

不锈钢表面钝化 是实现长期耐腐蚀性和保持部件可靠性的关键。在机加工或焊接后,这种受控化学工艺可恢复合金的天然保护性能。在加工和清洗过程中,残留的游离铁或污染物会破坏氧化层,导致生锈或点蚀。
本指南解释了什么是不锈钢钝化、为什么需要钝化、钝化过程如何进行、主要钝化方法和标准、验证和安全实践,以及常见工程问题的答案。
什么是不锈钢钝化
"(《世界人权宣言》) 不锈钢钝化工艺 是一种受控化学处理方法,可去除表面游离铁和污染物,同时促进形成致密、稳定的氧化铬层,从而大大提高耐腐蚀性。
与涂层或电镀不同,不锈钢钝化不会增加任何材料层,而是恢复金属本身的被动状态,对尺寸或机械性能几乎没有影响。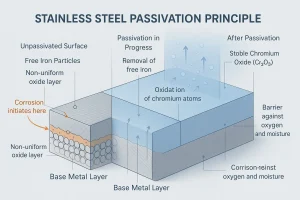
不锈钢钝化简史
20 世纪初,工程师们观察到不锈钢会自然形成一层薄薄的铬氧化膜,从而防止生锈,钝化的概念首次被人们认识。1913 年,冶金学家 Harry Brearley 发现的不锈钢证实了这种自我保护特性。
到 20 世纪 30 年代,人们开始使用硝酸进行化学处理,以恢复和增强机加工或焊接后的钝化层。这些方法后来发展成为现代标准,如 ASTM A967 和 AMS 2700,它们继续定义着当今的不锈钢钝化实践。
为什么要对不锈钢进行钝化处理
钝化处理 广泛应用于精密制造领域,以确保可靠的腐蚀性能和更长的使用寿命。
-
提高耐腐蚀性:形成致密的氧化铬层,可防潮、防盐和防普通化学品。
-
清除生产残留物:消除游离铁、抛光剂和可能导致生锈的氧化物。
-
更清洁卫生:产生更清洁、更均匀的表面,适用于食品、制药和医疗用途。
-
降低维护成本:最大限度地减少停机时间和更换次数,提高整个生命周期的经济性。
-
焊接维修:去除受热区域的色斑,恢复一致的外观。
有效的不锈钢钝化可防止过早腐蚀,并确保表面质量的一致性。
如何进行不锈钢钝化处理
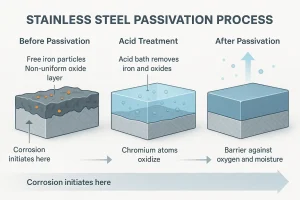
"(《世界人权宣言》) 不锈钢钝化工艺 一般包括 清洗和脱脂 → 酸洗/钝化反应 → 多次冲洗 → 干燥和氧化膜再生或检查.
每个步骤都会直接影响钝化膜的质量、一致性和长期耐腐蚀性。
1.清洁和脱脂
使用碱性或中性清洁剂,在 40-60 °C 下清洗 5-15 分钟,以去除加工或抛光过程中残留的油、油脂和冷却液。
冲洗后,表面应通过 断水试验 - 连续的水膜表示完全清洁,而水滴则表示有油或表面活性剂残留。
不充分的清洁可能会在钝化过程的后期导致黑斑或不均匀氧化膜的形成。
2.酸洗和钝化
将部件浸入硝酸(20-50 %)或柠檬酸(4-10 %)溶液中,以溶解表面铁并促进铬富集。
硝酸具有很强的活化能力,但需要排烟和废物中和;柠檬酸更安全,是 304 / 316 等级的理想选择。
必须小心控制时间和温度--处理不足会留下游离铁,而处理过度则会使表面变暗或造成点蚀。
典型参数:硝酸体系 20-50 °C(20-30 分钟),柠檬体系 50-65 °C(10-40 分钟)。
3.多级漂洗
用去离子水冲洗部件三到四次,以去除残留的酸和盐。
高纯度组件通常需要进行最后的热 DI 冲洗(60-80 °C),以防止氯化物污染。
电导率应保持在 50 µS/cm 以下,以确认所有活性离子在干燥前都已去除。
4.干燥和薄膜形成
用过滤的热空气或在低于 80 °C 的洁净烘箱中烘干部件,以避免氧化痕迹。
在干燥过程中 氧化铬层 在与氧气接触时会自然转化--在几分钟内,被动保护膜就会稳定下来,并提供全面的耐腐蚀性。
检查应确认表面均匀、无污渍,可以进行测试或组装。
常见的钝化方法
不同 钝化方法 可用于不锈钢表面。每种产品都具有不同程度的效果、环境影响以及对特定等级或行业的适用性。
| 方法 | 化学系统 | 主要功能和应用 |
|---|---|---|
| 硝酸钝化 | hno₃ (20-50 %) | 传统的强力除铁;需要烟尘控制和中和。 |
| 柠檬酸钝化 | C₆H₈O₇ (4-10 %) | 更安全、更环保;是 304/316 和卫生行业的理想选择。 |
| 硝酸 + 重铬酸钠 | HNO₃ + Na₂Cr₂O₇ | 强度高,但含有铬⁺⁺;由于有毒,正在逐步淘汰。 |
| 电抛光(带钝化) | H₃PO₄ + H₂SO₄ 混合物 | 可去除微峰,形成优质氧化层;用于镜面或高纯度零件。 |
钝化方法的选择取决于合金等级、表面光洁度以及符合 ASTM A967 或 AMS 2700 等标准的环境法规。
钝化的主要优点

钥匙 不锈钢钝化的优点 包括改善腐蚀性能和延长使用寿命:
-
增强耐腐蚀性 防止点蚀和缝隙侵蚀。
-
恢复内在性能 去除嵌入的颗粒和游离铁。
-
使用寿命更长,成本更低 减少维护和停机时间。
-
改善表面外观和清洁度而且更容易消毒。
-
焊缝区修复消除热色调和褪色。
钝化标准
国际钝化标准 确定化学解决方案、工艺参数和验证方法,以确保不锈钢部件具有一致的耐腐蚀性。
| 标准 | 范围和说明 | 典型应用 |
|---|---|---|
| ASTM A967 | 定义硝酸和柠檬酸浓度、温度、持续时间和验收测试;取代 QQ-P-35。 | 普通机加工零件、紧固件 |
| AMS 2700 | 强调化学控制和腐蚀测试的航空航天规范。 | 航空航天和国防部件 |
| ASTM A380 | 不锈钢清洗、除锈和钝化通用指南。 | 工业设备和管道 |
| ASTM B912 | 认识到电抛光是一种有效的钝化工艺。 | 医疗、半导体、卫生部件 |
验证和测试
钝化质量验证 确保氧化层的充分发展和耐腐蚀性。
常见的验证程序包括
-
断水试验 - 观察水是否形成连续的膜;断裂或水滴表明受到污染或膜不完整。
-
硫酸铜测试 - 浸入 CuSO₄ 溶液中;铜沉积表明存在游离铁和钝化不足。
-
盐雾试验 - 暴露于受控盐雾中,以评估保护性能;持续时间取决于标准。
-
湿度或浸泡测试 - 模拟冷凝或长期暴露;检查是否生锈、有污渍或变色。
如果测试失败,常见原因包括预清洁不充分、酸处理不均匀、漂洗不彻底或干燥不彻底。
如果不对不锈钢进行钝化处理,残留的游离铁会在潮湿或富含氯化物的环境中迅速氧化,产生锈斑并缩短使用寿命。
安全预防措施
不锈钢钝化操作的安全性 这对工人和设备的使用寿命都至关重要。
-
个人保护:使用耐酸手套、护目镜或面罩和围裙。
-
通风:操作硝化系统时要有效排烟。
-
化学控制:保持适当的浓度、温度和持续时间,以防止过蚀或变色。
-
避免混合材料:请勿在同一槽中加工不同等级的不锈钢。
-
彻底冲洗:多级去离子水冲洗,防止酸性或氯化物残留。
-
废物处理:按照规定中和并处理废液。
严格遵守安全准则可确保获得稳定、可重复的钝化结果。
常见问题
问题 1 不锈钢是否总是需要进行钝化处理?
强烈建议用于食品、医疗、海洋和氯化物环境;可选用于温和的室内环境。
问题 2 我应该选择哪种酸--柠檬酸还是硝酸?
柠檬酸更安全、更环保;硝酸除铁效果更好,但需要更严格的废物控制。
问题 3 钝化处理会改变尺寸或颜色吗?
它几乎不会导致尺寸变化;表面看起来会稍微明亮和干净一些。
问题 4 钝化膜的使用寿命有多长?
它在正常使用情况下保持稳定;对于氯化物或高湿度环境中的部件,建议定期检查。
问题 5 钝化与电抛光有何不同?
钝化可通过化学方法去除游离铁并改造氧化层,而电抛光可使表面光滑,同时形成更高级的钝化膜。
结论
适当 不锈钢钝化 大大提高了耐腐蚀性、外观和清洁度,同时降低了整个生命周期的成本。
后续行动 ASTM A967 或 AMS 2700 并进行断水、硫酸铜或盐雾测试,以确保质量的一致性和可重复性。
准备好开始您的钝化项目了吗? 上传图纸 我们的工程团队将提供优化的钝化工艺和报价。


