Im Bereich der technischen Fertigung und des Produktdesigns wirkt sich die Ebenheit der Oberfläche nicht nur auf die Ästhetik, sondern auch auf die Montagegenauigkeit und die Betriebssicherheit aus. Eine Senkbohrung ist eine grundlegende und kritische Art der Bohrungsbearbeitung, deren Hauptwert darin liegt, eine nahtlose Integration zwischen Befestigungselementen und der Werkstückoberfläche zu erreichen.
Die Beherrschung der Prozessspezifikationen und Anwendungstechniken des Senkens ist eine wesentliche Grundlage für jeden Ingenieur, um sicherzustellen, dass die Produkte den Industrienormen entsprechen. Dieser technische Leitfaden bietet einen umfassenden Überblick über Senkbohrungen, von Definitionen und Konstruktionsschritten bis hin zur allgemeinen Fehlersuche.
Was ist eine Versenkungsbohrung?
Eine Senkbohrung ist eine konische Erweiterung, die an der Öffnung einer vorhandenen zylindrischen Bohrung in einem Werkstück angebracht wird. Ihr Hauptzweck besteht darin, einen versenkten Raum für Senkkopfschrauben (Flachkopfschrauben) zu schaffen, so dass der Schraubenkopf nach dem Anziehen bündig oder leicht unterhalb der Oberfläche des Werkstücks sitzt.
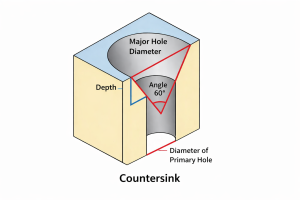
Geometrisch gesehen besteht eine Standard-Senkbohrung aus zwei Teilen: einer zylindrischen Vorbohrung im unteren Bereich und einer konischen Aussparung im oberen Bereich. Diese Struktur verbessert nicht nur die Sauberkeit des Äußeren, sondern verhindert auch, dass hervorstehende Schraubenköpfe an Gegenständen hängenbleiben oder Kratzer verursachen, was besonders bei engen Montageplätzen wichtig ist.
Wie man ein Senkungsloch bohrt
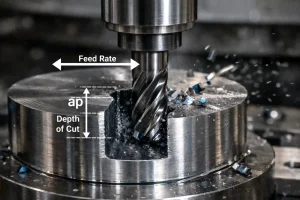
Die Bearbeitung eines Senkungslochs ist keine einfache Vergrößerung des Lochdurchmessers, sondern ein professioneller Schneidprozess, der eine präzise Kontrolle über Tiefe und Winkel erfordert. Um sicherzustellen, dass das Loch flach ist und perfekt zur Schraube passt, empfiehlt es sich, die folgenden standardisierten Schritte zu befolgen:
Bohren eines Pilotlochs
Vor der Bearbeitung des Senkers muss ein Pilotloch gebohrt werden. Der Durchmesser des Vorbohrlochs sollte etwas größer sein als der Gewindenenndurchmesser der Schraube, in der Regel 0,2 bis 0,5 mm. Es ist unbedingt darauf zu achten, dass das Vorbohrloch senkrecht zur Oberfläche steht; wenn das Vorbohrloch schief ist, wird auch der nachfolgende Senker schief sein, so dass der Schraubenkopf nicht bündig sitzt.
Auswählen und Installieren des Senkers
Wählen Sie einen Senkbohrer, der zu den Schraubenspezifikationen und dem erforderlichen Winkel, z. B. 90 Grad, passt. Prüfen Sie beim Einsetzen des Bits in eine Bohrmaschine oder Handbohrmaschine immer den Rundlauf, um eine ungleichmäßige oder polygonale Lochform durch eine außermittige Achse zu vermeiden.
Einstellen der Tiefenbegrenzung
Für die Präzisionsbearbeitung oder die Massenproduktion empfiehlt es sich, einen Tiefenanschlag an der Bohrmaschine oder am Bohrer zu installieren. Wenn ein Tiefenanschlag nicht verfügbar ist, führen Sie zunächst einen Testschnitt an Abfallmaterial durch. Messen Sie die Tiefe, die erforderlich ist, damit die Schraube perfekt bündig sitzt, und markieren Sie die Vorschubskala, um die Konsistenz über mehrere Bohrungen hinweg sicherzustellen.
Beginn des Bohrens und der Späneentsorgung
Starten Sie den Bohrer und beginnen Sie mit einer niedrigen Drehzahl zu bohren. Befolgen Sie das Prinzip des Kurzhubvorschubs, bei dem Sie bis zu einer bestimmten Tiefe bohren und dann den Bohrer leicht anheben. Dadurch wird die konische Oberfläche von Ablagerungen befreit und verhindert, dass Späne die Lochwand zerkratzen oder Rattermarken verursachen.
Inspektion und Feinabstimmung
Nach Erreichen der Zieltiefe stoppen Sie die Maschine und setzen eine Schraube in das Loch ein, um einen Probesitz durchzuführen. Idealerweise sollte der Schraubenkopf ca. 0,1 mm unter der Oberfläche sitzen, um die Dicke der nachfolgenden Beschichtung oder Farbe zu berücksichtigen. Wenn die Tiefe nicht ausreicht, starten Sie den Bohrer erneut und vertiefen Sie den Schnitt etwas.
Arten von Senkbohrungen
Das geometrische Profil eines Senkers muss genau auf den Konus des Befestigungselements abgestimmt sein, um eine gleichmäßige Lastverteilung zu gewährleisten. Abhängig von der Form des Schraubenkopfes und den geltenden technischen Normen gibt es verschiedene Arten von Senkbohrungen:
Klassifizierung nach Befestigungsnorm und Winkel
-
90°-Senker: Der universelle Standard für metrische Verbindungselemente.
-
82° Senkung: Die typische Spezifikation für zöllige (Unified Thread Standard) Verbindungselemente.
-
Spezielle Anwendungswinkel: Je nach den spezifischen technischen Anforderungen werden auch Winkel wie 60°, 100°, 110° und 120° verwendet.
Klassifizierung nach technischer Funktionsform
-
Flachkopf-Senker: Die am weitesten verbreitete Form, die eine konische Aussparung mit einer flachen Oberseite aufweist. Der eingeschlossene Winkel beträgt typischerweise 82° für handelsübliche Beschläge (vor allem in der Holzbearbeitung) und oft 100° für Niet- oder spezielle Luftfahrtbeschlagsanwendungen.
-
Ovalkopf-Senker: Speziell für Linsenkopfschrauben mit leicht konvexer und glatter Oberfläche entwickelt. Der mitgelieferte Winkel beträgt typischerweise 100° und wird häufig bei industriellen Konstruktionen wie Leisten und Verkleidungen verwendet, bei denen sowohl die Befestigung als auch die Ästhetik wichtig sind.
-
Rundkopf-Senker: Dieser Typ ist zwar weniger gebräuchlich, lässt sich aber gut mit Rundkopfschrauben kombinieren. Er wird typischerweise in speziellen Fällen verwendet, in denen ein hervorstehender, dekorativer Schraubenkopf als Designmerkmal gewünscht wird, oder bei der Installation von Flachprofil-Befestigungselementen auf Beschlägen, die von Haus aus keine Senkbohrungen aufweisen.
Abmessungen der Senkbohrungen
In technischen Zeichnungen müssen die Maßangaben genau eingehalten werden, um die Passgenauigkeit zu gewährleisten. Nachstehend finden Sie eine Referenztabelle für gängige Senkungsabmessungen auf der Grundlage von ISO-Normen:
Senkbohrungstabelle für Flachkopfbefestigungen (ISO)
Alle Maße sind in Millimetern angegeben, mit Ausnahme des Senkungswinkels.
Datenquelle: Die Bibel der Ingenieure - ISO-Senkdaten
| Größe des Befestigungselements (Gewinde) | Durchmesser der Pilotbohrung (Close Fit H12) | Durchmesser der Vorbohrung (normale Passung H13) | Durchmesser der Vorbohrung (Lose Passung H14) | Senkungsdurchmesser | Senkungswinkel (°) |
| M3 | 3.2 | 3.4 | 3.6 | 6.94 | 90 |
| M3.5 | 3.7 | 3.9 | 4.2 | 8.96 | 90 |
| M4 | 4.3 | 4.5 | 4.8 | 9.18 | 90 |
| M5 | 5.3 | 5.5 | 5.8 | 11.47 | 90 |
| M6 | 6.4 | 6.6 | 7 | 13.71 | 90 |
| M8 | 8.4 | 9 | 10 | 18.25 | 90 |
| M10 | 10.5 | 11 | 12 | 22.73 | 90 |
| M12 | 13 | 13.5 | 14.5 | 27.21 | 90 |
| M16 | 17 | 17.5 | 18.5 | 33.99 | 90 |
| M20 | 21 | 22 | 24 | 40.71 | 90 |
Größentabelle für Senkbohrungen für 82-Grad-Maschinenbefestigungen (ANSI-Zoll)
Alle Maße sind in Zoll angegeben, mit Ausnahme des Senkungswinkels.
Datenquelle: Die Bibel der Ingenieure - ANSI 82° Senkkopfdaten
| Größe des Befestigungselements (Gewinde) | Durchmesser der Pilotbohrung (Close Fit) | Vorbohrungsdurchmesser (normale Passung) | Vorbohrungsdurchmesser (loser Sitz) | Senkungsdurchmesser | Senkungswinkel |
| #0 | 1/15 | 6/79 | 3/32 | 5/42 | 82 |
| #1 | 3/37 | 4/45 | 8/77 | 13/89 | 82 |
| #2 | 3/32 | 7/69 | 7/62 | 16/93 | 82 |
| #3 | 5/47 | 8/69 | 9/70 | 1/5 | 82 |
| #4 | 3/25 | 9/70 | 14/97 | 9/40 | 82 |
| #5 | 9/64 | 5/32 | 11/64 | 25/99 | 82 |
| #6 | 2/13 | 10/59 | 5/27 | 12/43 | 82 |
| #8 | 9/50 | 10/51 | 13/61 | 1/3 | 82 |
| #10 | 15/73 | 21/95 | 5/21 | 5/13 | 82 |
| #12 | 15/64 | 15/61 | 6/23 | 39/89 | 82 |
| 1/4 | 17/64 | 9/32 | 19/64 | 36/71 | 82 |
| 5/16 | 21/64 | 11/32 | 23/64 | 40/63 | 82 |
| 3/8 | 25/64 | 13/32 | 27/64 | 16/21 | 82 |
| 7/16 | 29/64 | 15/32 | 31/64 | 69/85 | 82 |
| 1/2 | 17/32 | 9/16 | 39/64 | 7/8 | 82 |
| 9/16 | 19/32 | 5/8 | 43/64 | 1 | 82 |
| 5/8 | 21/32 | 11/16 | 47/64 | 1 1/8 | 82 |
| 3/4 | 25/32 | 13/16 | 29/32 | 1 3/8 | 82 |
Anwendungen und Einsatzmöglichkeiten von Senkbohrungen
Senkkonstruktionen werden häufig in Szenarien mit strengen Anforderungen an die Oberflächenqualität und die Raumausnutzung eingesetzt,

und Strömungsdynamik. Zu ihren wichtigsten funktionalen Anwendungen gehören:
Aufrechterhaltung der Oberflächenglätte und Fluiddynamik
Bei Strukturbauteilen, bei denen eine absolut ebene Oberfläche erforderlich ist (z. B. bei der Außenhaut von Hochgeschwindigkeitsfahrzeugen), sorgen Senkbohrungen dafür, dass die Befestigungselemente die Oberflächenkontinuität nicht unterbrechen. Dadurch wird der Strömungswiderstand wirksam reduziert und Turbulenzen oder aerodynamische Geräusche im Hochgeschwindigkeitsbetrieb vermieden.
Vermeidung mechanischer Interferenzen und Platzoptimierung
Bei Präzisionsbaugruppen oder kompakten mechanischen Strukturen werden durch das Versenken Oberflächenvorsprünge eliminiert, indem der Kopf des Befestigungselements im Substrat versenkt wird. Dies verhindert physische Interferenzen zwischen beweglichen Teilen und ermöglicht ultradünne Konstruktionen, bei denen die Komponenten ungehindert gestapelt oder verschoben werden können.
Verbesserung der Betriebssicherheit und der ergonomischen Erfahrung
Durch die Beseitigung freiliegender Schraubenköpfe verhindern Senkungen, dass Bediener oder Wartungspersonal durch scharfe Metallkanten zerkratzt werden. Bei tragbaren Geräten oder Industrieprodukten, die häufig berührt werden müssen, wird durch das Versenken außerdem sichergestellt, dass die Befestigungselemente die allgemeine Griffigkeit oder taktile Kontinuität nicht beeinträchtigen.
Senker vs. Senkbohrung
In der mechanischen Konstruktion sind Senkung und Senkung von Bohrungen die beiden am häufigsten verwechselten Merkmale.
A Senker weist einen typischen konischen (V-förmigen) Querschnitt auf. Die Kanten des Lochs sind in einem bestimmten Winkel abgeschrägt, der speziell für die Aufnahme von Senkkopfschrauben entwickelt wurde. Die Schräge passt perfekt zur konischen Unterseite des Schraubenkopfes und sorgt für eine selbstzentrierende Funktion.
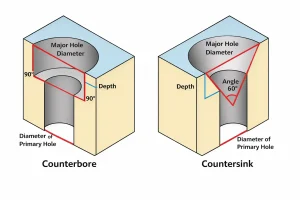
Im Gegensatz dazu ist eine Senkbohrung erscheint als zylindrische (mit flachem Boden versehene) Vergrößerung. Sie hat einen flachen Boden und senkrechte Seitenwände. Sie wird in erster Linie zur Aufnahme von Zylinderkopfschrauben oder anderen Verbindungselementen mit flachem Boden verwendet. Aufgrund ihrer flachen Auflagefläche kann eine Senkbohrung höheren Anzugsdrücken standhalten.
Andere Löcher im Ingenieurwesen
Die Bohrungsbearbeitung ist ein weites Feld der Zerspanung, und das Senken ist nur ein Teil davon:
Übersicht über gängige Bohrlochtypen
- Blinde Kuh: Ein Loch, das nicht in die Rückseite des Werkstücks eindringt; Tiefenkontrolle ist der Schlüssel.
- Durchgangsbohrung: Durchdringt das Material vollständig für den Anschluss oder die Entleerung/Entlüftung.
- Spotface: Säubert nur die raue Oberfläche um ein Loch herum, um eine ebene Auflagefläche für eine Unterlegscheibe zu schaffen.
- Gewindebohrung: Mit Innengewinde zur direkten Befestigung durch Eindrehen einer Schraube.
FAQ
Aus welchen zwei Gründen muss ein Loch versenkt werden?
Dafür gibt es zwei Hauptgründe: erstens die Sicherheit und die Ebenheit, die Beseitigung von Oberflächenvorsprüngen, um ein Hängenbleiben, eine Störung oder Kratzer zu vermeiden, und zweitens die aerodynamischen Anforderungen, die Beibehaltung einer stromlinienförmigen Oberfläche, um den Luftwiderstand zu verringern.
Was sind häufige Fehler bei der Senkungskonstruktion?
Zu den häufigsten Fehlern gehören ungleiche Winkel zwischen dem Senker und der Schraube (z. B. 90° vs. 82°), zu tiefes Bohren und Rattererscheinungen auf der Oberfläche, die durch zu hohe Drehzahlen verursacht werden.
Was sind die Nachteile einer Senkbohrung?
Eine Versenkung schwächt die Materialstärke an der Lochöffnung. Bei dünnen Blechen kann dies zu einer unzureichenden strukturellen Festigkeit führen oder dazu, dass der Schraubenkopf unter hoher Spannung durch das Material "zieht".
Wie repariert man ein Senkungsloch im Maschinenbau?
Wenn eine Senkung zu groß ist, werden üblicherweise eine größere Schraubengröße verwendet und nachgebohrt, spezielle Gewindereparatur-Einsätze (z. B. Helicoils) verwendet oder das Gewinde gefüllt und nachbearbeitet.
Schlussfolgerung
Eine Senkbohrung ist ein wichtiges Designelement, das industrielle Ästhetik und mechanische Funktion in Einklang bringt. Durch die Verwendung von standardisierten Abmessungen und präzisen Schneidverfahren können Sie die Montagepräzision und die Haltbarkeit des Produkts erheblich verbessern.
Wenn Sie Ihren Senkungsentwurf auf der Grundlage von realen Teilen und Materialien optimieren möchten, können Sie gerne Ihre Zeichnungen hochladen und Schlüsselparameter. Unsere Ingenieure können Ihnen bei der Auswahl von Größen und Bearbeitungslösungen helfen.