

切込み深さ(DOC)は機械加工の中核をなすパラメータである。切削抵抗、発熱、切りくずの生成に直接影響し、ひいては加工面の品質と寸法の安定性を左右します。この記事では、旋盤加工とフライス加工におけるDOCの意味と計算方法を説明し、DOCと送り速度の基本的な違いを明らかにし、実際の加工において安全なDOCを制限する重要な要因をまとめます。
機械加工における切り込みとは?
わかりやすく言えば、"ヴェニュー "である、 切り込み深さ(DOC) とは、切削工具がワークピースに進入する際に、1回のパスで除去される材料の厚さのことである。実用的な加工シーンでは、2つの重要な概念を区別する必要があります:
-
ap (Depth of Cut): で ミーリングこれは、工具がその軸に沿って被加工物に入る深さを意味する (軸方向の切り込み).で 回転を指す。 ラジアル切り込みこれは、工具が被加工物を半径方向に貫通する距離である。
-
ae(ラジアルカット幅/ステップオーバー): 工具の側面とワークの接触幅を指す。フェースフライスやスロット加工では、工具の横方向の切削幅を定義し、一般的に次のように呼ばれる。 ステップオーバー.
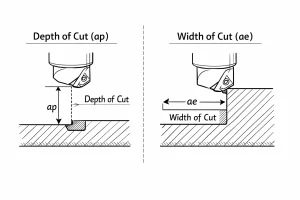
apとaeの本質的な違い: チップの形態学の観点から、 apは "高さ "を決定する チップの aeは "幅 "を決定する チップの
現代の 高効率加工(HEM) の組み合わせが一般的である。 大型アプ そして スモールアイ.この「深くて薄い」アプローチは、熱負荷を切れ刃の長い部分に分散させ、工具先端への過度の熱集中を防ぎます。その結果、工具寿命を大幅に延ばしながら、高い材料除去率(MRR)を維持することができます。
送り速度と切込み(DOC)の本質的な違い
初心者はこの2つのパラメーターを混同しがちだ。どちらも 材料除去率(MRR)しかし、両者はその物理的メカニズムや加工プロセスへの影響において根本的に異なっている。
1.身体的定義の違い
フィード・レート 工具がワークピースに対してどれだけ「速く」動くかを表します(単位:mm)。 mm/min または mm/レヴ一方 切り込み深さ(DOC) は、工具がワークピースをどれだけ「深く」貫通するかを定義する。簡単に言えば DOCは断面積を決定する 一方 送り速度が時間を決める そのカットを完成させるために必要なものだ。
2.加工品質への影響
適切な送り速度は、材料の硬さと切り込み深さの両方によって制限される。速度を追求するあまり送り速度を上げすぎると、切削速度が低下する。 切断力 が激増する。これは マシンチャッター または ツールチッピングひどい場合には、機械のスピンドルを損傷することさえあります。
3.動的平衡関係
DOCと送り速度の間には "トレードオフ"、つまり逆相関がある。DOCを維持するには 主軸荷重一定 そして 工具寿命逆に、切込みが浅い場合には、生産効率を維持するために送り速度を上げることができる。
なぜ切り込みが重要なのか?
- 熱管理: 切削熱の大半は切りくずによって持ち去られる。DOCの設定が不適切だと、工具先端に熱が蓄積し、工具寿命が著しく短くなる。
- 表面品質: 仕上げ加工では、鏡のような仕上がりを得るために非常に小さな切り込み深さを必要とするのに対し、荒加工では、材料を素早く除去するために大きなDOCを追求する。
- コスト管理: 最適化された切り込み深さにより、加工サイクルタイムが短縮され、部品あたりの単価が下がります。
切り込み量の計算方法
計算はプロセスの種類によって異なる:
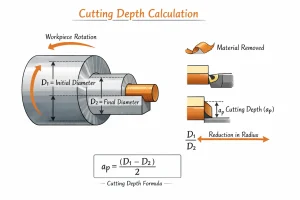
旋盤加工における切込み
旋削加工では、切込み量apは次のように計算される:
ap = (D - d) / 2
ここで、Dは初期直径、dは最終直径である。
フライス加工における切り込み
フライス加工では、切り込み深さは2次元を使ってCNCプログラムで直接設定する: 軸切込み そして ラジアル切り込み(AE、ステップオーバー).実際には、DOCの選択はしばしば材料除去率に関連している:
MRR (cm³/min) = ae × ap × Vf / 1000
ここで、Vfは送り速度(mm/min)、aeは半径方向のかみ合い(mm)、apは軸方向の深さ(mm)である。
一般的な経験則では
-
ラフィング apはしばしば 工具径の25%-50% (剛性の高いサイドミル加工では一般的な値、フルスロット加工では低い値を使用)。
-
仕上げ: apは一般的に 0.05mm-0.2mm公差と表面仕上げの要件による。
DOCと他の加工要因との相乗関係
切込み深さを設定する場合、材料ハンドブックだけに頼るのでは不十分です。加工システム全体の変数を評価する必要があります。なぜなら、以下の要素が実際に使用可能なDOCの上限を直接決定するからです:
1.工具のオーバーハングとL/D比(重要な変数)
工具のオーバーハングの長さと直径の比 (L/D)は機械加工の主な原動力である。 おしゃべり.
-
低いオーバーハング(L/D < 3): このシステムは剛性が高く、工具の性能を最大限に引き出すためにDOCを大きくすることができる。
-
ロング・オーバーハング(L/D > 5): オーバーハングが大きくなると、工具先端の剛性は指数関数的に低下する。このような場合 アプ 振動痕や工具破損の可能性を避けるため、振動を大幅に低減する必要がある。
2.機械剛性と主軸動力
切り込み深さは、切削抵抗と負荷を直接決定する。
-
電力制限: DOCが強すぎると、スピンドルのトルクが不足し、回転数の変動やスピンドルの過負荷アラームにつながることがあります。
-
構造的な剛性: 軽作業機では、高負荷の切削でボディに振動が発生することがある。このような場合、寸法精度を確保するために「マルチパス、小DOC」戦略が必要となる。
3.クーラントと潤滑条件
DOCが大きいと、切断部の温度が高くなる。
-
チップの避難スペース: で スロッティング の加工では、DOCが大きいとフルート内に切りくずが詰まることがある。切り屑を流すのに十分なクーラント圧がないと、「二次切削」が発生し、瞬時に切れ刃を焼くことになる。
-
内部クーラントの利点: ツール スルースピンドルクーラント (TSC) 一般的に、外部フラッド冷却よりも大きなDOCをサポートし、クーラントを切削ゾーンに直接供給して熱放散と切り屑除去の両方を助けます。
4.ワークセットアップの安定性
ワークホールドの方法は、セットアップが耐えられる衝撃荷重を決定する。
-
薄肉または複雑な部品: これらのワークは構造剛性が低く、切削力によって変形しやすい。DOCは極めて保守的でなければならず、通常、高速加工(HSM)戦略(高回転、小DOC、高速送り)と組み合わされる。
-
剛性クランプ: ハイパワーバイスや油圧治具のような堅牢なワークホルダを使用すれば、より大きなDOCを採用して材料除去率を高めることができます。
切り込みに影響する要因
パラメータを設定する前に、以下の変数を評価する必要があります:
- 工作物の材質: 硬度が高い(例:チタン合金、ステンレス鋼)ほど、切り込み深さを小さくする必要がある。
- 工具の材質: 超硬工具は高速度鋼(HSS)工具に比べ、はるかに大きな切込み深さに耐えることができる。
- 機械の剛性: 機械が安定していればいるほど、より大きな切断負荷に対応できる。
- 冷却水: 効果的な冷却は、熱応力を管理することで、より大きな切り込み深さをサポートします。
よくある質問よくある質問
Q: 機械加工における最小切込み深さとは何ですか? A: 原則として、切り込み深さは工具のノーズ半径(R)より小さくすべきではありません。DOCがノーズ半径より小さいと、工具は材料を「切る」のではなく、「擦る」または「焼く」ことになり、加工硬化と深刻な表面劣化を引き起こします。
Q: 機械加工における最大切込み深さはどのくらいですか? A: 一般的に、チップの有効刃長の2/3を超えないことを推奨します。さらに、過負荷アラームを避けるために、機械主軸の出力制限を参照してください。
結論
切り込み深さのバランスをマスターすることは、コスト削減と効率向上を達成する鍵です。適切なパラメータ設定は、高価な装置を保護するだけでなく、顧客に納入されるすべての部品が正確で完璧であることを保証します。
プロフェッショナルな機械加工ソリューションをお探しですか?? 精密機械加工のリーディングプロバイダーとして、弊社は15年以上の業界経験を持っています。加工パラメータの最適化でお困りの方、高品質のCNC製造サービスをお求めの方は、ぜひ弊社にご相談ください:


