製品開発のライフサイクルにおいて、プロトタイピングから大量生産への移行は、しばしば技術とコストの二重の課題に直面する。少量生産のCNC機械加工は、高い金型コストと長いリードタイムに対処するため、デジタル減算方式の製造を活用した中間的な生産モデルとして機能します。このアプローチは、反復効率を高めるだけでなく、市場の変動に対するサプライチェーンの対応力を強化する。以下のセクションでは、少量加工の技術的定義、戦略的利点、コスト管理策を通して、少量加工の実際的な役割を分析する。
少量CNC加工とは?
技術的な観点から見ると、少量加工では、CNC装置を使用して、固体の材料ブロックから直接10個から1,000個の部品を製造する。この工程は、完全にプログラムされた命令に依存しており、最初のユニットから最後のユニットまで高い一貫性を保証します。

生産ロジックの面では、この「金型レス」モデルは、従来の製造に必要な長い金型製作段階を回避することができる。成熟したCADモデルさえあれば、すぐに生産を開始できるため、先行投資と参入障壁を大幅に削減できる。市場での位置づけについては、出来上がった部品は単なるサンプルではなく、最終用途に耐えうる品質を備えた工業用グレードの製品です。その機械的特性や公差は大量生産部品に匹敵するため、最終的な機能検証や、ハイエンドでカスタマイズされた市場への直接供給に頻繁に使用される。
少量CNC加工の利点
この加工モデルは、主に航空宇宙、医療、ハイエンドのエレクトロニクス産業において、時間、コスト、柔軟性の面で大きな利益をもたらすことから支持されている。
迅速な市場投入
金型の設計、製作、デバッグに何カ月も費やす必要はない。金型製作の段階が省略されるため、部品は通常数日以内に出荷することができ、企業が競争市場で先行者利益を得るのに役立ちます。
初期固定費の削減
小規模な要求の場合、部品1個あたりの金型費用は非常に高額になる。CNC加工では、高価な金型代が不要になるため、初期投資を数万ドル節約でき、キャッシュフローを柔軟に保つことができる。
優れた設計の柔軟性
生産中に設計上の欠陥が発見された場合、CADモデルを即座に修正し、残りのユニットに適用することができます。この「修正して生産する」機能は、設計変更による在庫の陳腐化リスクを大幅に低減します。
サプライチェーンの回復力強化
グローバルなサプライチェーンの変動や突然の需要急増に直面した場合、少量生産CNCマシニングは非常に機敏な対応ユニットとして機能します。金型メーカーのスケジュールへの依存を排除することで、オンデマンド生産が可能になり、一次サプライヤーの混乱や金型の長いリードタイムによって引き起こされるダウンタイムのリスクを効果的に軽減します。
機能品質検証
独自の樹脂を使用することが多い3Dプリンティングとは異なり、CNCマシニングでは、最終製品に必要なエンジニアリンググレードの金属やプラスチックを正確に使用します。これにより、少量生産の部品は、本格的な物理的ストレステストと組み立て検証を受けることができ、大量生産に踏み切る前に、製品の信頼性が工業規格に対して確実に証明されます。
代表的なアプリケーション・シナリオ
前述の利点のおかげで、少量加工は、厳しい精度要求と迅速な製品サイクルを必要とする分野で広く利用されている。
- 医療機器:高度にカスタマイズされた手術器具、人工装具のプロトタイプ、または検査診断機器の精密部品の製造。
- 航空宇宙・防衛:高強度で軽量な構造部品や、需要の少ない特殊なセンサー部品を生産。
- 自動車工学:高性能レーシングパーツや、新型車の研究開発段階におけるトランスミッションシステムのテスト部品に使用される。
- ハイエンド家電:高級オーディオ機器や産業用センサーのアルミ合金製ハウジングやヒートシンクを製作。
コスト削減のための設計と加工のヒント
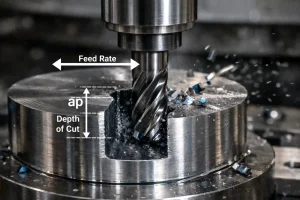
CNCは非常に自由度が高い反面、少量生産における単価は加工時間に大きく影響される。以下のヒントは、効率性を効果的に向上させることができる。

コーナーRの最適化
内コーナー半径は、標準的なフライスカッターの半径よりわずかに大きくしてください(例えば、$R3$の代わりに$R3.2$を使用)。これにより、コーナリング中に工具が急停止することなく、連続した滑らかな動きを維持することができます。この最適化により、加工時間が大幅に短縮され、工具のびびりが防止されるため、優れた仕上げ面が得られます。
深く狭い虫歯を避ける
設計者は、極端に深くて狭いスロットは避ける べきである。このようなスロットは、振動や破損 を起こしやすく、長さ対直径比の高い特殊工具を必 要とするからである。切削の安定性を維持し、工具の破損によるスクラップ率を最小限に抑えるには、キャビティ深さを幅の4倍以内に抑えることを推奨する。
セットアップとデバッグ時間の最小化
少量生産では、手作業による工具セットとパーツの反転が最大の人件費となります。できるだけ少ない加工面にフィーチャーを集中させるか、5軸同時加工を利用することで、設計者はセットアップの回数を減らすことができ、これが単価を下げる最も直接的な方法となります。
標準スレッドと合理的な深さを使用する
標準のねじ仕様を使用し、ねじの深さが直径の3倍を 超えるブラインドホールは避けること。ねじ山が過度に深いと、切りくずの除去が困難になり、タップ折損の危険性が高まる。小ロットの場合、破損したタップを取り除くと、高価な再加工や部品の不合格につながることが多い。
標準素材サイズの活用
設計の初期段階において、板や棒の標準的な厚さを参照する。例えば、21mmの設計を19.5mmに調整することで、25mmではなく20mmの標準在庫を使用することができます。この簡単な変更により、原材料費を削減し、不必要な粗加工時間を最小限に抑えることができます。
非重要サーフェス要件の合理化
機能検証を目的とした部品の場合、非嵌合面の高光沢や特殊なテクスチャーの要求は最小限に抑える。サンドブラストやアルマイトを過剰に指定すると、リードタイムが大幅に延び、二次加工コストが増加します。
比較少量生産CNCと大量生産の比較
技術的なヒントにとどまらず、CNCと大量生産の戦略的な位置づけを理解することは、効果的な意思決定に役立つ。ここで直接比較してみよう。
コスト構造の比較
少量生産のCNCの立ち上げコストは最小限で、主にプログラミングとセットアップにかかる費用である。対照的に、大量生産(射出成形など)では、金型に数万ドルの先行投資が必要です。大量生産による単価の優位性は、数量が数千個に達したときに初めて大きくなる。
生産サイクルの比較
CNCマシニングは、設計が確定するとすぐに生産を開始できるため、迅速なスタートが得意です。大量生産では、金型の設計、製作、試運転に通常4~8週間を要するため、前段階に長い時間を要し、急ぎの市場スケジュールに対応することが難しくなる。
物理的性能の検証
CNC機械加工は、均一な密度と内部欠陥ゼロの工業用グレードの鍛造品または圧延ストックを使用し、物理的強度の最も信頼性の高い検証を提供します。逆に、射出成形のような大量生産工程では、高速充填の際に内部応力や空隙が生じる可能性があり、CNC機械加工部品に比べて構造的完全性が若干低くなる可能性があります。
絶対精度制御
少量加工では、個々のパーツの入念なツールオフセット調整が可能になり、ミクロンレベルの公差を一貫して達成することができます。極限までフィットさせ、幾何学的な精度を追求する業界標準となっています。大量生産は、数百万個に及ぶパーツ間の一貫性に優れていますが、その絶対精度は、工具の摩耗や熱変動によって制約を受けることがよくあります。
正しい少量生産CNCサプライヤーの選び方
すべての工場が少量生産に特化しているわけではありません。理想的なパートナーは、機械加工能力だけでなく、以下のような専門的な特性を備えている必要があります。
DFM(製造のための設計)のフィードバック
優れたサプライヤーは、見積もり段階で高コストの特徴を積極的に指摘します。例えば、ある鋭角のコーナーはフライス加工ができないと警告し、代わりにR加工を提案することで、コストのかかるEDM(放電加工)工程を避けることができます。
機器の多様性と敏捷性
サプライヤーが5軸CNCマシンと標準化されたクイックチェンジ治具システムを利用しているかどうかをチェックする。この設備は、設置から出荷までの時間を大幅に短縮し、サプライヤーの効率性を示す中核的な指標となります。
材料在庫とトレーサビリティ
少量生産の部品は、高性能が要求されることが多い。信頼できるサプライヤーは、一般的な材料(PEEK、チタン、7075アルミニウムなど)の安定した在庫を維持し、完全な材料証明書と寸法レポートを提供する必要があります。
結論
少量CNC加工は、製品がプロトタイプラボからマスマーケットに移行する際に、重要な「バッファゾーン」として機能します。高価なツーリングの大きなリスクを負うことなく、工業グレードの完成品を得ることができ、現代のアジャイル製造のコアドライバーとして機能します。
現在、部品の加工コストを評価されている方は、お気軽に下記までお問い合わせください。 技術要件または材料仕様をアップロードするそうすれば、より的を絞ったデザイン最適化の提案をすることができます。