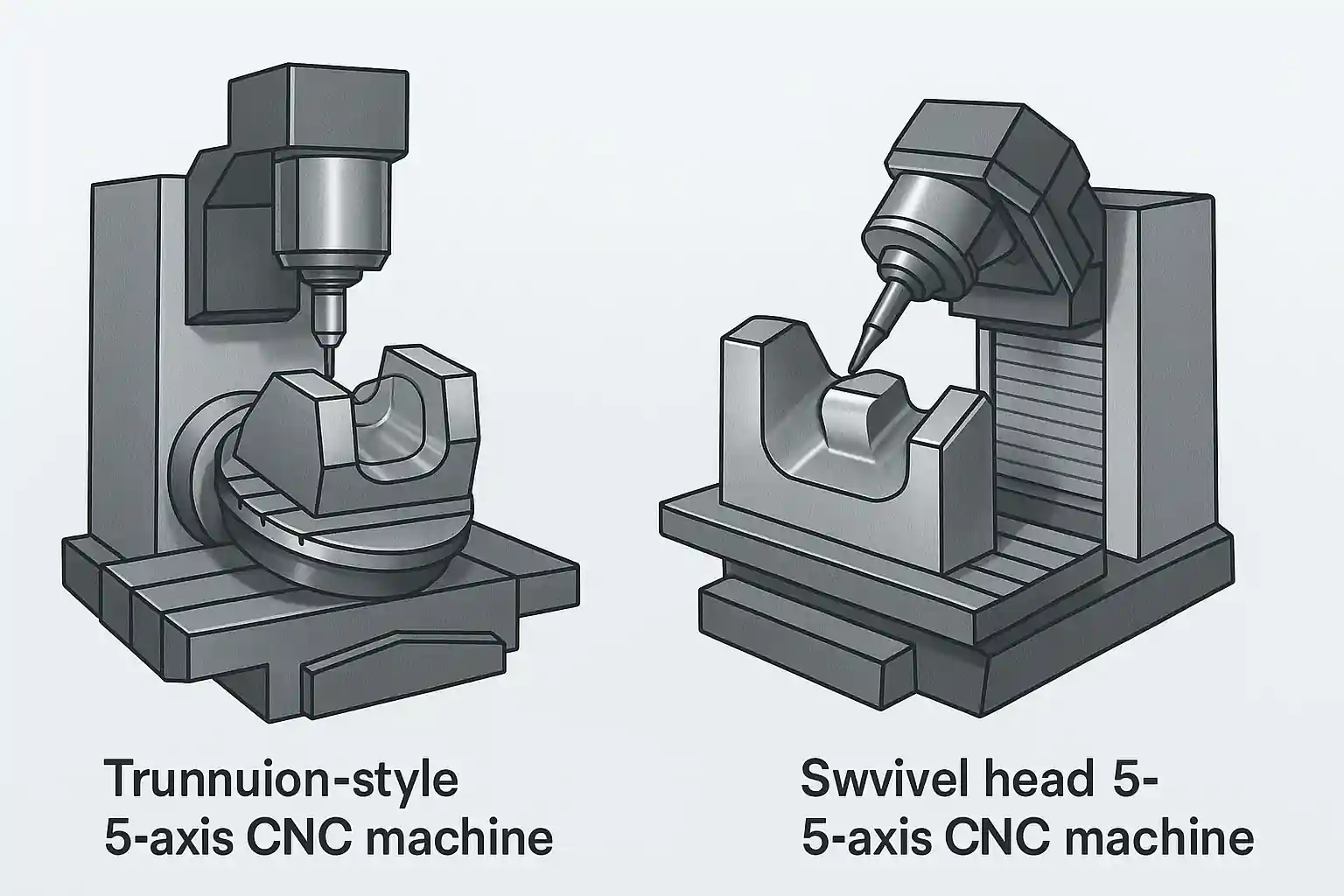

耳轴云台与旋转云台:两种不同的 5 轴设计
在评估五轴数控机床时,最根本的区别在于其机械设计。它们大多分为两类:耳轴式和旋转头配置。每种设计都有其独特的优势和潜在的局限性,具体取决于所加工零件的尺寸、形状和复杂程度。
耳轴 5 轴机床:为复杂零件提供紧凑动力
耳轴式五轴加工机在三轴加工中心上安装了一个旋转和倾斜工作台(通常称为 A/C 轴旋转工作台)。工件固定在工作台上,工作台通过倾斜和旋转实现多轴同步运动,而切削工具则保持静止不动。

耳轴式机床为复杂工件定位和五轴联动加工提供了一个刚性平台。
这种结构具有出色的刚性和机械杠杆作用,非常适合强力材料切除和高速轮廓加工。由于主轴方向不会改变,因此刀具路径更可预测,刀具寿命通常也可延长。刀具与工件之间的刚性连接可实现更严格的公差,尤其是在轮廓表面、薄壁或精细模具型腔上。
耳轴装置还可通过工件旋转实现出色的排屑效果,从而减少刀具负荷,提高表面光洁度。这些机床是航空航天、医疗和模具制造行业的主要设备,适用于复杂几何形状和公差要求苛刻的任何场合。
不过,这也有局限性。当耳轴工作台倾斜时,可用的加工范围会缩小,尤其是在 Z 轴上。这会限制较大零件的尺寸或方向。对于几何形状不规则的工件,夹具变得更加复杂,工件可能需要定制夹具或夹钳,以避免在倾斜旋转运动中发生碰撞。
对于加工精度要求较高的中小型零件的车间来说,耳轴式平台在性能和占地面积效率之间实现了极佳的平衡。
旋转头设计:更大的灵活性和工具可及性
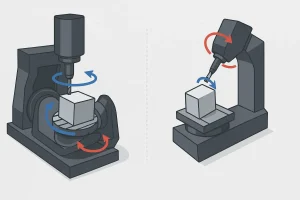
旋转头(或铰接头)五轴机床通过旋转切削主轴本身而不是倾斜工件来实现多轴运动。通常情况下,机头围绕 A 轴和 B 轴转动,使刀具几乎可以从任何角度接近工件。工件固定在静止的工作台上,从而简化了夹具设计,最大限度地提高了可用工作量。
这种设计非常适合加工高大或沉重的部件,尤其是在旋转此类部件不切实际或不安全的情况下。由于工件不会移动,因此出现间隙问题、工件变形或动态不平衡的风险较小。大型航空航天结构、发动机壳体和焊接组件经常受益于这种结构。
旋转头机床还能很好地加工深腔、底槽和复杂的三维表面。与加长刀柄或长立铣刀组合使用时,可使刀具 "深入 "工件,而无需使工件倾斜或移动。这在能源、汽车和模具等对内部特征要求极高的行业尤其有用。
尽管如此,与固定主轴系统相比,移动头设计通常会牺牲很小的刚性,尤其是在重切削或长距离操作时。刀具旋转产生的动态力可能会导致偏移或振动,必须通过刀具路径策略、进给速度优化或辅助刀具来加以控制。
对于需要在广泛的工件范围内实现最大灵活性的应用,或者工件夹持限制了工件移动的应用,旋转头机床提供了无与伦比的适应性。
耳轴系统与旋转云台系统的比较
耳轴式和旋转头 5 轴数控机床配置的并排视觉对比。
| 特点 | 耳轴式 | 旋转头 |
|---|---|---|
| 部分运动 | 在桌面上旋转/倾斜 | 固定部分 |
| 主轴刚性 | 高(固定头) | 中度(头部移动) |
| 适用于 | 中小型精密部件 | 大型或高/重型部件 |
| 夹具复杂性 | 中度至高度 | 简单 |
| 深腔通道 | 有限公司 | 优秀 |
| 设置灵活性 | 较低 | 更高 |
| 机器占地面积 | 紧凑型 | 通常较大 |
为工作流程选择正确的配置
如果您的业务以需要高速加工和稳定尺寸精度的紧凑型零件为中心,耳轴式装置可提供出色的加工效果。而摆动头机床则能更高效地加工较大、较重或几何形状复杂的零件。
您的决定应与您加工的主要零件类型以及车间可用的地面空间和夹具策略相一致。
总结和实际考虑
耳轴加工机具有出色的刚性和效率,适用于加工较小的工件,而旋转头系统则在需要灵活性和伸展性时大显身手。许多现代车间会根据生产需要选择其中一种,或同时投资两种设备,以获得更广泛的能力。
不确定什么适合您的工作流程? 联系我们的团队 在选择合适的五轴解决方案时,可获得专家指导。
如需全面了解五轴加工技术,包括其原理、优势和常见应用,我们建议您阅读我们的终极版《五轴加工技术》。 5 轴加工指南。


