

在以下领域 在精密加工中,滚花是一种超越简单切削的特殊工艺。它是一种关键的表面精加工技术,用于在旋转的金属工件上形成复杂的纹理图案。这些图案主要用于 增强抓地力,提供防滑功能或为功能部件创造独特的表面纹理。滚花常见于工具手柄、控制旋钮和专用紧固件等关键机械部件上,在平衡功能和美观方面发挥着重要作用。
滚花是一种 表面成型工艺.其核心原则是 滚筒压力 旋转的圆柱形工件,迫使材料表面发生塑性变形,从而形成均匀、重复的纹理。
克奴林属于 机械变形加工.与铣削或车削不同,它通常不去除材料。相反,它通过金属的塑性流动形成凸起的脊和槽。滚花加工通常在 车床,进给速度和主轴速度自动同步,确保整个表面的图案高度一致和精确。
滚花工艺完全依靠同步运动和精心控制的压力。当工件以较高但稳定的速度旋转时 然后,将硬化钢滚花辊送入工件表面。滚轮的压力必须足以超过工件材料的屈服强度,迫使金属流向所需的纹理。
滚花图案的成功形成主要取决于 刀具进给比与主轴转速同步.如果刀具间距没有与每转进给量精确对齐,滚筒就会偏离轨道,从而导致严重的、通常无法恢复的缺陷,即所谓的 "畸形"。 "双重追踪" 精度 设置是管理这种高风险同步的唯一可靠方法,可确保材料在整个零件上干净利落地重新分配。
根据滚花加工的方式、使用的成型方法以及所产生图案的几何形状,滚花加工可分为几种类型。了解这些区别有助于工程师根据预期功能、表面质量和生产效率选择正确的设置。
滚花加工可以在传统车床上手动进行,也可以在铣床上自动进行。 机器 在对表面质量、精度和周期时间要求较高的生产运行中,滚花技术是目前的首选。 .
一旦确定了操作类型,接下来要考虑的就是如何通过塑性变形或轻微切割来形成图案。
: , .
滚筒的几何形状决定了成品表面的纹理风格和机械性能。

常见滚花模式:直线、菱形和螺旋形。
-
:由平行轴线组成。用于部件必须线性滑动或对齐的地方。
-
:最常见的模式,提供出色的 多向握把是把手和旋钮的理想选择。
-
:斜纹:用于装饰或传递扭矩的斜纹。
选择正确的材料与选择正确的滚花工具或工艺同样重要。不同的金属在滚压成形的高压下会产生不同的反应。
滚花的性能和一致性在很大程度上取决于材料的延展性--金属在不开裂的情况下发生塑性变形的能力。
铝、黄铜和低碳钢 是成型滚花的理想材料。这些金属在压力作用下会平滑变形,产生清晰、均匀的纹理。
不锈钢和钛 要求 切割滚花 并认真控制 和进给量。充分的润滑和严格的工具设置对避免以下情况至关重要 工具喋喋不休 或过早磨损。
铸铁 和其他脆性合金 切忌.它们的延展性较低,在滚花压力下极易出现表面开裂,导致零件失效。
滚花的优点和局限性
优势
-
增强握力: 滚花最实用的原因是提供安全、防滑的操作,尤其是手动或调整部件。
-
快速流程: 与铣削纹理图案相比,滚花加工速度更快,刀具磨损也最小。
-
美学价值: 为许多机械设计增添了工业化、高精度的外观,并可作为品牌标识。
-
无材料浪费: 由于成型滚花是移位而不是去除材料,因此可最大限度地减少切屑的产生。
局限性
-
尺寸增长: 材料外流会增加部件的直径(通常为 +0.2 - 0.4 毫米),这必须在设计中加以补偿。
-
不适用于脆性金属: 铸铁和类似合金在高压下可能会开裂。
-
需要完美的设置: 即使是轻微的进给/间距不匹配也会导致重复跟踪,从而破坏零件。
-
仅限于圆柱几何体: 滚花最适用于圆形零件;非圆形表面通常需要铣削或纹理加工。
只有在设计需要增强表面互动、触觉控制或扭矩传递时,才可使用滚花。 这不是一种美学上的后发制人,而是一种深思熟虑的功能规范。 工程师通常在以下情况下指定使用滚花:
-
:必须用手操作的部件(如医疗器械旋钮、拇指螺钉)。滚花可确保牢固的防滑抓握,这在油污或高温环境中是不可或缺的。
-
:当两个部件之间需要传递扭矩时,无需依赖复杂的紧固件。设计合理的滚花接口可形成坚固的机械联锁。
-
:明显增加摩擦力 紧贴 和过盈组件,防止配合材料之间的旋转或滑动(如金属压入塑料)。
-
:适用于可视部件,其纹理传达出精密、品质和工艺,如高端电子表盘。
滚花在增强多个制造领域的功能性和视觉设计方面发挥着重要作用。

滚花手柄、旋钮和调节部件的工业范例。
其应用一般可分为三类:
-
:在工具手柄、调节旋钮、医疗或实验室设备上形成防滑表面。
-
:用于控制面板等可见部件,提供优质触感。
-
:用于压配部件,以增加摩擦力并提供机械联锁。
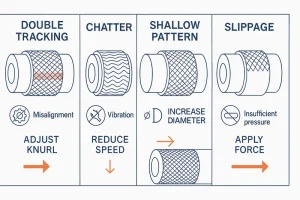
常见的滚花缺陷及修复方法。
经验丰富的机械师都知道,滚花加工是一项严苛的工艺,微小的设置误差就会导致直接的视觉缺陷。要解决这些问题,就必须具备敏锐的机械洞察力:
滚花加工过程中的塑性变形不可避免地会影响零件的最终尺寸,这是设计阶段必须考虑的一个关键因素。
滚花通常会使零件外径增大约 至 .这种增加是由于移位的材料被迫向外移动。
设计工程师必须 预估并相应减少 工件的初始直径,以补偿滚花造成的尺寸增长,确保最终尺寸在规定的公差范围内。
强烈建议 倒角 滚花开始和结束的边缘。这样可以防止毛刺,确保图案的起点和终点干净利落,避免边缘错位。
"(《世界人权宣言》) 滚花面积、图案类型和间距 必须在技术图纸上清楚标明,以指导 编程器进行精确操作。
Q1. ?
A: . , .
Q2. ?
A: () , . () , , .
Q3. ?
A: . . , .
Q4. ?
A: . , . . .
Q5. ?
A: , , . , “” .
滚花是现代精密制造中不可或缺的一项技术,它通过平衡功能性能和美学要求,提供了超越表面纹理的价值。通过精心选择正确的图案类型、工具设置以及根据材料调整参数,制造商可以在零件设计中实现卓越的抓握力、耐用性和视觉平衡。
在 我们专门从事精密车削和高级表面精加工,包括为工业和装饰应用提供细致的滚花服务。
如果您的下一个项目需要精确的纹理控制和一致的质量,请联系我们的工程团队,讨论您的规格要求,或立即索取免费报价。


