
SFMは、機械加工で一般的に使用される速度パラメータで、ワーク表面における工具の実際の切削速度を表します。主軸回転数の計算に使用される値であるだけでなく、工具寿命、仕上げ面粗さ、加工効率に影響を与える要因でもあります。
この記事では、SFMとは何か、どのように計算されるのか、RPMとどう違うのか、実際の加工性能にどう影響するのかを説明する。
機械加工におけるSFMとは?
SFMとは、1分間に刃先がワーク表面を移動する距離のことで、切削速度を測定する一般的な方法である。
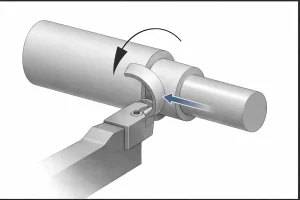
RPMとは異なり、SFMは工具とワークの接触点における実際の速度に着目しているため、加工パラメータを設定する際には通常、より有用な基準となる。
SFMは加工プロセスにどのような影響を与えるのか?
金属切削では、SFM(サーフェスフィート・パー・ミニット)が工具とワークの接触部の切削条件に直接影響する。切削速度が変化すると、切削熱、工具摩耗、表面仕上げ、加工効率も変化します。SFMの役割を理解することは、実際の加工において、効率、安定性、コストのより良いバランスを達成するのに役立ちます。
カッティングヒート
SFMは切削熱に影響を与える重要な要因の一つである。切削速度が速くなると、通常、工具と被削材の間の摩擦と塑性変形が強くなり、それに伴って切削ゾーンの温度が上昇する。
SFMが低い: 熱が不足すると、材料が切れ刃に付着しやすくなり、ビルドアップ・エッジ(BUE)が形成され、寸法精度や表面状態に影響を及ぼす可能性がある。
高いSFM: 熱が集中する。適度な温度は材料のせん断を容易にするが、速度が速すぎると工具の温度が急上昇し、摩耗を早めたり、熱軟化を引き起こしたりする。
工具寿命
SFMは工具寿命に明確な影響を与える。一般的に、切削速度が高いほど工具の摩耗は速くなる。しかし、切削速度が低ければ低いほど工具の保護性能が向上するとは限りません。
高いSFM: 拡散摩耗や酸化摩耗が促進されやすくなり、工具寿命が短くなる。
SFMが低い: 切削が不安定になり、機械的摩耗やマイクロチッピング、異常摩耗のリスクが高まる可能性がある。
実際の生産現場では、SFMの設定は通常、加工効率と工具交換コストのバランスを取る必要がある。
表面仕上げ
適切なSFMはしばしば表面仕上げの改善に役立つが、速度が高ければ良いというわけではない。やはり適切な範囲内にとどまる必要がある。
引き裂きの軽減: 通常、切断速度が速いほど、材料のせん断が安定し、表面の引き裂きやドラッグマークが減少する。
路面状態の改善: SFMが適切に設定されると、切削工程はより安定し、表面形状は通常より均一になる。
おしゃべりを減らす: 場合によっては、SFMを調整することで、不安定な速度域を回避し、チャターマークを減らすこともできる。
加工効率
SFMは加工効率全体にも影響する。切削速度が合理的な範囲内で上昇すると、通常、サイクルタイムを短縮し、単位時間当たりの生産量を向上させることができる。
より高い出力: SFMを適切な範囲内で増加させることは、多くの場合、加工効率の向上に役立つ。
コストバランス: しかし、速度を高く設定しすぎると、工具の消費量も増加する。実際のアプリケーションでは、工具寿命、プロセスの安定性、部品あたりのコストを、やはり一緒に考慮する必要がある。
実用的な加工の観点からは、適切なSFMとは単に最高速度ではなく、材料、工具、実際の切削条件の間でより信頼性の高いバランスを生み出す速度である。
SFMの単位と規格の測定
プロセスセットアップでは、物理的な 単位 および産業 規格 は、さまざまなメーカーの技術マニュアルを正確に解釈するために不可欠です。
物理単位
SFMの本質は直線速度であり、特定の距離と時間の単位で定義される:
- 距離の単位: リニアフィート
- 時間単位: 分。
- コンバージョンベース: 1フィート=12インチ≒0.3048メートル。
業界標準
地域やブランドの慣習にもよるが、カッティングスピードは主に2つの標準的なシステムに従っている:
- インペリアル・スタンダード(US/UK): 一般にSFM(Surface Feet per Minute)と呼ばれる。この規格は、北米の工具ブランドで広く使用されている。
- ISO国際規格(メートル法): 一般にSMM(Surface Meters per Minute)またはVcと呼ばれる。この規格はヨーロッパ、中国、アジアの製造業で一般的に使用されている。
SFMとm/minの単位変換
1メートルは約3.28フィートなので、換算係数は以下のようになる:
- メートルからインペリアルへSMM × 3.28 = SFM
- インペリアルからメトリックへ: SFM × 0.3048 = SMM
実際には、サンドビックやケナメタルのようなグローバル・サプライヤーは通常、カタログに両方の規格を掲載しており、エンジニアは機械のシステム設定(G20またはG21)に合ったパラメータを選択できる。
SFMとRPMの違い
この2つの本質的な違いを理解することが、加工ロジックの基礎となる:
- RPM(毎分回転数):の数を表す。 ローテーション この角速度は固定されている。
- SFM:について説明する。 実際の物理的距離 カッティングエッジの旅。
- 直径の関係:同じ回転数では、直径の大きなワークや工具は、そのエッジのSFMが高くなる。つまり、大径の部品を加工する場合は、回転数を大幅に下げる必要があります。そうしないと、線速が速すぎて刃先が即座に焼けてしまう可能性があります。
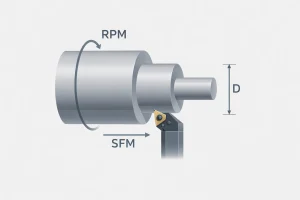
SFMとRPMのパラメータ変換
これら2つのパラメータの数値関係は、工具径(D)と数学定数πによって支配される:
- RPMをSFMに変換する: 1回転あたりの移動距離は円周(π×D)に等しいため、回転数に円周を掛けることで線速度が求められる。直径(D)は通常インチで測定されるため、12で割ってフィートに換算する:
SFM = (RPM × π × D) / 12 - SFMをRPMに変換する: これは、現場で最も頻繁に使用される計算である。特定のSFMを維持するためには、回転数を直径に反比例させて調整する必要があります。エンジニアは、迅速な計算のために以下の簡略式を使用します:
rpm ≒ (sfm × 3.82) / d
(ここで3.82は12/πの比から導かれる定数である)。
SFMに影響を与える要因
SFMを設定する前に、加工システム内の複数の変数を総合的に評価する必要があります:
- 工作物の材質: これが決定的な要因である。例えば、アルミニウム合金は非常に高い線速度が可能ですが、チタン合金は硬度が高く熱伝導率が低いため、SFMを大幅に下げる必要があります。
- 工具の材質とコーティング: 超硬工具は、高速度鋼(HSS)よりもはるかに優れた耐熱性を提供します。さらに、高性能コーティング(AlTiNなど)が熱障壁となり、切削速度の限界をさらに押し上げます。
- クーラントアプリケーション: 効果的な冷却と潤滑により、切断ゾーンからの熱を速やかに放散させることができ、より高いSFMレベルでも安定した運転を可能にする。
- 機械システムの剛性: 機械、治具、ツールホルダーが安定性を欠くと、高速加工は共振を引き起こしやすくなります。寸法精度を確保するためには、不安定な振動ゾーンを避けるために、SFMを積極的に制限する必要があります。
よくあるエラー
加工パラメータを設定する際、経験主義はしばしば誤ったSFMの選択につながり、ひいては加工品質と工具寿命を損なうことになる。以下は、実際の加工でよくある落とし穴です:
- フェイシング中の固定回転数の維持:工具が部品の中心に向かって移動すると、有効径がゼロに近づき、それに伴ってSFMも減少する。このため、中心部の面粗度が悪くなったり、BUEが発生したりします。の使用を推奨する。 G96(表面速度一定) これにより、直径が小さくなるにつれて機械が自動的に回転数を補正します。
- 時代遅れのリファレンス・マニュアルに盲従する:工場で使用されているマニュアルの多くは数十年前に書かれたものですが、最新の高性能コーティング(AlTiNなど)の物理的性能は、従来のデータをはるかに上回っています。現在使用している工具メーカーの最新のテクニカル・データ・シートを常に優先し、機械の剛性に基づいて微調整することをお勧めします。
- 素材の感熱性を無視する:ステンレス鋼のような熱伝導率の悪い材料では、効率を上げるためにやみくもにSFMを上げると、工具先端に瞬間的に熱がこもり、刃先のチッピングにつながる。
SFM値を異なる材料で調整するには?
金属は、その分子構造や物理的特性によって摩擦熱に対する反応が異なります。SFMを設定する際には、材料の特性に合わせて値を調整することが不可欠です:
共通材料SFM参照表
| 素材カテゴリー | 推奨SFM範囲 | 加工アドバイス |
| アルミニウム合金 | 600 – 1500+ | 優れた熱伝導性。高速回転で優れた仕上がりを実現し、切粉溶着を防止します。 |
| 炭素鋼 | 300 – 800 | 最も一般的な素材。炭素含有量に基づき、発熱と工具摩耗のバランスをとる。 |
| 合金鋼 | 250 – 600 | 高い強度と靭性。効率と工具寿命のバランスをとるため、適度な速度を使用する。 |
| ステンレス鋼 | 150 – 350 | 加工硬化しやすく、放熱性が悪い。厳密な速度管理が必要。 |
| 鋳鉄 | 250 – 500 | 研磨材の構造。グラファイトの種類によって調整する。ダクタイル鋳鉄は通常、低速が必要。 |
| チタン合金 | 80 – 150 | 熱故障のリスクが高い。低速回転と高圧クーラントが必要。 |
| 高温合金 | 50 – 120 | 極端な高温でも強度を維持。工具摩耗が激しく、超低速回転と高度なコーティングが必要。 |
| 真鍮とブロンズ | 400 – 1000 | 加工が容易。高速加工が可能だが、合金によっては工具が摩耗する場合がある。 |
アルミニウム合金
アルミニウムは加工性と熱伝導性に優れています。高い直線速度は生産効率を高めるだけでなく、ビルトアップエッジとして知られる刃先への材料の付着を効果的に防止し、鏡面仕上げを実現します。
炭素鋼
最も広く使用されている加工材料である炭素鋼は、幅広いSFM範囲を持っています。低炭素鋼は高速加工が可能ですが、高炭素鋼や焼戻し鋼は熱と工具摩耗のバランスを取るために低い値を必要とします。
ステンレス鋼
ステンレス鋼は、大きな加工硬化特性を特徴とする。熱伝導率が低いため、切削熱は工具先端に急速に蓄積する。SFMが高すぎると、切刃はすぐに軟化し、高温下で破断することさえある。
鋳鉄
内部砥粒とグラファイトの形態(フレーク状または結節状)は、切削抵抗に大きく影響する。SFMの設定には注意が必要で、例えばダクタイル鋳鉄はねずみ鋳鉄より強靭で、一般に低い切削速度が要求される。
チタンおよびニッケル基合金
しばしば超合金と呼ばれるこれらの材料は、切削点で極端な温度を発生させます。制御可能な加工プロセスを維持するためには、速度を犠牲にし、工具の完全性を確保するためにSFMを非常に低い範囲に保つ必要があります。
真鍮とブロンズ
これらの材料は、一般に優れた加工性で知られている。高い生産速度ときれいな表面仕上げを達成するために、高い直線速度を適用することができる。しかし、研磨成分を含む特定の青銅合金を加工する場合、標準的な快削黄銅よりも刃先に負担がかかるため、工具の摩耗を監視することが重要です。
結論
SFMは単なる速度パラメーターではありません。工具、材料、切削条件のマッチングを反映します。SFMを理解し、正しく設定することで、仕上げ面精度と工具寿命を向上させ、加工プロセス全体の安定性と効率性を高めることができます。
よくあるご質問
SFMは常に高い方が良いのか?
SFMが高ければ加工能率が向上し、場合によっては仕上げ面精度が向上することもあるが、それは適切な範囲内に収まっている場合に限られる。SFMが高すぎると、工具の摩耗が早くなり、切削熱が集中する可能性がある。SFMが低すぎると、切れ刃が盛り上がり、切削が不安定になり、仕上げ面が悪くなる可能性が高くなる。適切なSFMとは、通常、工具寿命、部品品質、加工効率のバランスが取れたものである。
SFMを計算するのに使えるツールは?
実際の加工では、SFMを計算するために使用される一般的な工具は4種類ある。一つ目は オンラインSFM計算機工具径と主軸回転数を入力するか、推奨SFMから始めて回転数を計算することができます。もう一つは 工具メーカーが提供する切削データチャートまたはデジタルカタログには、さまざまな材料に推奨されるSFM、送り、速度の範囲が記載されている。3つ目は 加工モバイルアプリSFM、RPM、送り速度、穴あけデータのクイック変換を含むことが多い。4つ目は 一部のCNCプログラミング・ソフトウェアやCAMシステムに見られる組み込み計算機能これらのツールは、プログラミング中に切削速度と主軸回転速度を定義するのに役立ちます。実際には、これらのツールは出発点として使用し、最終的な設定は、材料、ツール、実際の切削条件に応じて調整する必要があります。
鉄鋼に適したSFMとは?
すべての鋼材に有効な単一のSFM値はありません。適切な範囲は、鋼種、硬度、工具材料、コーティング、クーラントの状態によって異なります。一般的に、低炭素鋼は高いSFMを許容することが多く、合金鋼や硬化鋼は通常、より保守的な範囲を必要とします。実際の加工では、工具サプライヤーの推奨データから始めて、工具摩耗、仕上げ面粗さ、切削安定性に基づいて速度を微調整するのが最も安全な方法です。


