
电解抛光是一种先进的金属表面处理技术,在现代精密制造中发挥着至关重要的作用。
通过电化学工艺去除一层受控材料,工程师可以获得清洁、光滑和高度耐腐蚀的表面,从而满足关键行业的要求。
下文将解释什么是电抛光、电抛光的工作原理、电抛光最适合哪些材料、何时使用电抛光以及为什么电抛光仍然是高精度部件最有效的精加工方法之一。
什么是电解抛光
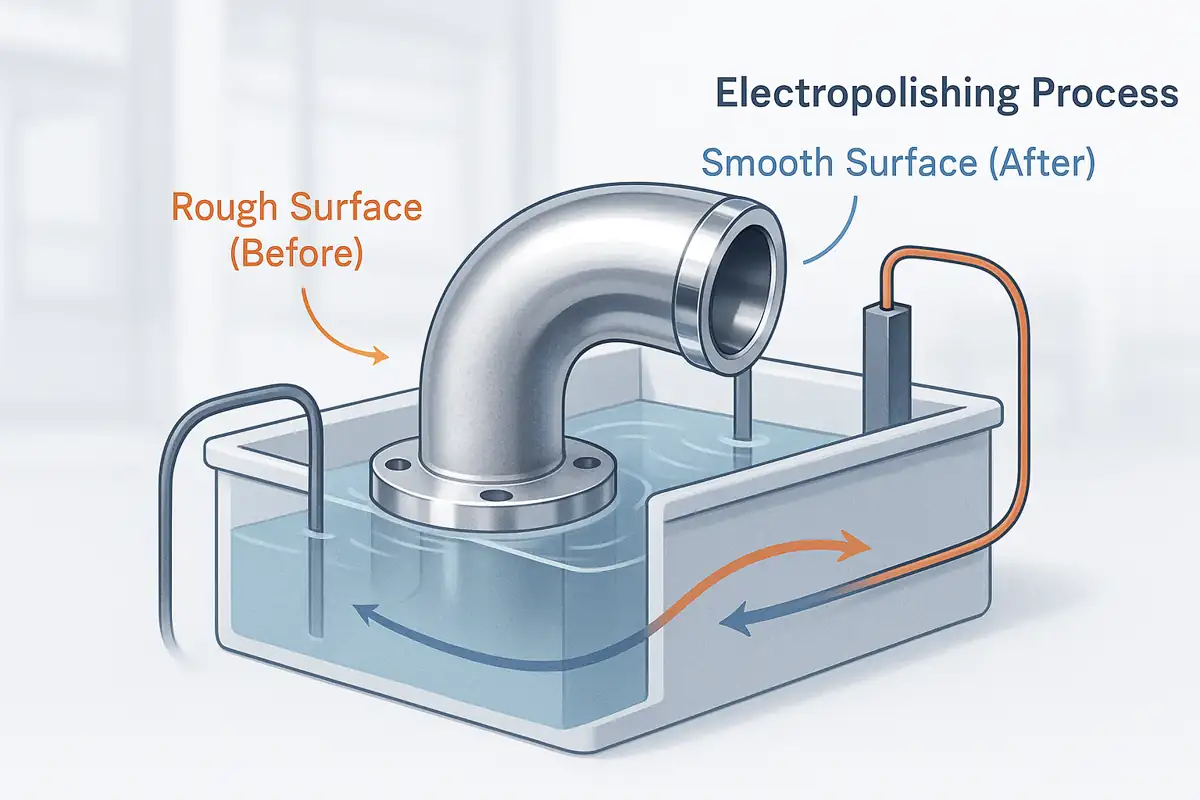
电解抛光是一种精密的表面处理工艺,利用电化学溶解作用去除金属零件上的微小粗糙度。
将零件作为阳极放入直流电解池中,通过控制电压使金属离子优先溶解表面峰值,从而获得光亮平滑的表面效果。
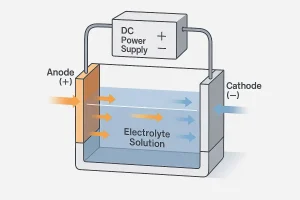
电解抛光过程示意图,显示电流如何通过电解质溶液从阳极流向阴极。
与机械抛光不同,电抛光不依赖于磨料接触,这意味着它在提高耐腐蚀性和反射率的同时,还能保持尺寸精度。
它通常用于不锈钢、钛和镍合金等需要极佳清洁度和美观度的应用领域。
电解抛光工艺的工作原理
电解抛光在电解槽中进行,工件作为阳极(+),不锈钢板或铅板作为阴极(-)。
两个电极都浸入磷酸和硫酸的混合物中。
当直流电通过镀槽时,金属表面的高点比低点溶解得更快,从而形成平整的镜面效果和稳定的被动层。
流程步骤
- 预清洁 - 去除油、氧化物和表面污染物。
- 电解抛光 - 在 10-30 A/dm² 的电流密度下,将部件浸入 50-80 °C 的电解液中。
- 冲洗和中和 - 清除残留的电解质和溶解离子。
- 干燥和检查 - 检查亮度和表面处理的一致性。
适合电解抛光的材料
电解抛光可用于大多数导电金属,但使用最广泛的仍然是不锈钢。
| 材料 | 推荐 | 说明 |
|---|---|---|
| 304 / 316L 不锈钢 | 是 | 生产出光亮的钝化表面,Ra 降低到 0.1 µm。 |
| 钛和钛合金 | 是 | 适用于需要生物相容性的医疗和航空航天部件。 |
| 铜和黄铜 | 有限公司 | 需要改良电解质以防止过度溶解。 |
| 铝/镁 | 没有 | 反应性强,不适合用于普通酸浴。 |
何时使用电解抛光
当部件必须达到高度光滑、清洁和耐腐蚀的表面效果时,尤其是当机械抛光不可行或可能影响公差时,电抛光是首选。
典型情况包括
- 去除 CNC 加工后的微小毛刺和刀痕。
- 增强不锈钢和钛部件的耐腐蚀性。
- 无需机械磨光,即可获得光亮、反光的表面效果。
- 加工复杂的内部几何形状或空心零件。
- 在钝化、涂层或真空密封前对表面进行预处理。
电解抛光的优势
- 实现 Ra 0.05-0.2 µm 的卓越表面光滑度。
- 通过形成稳定的被动氧化层提高耐腐蚀性。
- 去除尖锐边缘和细小毛刺,不会使零件变形。
- 减少残余应力和表面污染。
- 确保医疗、食品或真空级部件的高度清洁。
局限性
- 仅适用于导电材料。
- 由于电解质呈酸性,需要控制处理。
- 在深孔或封闭的洞穴中效果较差。
- 加工成本高于基本机械抛光。
与钝化的比较
虽然电解抛光和钝化都能提高耐腐蚀性,但它们的机理和效果却各不相同。
| 方面 | 电解抛光 | 钝化 |
|---|---|---|
| 原则 | 通过阳极溶解去除表面峰。 | 通过化学反应形成一层氧化物薄膜。 |
| 表面外观 | 明亮而反光。 | 哑光灰色。 |
| 材料范围 | 不锈钢、钛、镍合金。 | 主要是不锈钢。 |
| 材料清除 | 5-40 µm 受控去除。 | 不清除材料。 |
| 费用 | 略高。 | 较低。 |
当需要高反射率和超光滑表面时,应选择电解抛光,而钝化则适用于一般的防腐蚀保护。
电解抛光的应用
- 医疗和制药设备: 实现无菌、生物兼容的表面。
- 航空航天组件: 提高疲劳强度和密封性能。
- 食品和饮料机械: 符合卫生级表面标准(Ra ≤ 0.4 µm)。
- 真空和光学元件: 减少放气和污染。
- 半导体设备: 为高纯度环境提供超洁净表面。
结论
电解抛光可实现精确的表面强化,兼具光滑度、耐腐蚀性和清洁度。
从航空航天、医疗设备到半导体制造,它为要求完美表面质量的行业提供支持。
向我们的工程团队索取报价 了解电抛光如何改善您下一个项目的性能和外观。


