SFM 在加工中的含义是什么?如何计算和使用
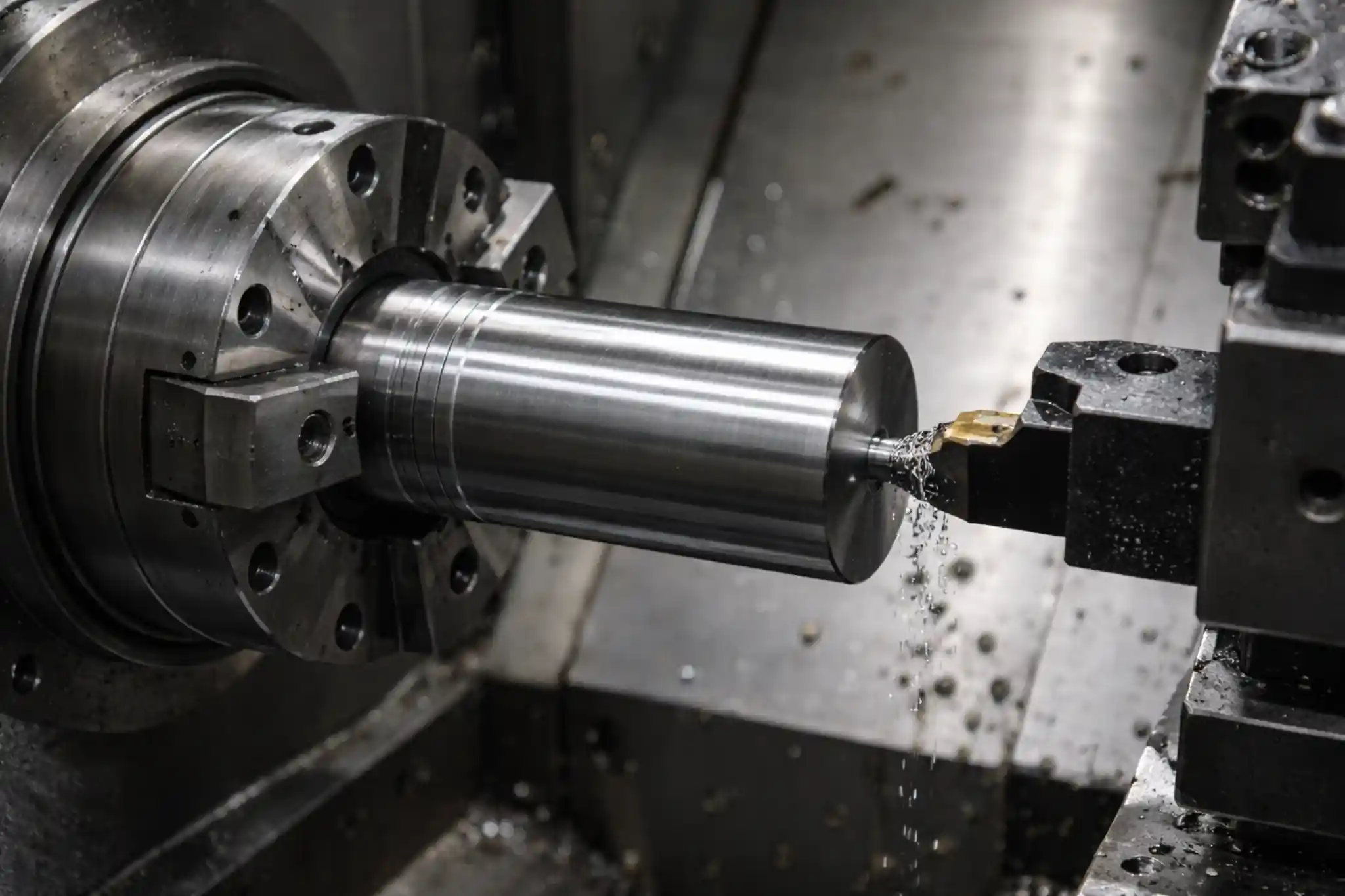
SFM (表面英尺/分钟)是用于测量切削速度的核心参数,也是设定加工条件时的重要参考。它不仅影响切削热和刀具寿命,还影响表面光洁度、排屑和整体加工效率。本文将解释 SFM 的基本概念、计算方法、与 RPM 的区别以及针对不同材料的推荐范围和常见设置错误。
阅读文章 SFM (表面英尺/分钟)是用于测量切削速度的核心参数,也是设定加工条件时的重要参考。它不仅影响切削热和刀具寿命,还影响表面光洁度、排屑和整体加工效率。本文将解释 SFM 的基本概念、计算方法、与 RPM 的区别以及针对不同材料的推荐范围和常见设置错误。
阅读文章
切削深度 (DOC) 直接影响材料去除率、切削力和尺寸稳定性。本文解释了如何使用简单的公式计算车削中的 DOC,并阐明了进给速度和 DOC 之间的机理差异--进给主要改变切屑厚度,而 DOC 则改变切屑横截面积。文章还概述了影响 DOC 选择的关键因素,包括材料、刀具刚性、可用主轴功率和冷却/排屑条件。
阅读文章
不同的镍合金系列在机加工中的表现大相径庭:商业纯镍更容易产生粘附和积边,蒙乃尔经常产生长而粗大的切屑,铬镍铁合金通常会出现缺口磨损和不稳定的刀具寿命,而哈氏合金对热量管理更为敏感。本文按合金系列分析了典型问题和车间症状,并概述了在满足公差和表面光洁度要求的同时提高稳定性的实用工艺控制。
阅读文章
沉孔是工程设计中一个常见但又容易被忽视的细节。它直接影响紧固件与工件表面之间的平齐度,以及装配可靠性和操作安全性。本文系统回顾了沉孔的几何形状、标准尺寸、加工步骤和典型应用场景,并结合常见错误和修复方法,帮助工程师在设计和加工沉孔时做出更可靠的选择。
阅读文章

黑色阳极氧化铝是一种广泛应用于数控加工零件的表面处理工艺,它将受控氧化铝层与黑色染料和密封结合在一起,以提高耐用性和外观。本文解释了黑色阳极氧化的工作原理,概述了其在耐磨性、防腐蚀、热辐射和光吸收方面的主要优点,并阐明了与紫外线照射、化学稳定性、温度和电绝缘有关的重要限制。报告还讨论了合适的铝合金、加工材料和关键的设计考虑因素,如尺寸增长、公差控制和批量颜色一致性。书中还提供了典型应用以及与黑色粉末涂层的比较,以帮助工程师为其部件选择合适的表面处理工艺。
阅读文章
角铣是一种专门的铣削方法,在这种方法中,刀具以与工件表面成非正交角度的方式进行切削,从而实现精确的倾斜平面、燕尾导轨、拔模角和其他功能性几何形状。文章解释了设计师使用角铣的原因,如何通过工件倾斜、主轴倾斜或成型铣刀来执行角铣,以及角铣刀的类型。文章还回顾了适合的材料、在机床、模具和航空航天零件中的典型应用,以及与传统铣削相比的主要优势和局限性。
阅读文章
本文系统分析了现代螺纹加工的核心逻辑和实用标准。从螺距和螺距直径等关键参数的精确控制,到主流工艺(包括车削、铣削和攻丝)之间的战略权衡,它全面涵盖了从研发设计到车间生产的技术要点。通过将优化加工策略与制造设计 (DFM) 原则相结合,本指南旨在提高螺纹连接在复杂工作条件下的可靠性和制造效率。
阅读文章
