
电镀是一种受控的表面处理工艺,利用电流在零件表面沉积一层薄薄的金属涂层。它能增强耐腐蚀性、硬度、导电性和外观,同时保持尺寸精度。本文将逐步解释什么是电镀、何时使用电镀以及电镀工艺的工作原理。文章还详细介绍了主要的电镀类型--直流电镀、脉冲电镀、无电解电镀和机械电镀方法,以及适合的材料、主要优势和在汽车、航空航天和精密制造领域的工业应用。
阅读文章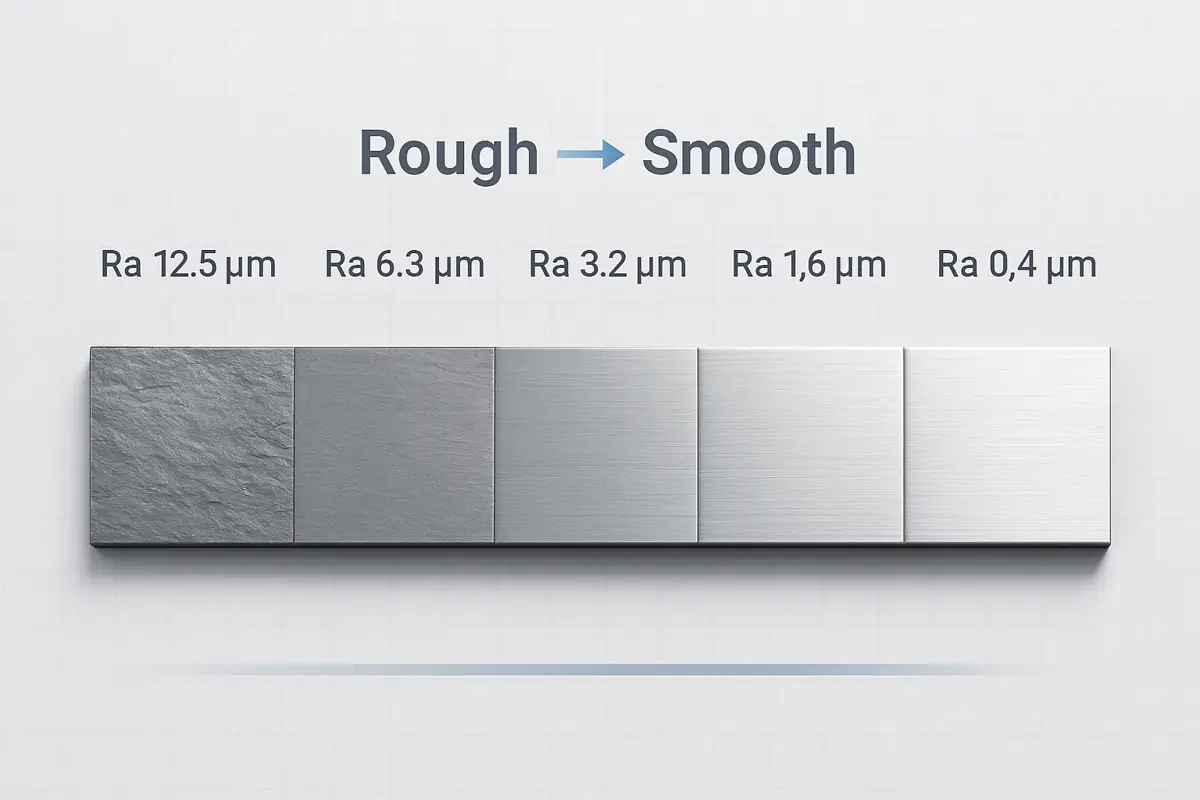
表面光洁度是指数控加工后留下的精细纹理,直接影响零件的质量、耐磨性和配合。 本文将解释什么是表面光洁度、如何测量表面光洁度(Ra、Rz、RMS)以及不同的粗糙度等级对功能和成本的影响。
阅读文章
在指定用于数控加工的黄铜时,工程师必须在 H59 和 H62 这两种广泛使用的中国牌号(GB/T 5231)之间做出选择。这种选择对加工性、耐腐蚀性和成本都有很大影响。由于铅含量和合金添加量的变化,直接的 "国际等同物 "并不可靠,因此本指南提供了以工程为重点的基本比较,帮助您根据成分、切屑形成和应用需求指定正确的材料。
阅读文章
铜是一种基本的工业金属,以其出色的导电性、导热性、耐腐蚀性和可加工性而著称。本指南将解释什么是铜、铜的成分和特性、铜的生产方式、主要类型和合金,以及为什么铜仍然是精密加工和现代制造业的必需品。
阅读文章
不锈钢是一种铬基合金,以其卓越的耐腐蚀性、强度和多功能性而著称。它通过受控熔炼和精炼生产,具有出色的机械和物理特性,是工业、建筑、医疗和日常应用的必备材料。
阅读文章
黄铜(铜锌合金)因其成本低和出色的可加工性而备受青睐,是一般零件和装饰件的理想材料。其主要缺点是强度和耐腐蚀性较低。青铜(铜锡)因其强度、硬度和耐久性较高而被选用,特别是在船舶和重负荷应用(轴承、齿轮)中,尽管其价格要高得多,也更难制造。
阅读文章
激光切割是一种高精度制造工艺,使用聚焦的激光束沿确定的路径熔化或汽化材料。它在金属和非金属方面都能提供卓越的精度、边缘质量和加工速度,是现代板材制造和部件生产最有效的方法之一。
阅读文章
钛具有最高的强度-重量比和耐腐蚀性,但由于导热性低、化学反应性差、模量低,导致热量、磨损和颤振,因此加工性能较差。稳定的配方是低切削速度(Ti-6Al-4V 粗加工 ≈ 40-60 m/min)、高进给量以产生厚切屑,加上高压通冷剂(70-100 巴)、刚性工件夹具和 PVD 涂层细粒度硬质合金。使用低径向/高轴向啮合和恒定啮合 HEM 刀具路径,可实现可预测的刀具寿命、严格的公差和清洁的表面处理。
阅读文章
铜加工是对纯铜和合金进行精密数控加工,以生产高导电性和热效率部件。通过优化工具和参数,可实现电气、热传导和真空部件的严格公差和 Ra 1.6 µm 的光滑表面。
阅读文章