

在工程制造和产品设计领域,表面平整度不仅影响美观,还影响装配精度和操作安全。沉孔是一种基本而关键的孔加工类型,其核心价值在于实现紧固件与工件表面的无缝结合。
掌握锪孔的工艺规范和应用技术是每位工程师确保产品符合工业标准的重要基础。本技术指南全面介绍了锪孔的定义、施工步骤和常见故障排除。
什么是沉孔?
沉孔是指在工件上现有圆柱孔的开口处加工的锥形扩孔。其主要设计目的是为沉头螺钉(平头螺钉)提供一个凹陷空间,使螺钉头在拧紧后与工件表面齐平或略低于工件表面。
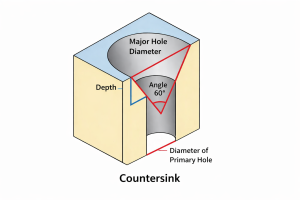
从几何角度来看,标准沉孔由两部分组成:底部的圆柱形导向孔和顶部的锥形凹槽。这种结构不仅提高了外观的整洁度,还能防止突出的螺栓头卡住物体或造成划痕,这在狭小的装配空间中尤为重要。
如何钻沉孔
沉孔加工不是简单地扩大孔径,而是需要精确控制深度和角度的专业切割过程。为确保孔的平整度和与螺钉的完美配合,建议遵循以下标准步骤:
钻先导孔
在加工沉孔之前,必须钻一个先导孔。导向孔的直径应略大于螺钉的标称螺纹直径,一般为 0.2 至 0.5 毫米。必须确保导向孔与表面垂直;如果导向孔倾斜,随后的锪孔也会倾斜,从而使螺钉头无法平齐。
选择和安装沉孔钻头
选择与螺钉规格和所需角度(如 90 度)相匹配的沉孔钻头。将钻头装入钻床或手电钻时,应始终检查其跳动情况,以防止因轴线偏离中心而造成孔形不均匀或多边形。
设置深度限制
用于精密加工或 批量生产建议在钻床或钻头上安装深度限位器。如果没有硬件限位器,请先在废料上进行试切。测量螺钉完全平齐所需的深度,并标记进给刻度,以确保多个孔的一致性。
开始钻孔和清除切屑
启动钻头,以较低的转速开始切削。遵循短行程进给的原则,即钻到一定深度后稍稍抬起钻头。这有助于清除锥面上的碎屑,防止切屑堆积刮伤孔壁或造成振痕。
检查和微调
达到目标深度后,停止机器并将螺钉放入孔中进行试配。理想情况下,螺钉头应低于表面约 0.1 毫米,以考虑到后续涂层或油漆的厚度。如果深度不够,可重新启动钻孔机并稍微加深切口。
锪孔类型
沉孔的几何形状必须与紧固件的锥度精确匹配,以确保负载分布均匀。根据紧固件头部形状和适用的工程标准,常见的沉孔类型包括
按紧固件标准和角度分类
-
90° 沉孔:公制紧固件的通用标准。
-
82° 沉孔:英制(统一螺纹标准)紧固件的典型规格。
-
特殊应用角度:根据具体的工程要求,还可使用 60°、100°、110° 和 120°等角度。
按工程功能形式分类
-
平头锪窝钻:使用最广泛的形式,具有顶部平坦的锥形凹槽。对于商用五金件(尤其是木工五金件),所含角度通常为 82°,而对于铆接或特定的航空航天五金件应用,所含角度通常为 100°。
-
椭圆头沉孔:专为椭圆头螺钉设计,具有微凸和光滑的外表。包括的角度通常为 100°,常用于工业设计,如造型和装饰,在这些设计中,对紧固和美观都有要求。
-
圆头锪窝钻:这种类型虽然不太常见,但能与圆头螺钉有效搭配。它通常用于需要突出的装饰性螺钉头作为设计特征的特殊情况,或在没有沉孔的硬件上安装扁平紧固件时。
沉孔尺寸
在工程图纸中,必须严格遵守尺寸规范,以确保配合精度。以下是基于 ISO 标准的常用沉孔尺寸参考表:
平头紧固件沉头孔尺寸表(ISO)
除沉孔角度外,所有尺寸均以毫米为单位。
数据来源 工程师圣经 - ISO 沉孔数据
| 紧固件尺寸(螺纹) | 导孔直径(紧密配合 H12) | 导孔直径(正常安装 H13) | 导孔直径(松套 H14) | 沉孔直径 | 沉孔角度 (°) |
| M3 | 3.2 | 3.4 | 3.6 | 6.94 | 90 |
| M3.5 | 3.7 | 3.9 | 4.2 | 8.96 | 90 |
| M4 | 4.3 | 4.5 | 4.8 | 9.18 | 90 |
| M5 | 5.3 | 5.5 | 5.8 | 11.47 | 90 |
| M6 | 6.4 | 6.6 | 7 | 13.71 | 90 |
| M8 | 8.4 | 9 | 10 | 18.25 | 90 |
| M10 | 10.5 | 11 | 12 | 22.73 | 90 |
| M12 | 13 | 13.5 | 14.5 | 27.21 | 90 |
| M16 | 17 | 17.5 | 18.5 | 33.99 | 90 |
| M20 | 21 | 22 | 24 | 40.71 | 90 |
82 度机械紧固件沉头孔尺寸表(ANSI 英寸)
所有尺寸均以英寸为单位,与沉孔角度相差不大。
| 紧固件尺寸(螺纹) | 导向孔直径(紧密配合) | 先导孔直径(正常安装) | 导向孔直径(松动配合) | 沉孔直径 | 沉孔角度 |
| #0 | 1/15 | 6/79 | 3/32 | 5/42 | 82 |
| #1 | 3/37 | 4/45 | 8/77 | 13/89 | 82 |
| #2 | 3/32 | 7/69 | 7/62 | 16/93 | 82 |
| #3 | 5/47 | 8/69 | 9/70 | 1/5 | 82 |
| #4 | 3/25 | 9/70 | 14/97 | 9/40 | 82 |
| #5 | 9/64 | 5/32 | 11/64 | 25/99 | 82 |
| #6 | 2/13 | 10/59 | 5/27 | 12/43 | 82 |
| #8 | 9/50 | 10/51 | 13/61 | 1/3 | 82 |
| #10 | 15/73 | 21/95 | 5/21 | 5/13 | 82 |
| #12 | 15/64 | 15/61 | 6/23 | 39/89 | 82 |
| 1/4 | 17/64 | 9/32 | 19/64 | 36/71 | 82 |
| 5/16 | 21/64 | 11/32 | 23/64 | 40/63 | 82 |
| 3/8 | 25/64 | 13/32 | 27/64 | 16/21 | 82 |
| 7/16 | 29/64 | 15/32 | 31/64 | 69/85 | 82 |
| 1/2 | 17/32 | 9/16 | 39/64 | 7/8 | 82 |
| 9/16 | 19/32 | 5/8 | 43/64 | 1 | 82 |
| 5/8 | 21/32 | 11/16 | 47/64 | 1 1/8 | 82 |
| 3/4 | 25/32 | 13/16 | 29/32 | 1 3/8 | 82 |
锪孔的应用和用途
锪窝设计广泛应用于对表面质量和空间利用率有严格要求的场合、

和流体动力学。其主要功能应用包括
保持表面平滑和流体动力学
在要求表面绝对平整的结构部件中(如高速飞行器的外壳),沉孔可确保紧固件不会破坏表面的连续性。这可有效减少流体阻力,防止高速运行时产生湍流或空气动力噪音。
防止机械干扰和优化空间
在精密装配或紧凑型机械结构中,沉孔通过将紧固件头埋入基体内来消除表面突起。这样可以防止运动部件之间的物理干扰,实现超薄设计,使部件可以无障碍地堆叠或滑动。
增强操作安全和人体工学体验
通过消除外露的螺栓头,沉孔可防止操作员或维护人员被锋利的金属边缘划伤。此外,在需要频繁接触的手持设备或工业产品上,沉孔可确保紧固件不会破坏整体抓握或触感的连续性。
锪孔与钻孔
在机械设计中,沉孔和沉孔是最容易混淆的两个特征。
A 沉头 具有典型的锥形(V 形)横截面。孔的边缘呈特定角度倾斜,专门用于安装沉头螺钉。斜面与螺钉头的锥形底面完全吻合,具有自定心功能。
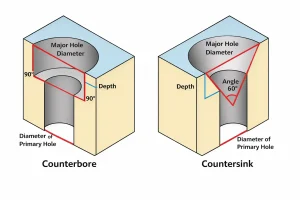
相比之下 沉孔 以圆柱形(平底)放大镜的形式出现。它的特点是底部平坦,侧壁垂直。它主要用于安装内六角螺钉或其他平底紧固件。由于其承载表面平坦,沉孔可以承受更高的拧紧压力。
工程学的其他漏洞
孔加工是机械加工的一个重要分支,而锪孔只是其中的一部分:
常见孔型概述
- 盲孔:不穿透零件背面的孔;深度控制是关键。
- 通孔:完全穿透材料,用于连接或排水/排气。
- Spotface:只清除孔周围的粗糙表面,为垫圈提供一个平整的支承面。
- 螺纹孔:具有内螺纹,可直接用螺栓拧紧。
常见问题
需要沉孔的两个原因是什么?
主要原因有两个:一是为了安全和平整,消除表面突起,防止卡住、干涉或划伤;二是为了空气动力学要求,保持流线型表面,减少阻力。
常见的沉孔施工错误有哪些?
最常见的错误包括锪孔与螺钉之间的角度不匹配(如 90° 与 82°)、钻孔过深以及转速过快造成的表面颤动。
沉孔有哪些缺点?
沉孔会削弱孔口处的材料厚度。对于薄板而言,这可能会导致结构强度不足,或导致螺钉头在高张力下 "拉穿 "材料。
如何修复工程中的沉孔?
如果锪孔加工过大,常见的解决方案包括使用更大尺寸的螺钉并重新钻孔、使用专用螺纹修复刀片(如 Helicoils)或填充并重新加工。
结论
沉孔是兼顾工业美学和机械功能的重要设计元素。利用标准化的尺寸选择和精确的切割工艺,可以显著提高装配精度和产品耐用性。
如果您想根据实际零件和材料优化锪窝设计,欢迎您 上传您的图纸 和关键参数。我们的工程师可以帮助您评估尺寸选择和加工解决方案。


