化することで、バリの量と深刻さを軽減することができます。一般的なアプローチには、以下のようなものがあります:
- 道具は常に鋭く: 工具が鋭利であればあるほど、材料はバリの中に押し込まれたり引きずられたりすることなく、よりきれいに切断できる。
- 切削パラメータを最適化する: 適切な送り速度、主軸回転数、切り込み深さは、材料の分離を改善し、刃先の残りを減らすのに役立ちます。
- ワークピースのサポートを向上させる: 穴の出口、薄いエッジ、またはサポートされていない部分でより良いサポートを提供することで、横転や引き裂きを減らすことができます。
- ツールパスの調整 工具が材料に出入りする場所をより注意深く計画することで、重要なエッジのバリを減らすことができる。
- 可能であれば、面取りやエッジブレイクを加える: 設計上可能であれば、小さな面取りや折れ曲がったエッジは、組み立てやエッジの安全性に対するバリの影響を軽減することができる。
そのため、バリの防止は後加工だけではありません。加工中の材料分離をよりクリーンにすることにもかかっています。これは、エッジの一貫性と全体的な部品品質を向上させながら、後のバリ取り作業を削減することができます。
結論
表面的には、バリはパーツのエッジに残った小さな残渣のように見えるかもしれませんが、実際には材料の剥離、工具の状態、加工条件の複合的な影響を反映しています。バリとは何か、その一般的な種類、そしてなぜできるのかを理解することは、機械加工におけるエッジの品質をより完全に把握するのに役立ちます。
部品によって、バリの処理方法が同じとは限りません。多くの場合、バリをどのように制御するかを決定すること自体が、全体的な加工戦略の一部となります。
よくあるご質問
エッジにバリがあるかどうかを見分ける方法は?
バリは多くの場合、エッジの状態と表面の外観を見ることで識別できる。一般的な兆候としては、エッジの凹凸、エッジに沿った異常な光の反射、穴の開口部周辺でのわずかな横転、触ったときのざらざらとした引っかき感などがあります。小さな部品や品質要求の厳しい領域では、拡大鏡、顕微鏡、光学検査装置を使用してエッジをより詳細に調べることもできる。鋭利なエッジを検査する場合は、切り傷のリスクを減らすため、直接手で触れることは避けるべきである。
フライス加工中のバリはどのようにして減らすことができますか?
フライス加工でバリを減らすには、通常、工具制御、切削パラメータ、工具経路計画の組み合わせが必要です。工具の切れ味を維持することで、材料がよりきれいに分離され、適切な送り速度、主軸回転数、切り込み深さにより、刃先の引きつれやカールを減らすことができます。薄いエッジ、コーナー、工具の出口位置でのより良いサポートも役立ちます。場合によっては、工具の進入経路と退出経路を調整したり、設計上可能な小さな面取りやエッジブレークを追加したりすることで、バリに関連する問題をさらに減らすことができる。
バリ取りにはどんな道具を使うのですか?
バリ取りに使用する工具は通常、材質、バリの大きさ、エッジの位置、生産量によって異なる。一般的な手動工具には、バリ取りナイフ、ヤスリ、サンドペーパー、スクレーパー、小型研磨工具などがある。生産量の多い部品には、ブラッシング、振動仕上げ、ベルトサンディング、タンブリングもよく使用される。複雑な形状、複数の十字穴、届きにくい内部エッジを持つ部品には、熱バリ取り、電気化学バリ取り、化学バリ取りなどの特殊な方法が適用されることもある。