

フェイスミル加工 そして エンドミル は、CNC加工において最も基本的で広く使用されている2つの切削方法である。どちらもフライス加工の一種ですが、その目的、方法、用途は根本的に異なります。
コアコンセプト正面フライス加工とエンドミル加工とは?
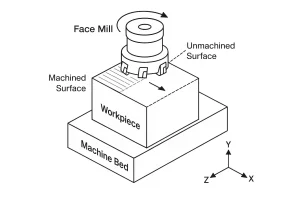
- フライス加工:フェースミルカッタを使ってワークの水平面を加工し、平らな面を作ること。切削力は主に、工具の表面と外周にある切れ刃によって加えられる。
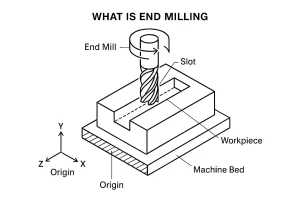
- エンドミル加工:エンドミルを使って多方向(側面や底面など)に切削し、溝、プロファイル、ポケットなどの形状を作り出す加工法。切削力は主に工具側面の切れ刃によって加えられる。
フェースおよびエンドミル加工用の一般的な工具
エンドミル用一般工具
エンドミルの種類は膨大です。主に3Dや2Dの様々な形状を成形するために使用されます。共通の特徴は、切れ刃が主に側面と底面にあり、横方向と突っ込み方向の両方の切削が可能なことです。

- フラットエンドミル:最も一般的なタイプで、角底のスロットや平面の加工に使用される。
- ボールノーズエンドミル:曲面加工や3次元輪郭加工に使用。
- ブルノーズエンドミル:粗加工とコーナーRのあるキャビティ形成に使用。
- ラフィングエンドミル:大量の材料を迅速に除去するために使用される。
- テーパーエンドミル:抜き勾配のある側壁加工に使用。
- 面取りミル:面取りやバリ取りに使用。
- 角丸エンドミル:部品のエッジに特定の半径を加工するのに使用する。
- ダブテールミル:アリ溝加工に使用。
- Tスロットカッター:T字溝加工に使用。
一般的な正面フライス用工具
フェースミルカッタは、主に平坦で滑らかな表面を効率的に加工するために使用される。切れ刃は主に工具の面にあり、ワーク表面に対して垂直に切削します。

- フェースミルカッター:最も代表的な正面フライス工具。通常、直径が大きく、面上に複数のチップを備え、大面積の表面加工に使用される。
- シェルミル:アーバに接続される一体型シャンクのない工具で、フェースフライスによく使用される。
- フライカッター:シンプルな正面フライス工具で、通常1~2個の調整可能なチップを持ち、非常に高い仕上げ面精度が要求される少量の平面加工に適している。
主な違い
| 比較の側面 | フライス加工 | エンドミル加工 |
| 切断方向 | 主に 垂直 を主軸に向け、工具の先端で切削する。 | 主に パラレル を主軸に向け、工具の側面で切削する。 |
| ツールの構造 | 工具径は一般的に大きく、切れ刃は主にフェース面にあり、広範囲を加工できる。 | 工具径は通常小さく、側面と底面に切れ刃があり、細かい切削が可能。 |
| 加工目的 | 核となる目標は以下の通りである。 材料を大量に取り除く を作成する。 平らな面. | 核となる目標は以下の通りである。 形状プロファイルと幾何学的特徴 スロット、ポケット、輪郭など。 |
| 切断力 | 切削力は主に軸方向で、被削材の表面に対して垂直に作用する。 | 切削力は主に半径方向で、ワークの側壁に水平に作用する。 |
| 代表的なアプリケーション | 部品の初期表面仕上げ、大きな平面の粗加工と仕上げ。 | 金型製作、部品の輪郭加工、複雑な形状の切削。 |
利点と限界
-
フライス加工
-
メリット:
-
高い材料除去率:フェースミルは直径が大きいため、1パスで広い範囲を加工できる。切削力は工具のフェースにかかるため、軸方向の切り込み深さを大きくすることができます。これにより、大量の材料を素早く除去することができ、荒加工に最適です。
-
高い表面品質:工具と切削パラメータを調整することで、フェースフライス加工は平らで滑らかな面を簡単に作ることができ、その後の精密加工のためのきれいな基準面を作るのに最適です。
-
-
制限事項:
-
限定スコープ:フェイスミル加工は、平面の加工に限定されます。サイドカット、オープンスロット、複雑な3D輪郭の作成はできません。その用途は1種類の加工に限られます。
-
エンドミル加工
-
メリット:
-
高い柔軟性と汎用性:エンドミルは、側面と底面の切れ刃を使用して多方向に切削することができます。これにより、溝、ポケット、複雑な3D輪郭など様々な形状を作成することができ、ほとんどすべてのCNC作業の中核工具となっています。
-
細かいディテールに適している:エンドミルは直径が小さいため、狭いスペースや入り組んだ部分に入り込むことができます。複雑な形状や輪郭の仕上げ加工に最適です。
-
-
制限事項:
-
広い面では非効率:エンドミルは平らな面を加工できるが、半径方向の切り込みが小さいため、能率は低い。そのため、大面積の平面加工では、フェースミルよりもはるかに効率が悪い。
-
高い剛性が必要:サイドミルを行う場合、工具の側面に切削力が加わるため、たわみやびびりの原因となる。このため、加工精度を維持するためには、工具と機械に高い剛性が要求される。
-
-
-
実践ガイド各プロセスの使用時期
- フェイスミル加工の典型的なシナリオ:
- 平面荒加工:凹凸のある未加工面を素早く平坦な基準面に加工する必要がある場合。
- 大面積仕上げ:機械のベッドや精密機器の取り付け面など、大きくて高品質な平坦面が必要な場合。
- 端面フライス加工:部品の端面が隣接する面に対して垂直になるようにし、90度の角度を得るために使用する。
- エンドミル加工の典型的なシナリオ:
結論
結論として、フェースフライス加工とエンドミル加工は互いに排他的なものではありません。 補完プロセス.一般的な加工ワークフローでは、まず表面から材料を素早く除去するためにフェイスミル加工が行われ、次にスロット、輪郭、詳細な形状を作成するためにエンドミル加工が行われ、最終的な部品が完成します。両者の特徴と用途をマスターすることが、効率的なCNC加工の鍵となります。
お問い合わせ
理論を習得した後、適切な工具を選択することは、高効率加工を実現するための重要な次のステップです。当社の専門家チームは、専門的な工具選択のアドバイスとカスタマイズされたソリューションを提供し、理論的な知識を卓越した生産性に変えるお手伝いをいたします。
お問い合わせ プロフェッショナルな製造業の道を歩み始めるために。


