
数控加工报价并非仅由零件尺寸决定。材料、结构复杂程度、公差、工件夹具、检测、后处理和订单量都会造成价格差异。本文分析了数控加工的成本构成,帮助工程师和采购专业人员确定核心支出,减少不必要的制造浪费。
数控加工成本组件
定制零件的专业报价反映了从原材料采购到最终交付所消耗的全部资源。
材料成本
材料成本主要来自原材料,但坯料尺寸和材料利用率对最终报价也有很大影响。值得注意的是,材料价格低并不能保证零件成本低;如果某种材料难以加工、会导致工具快速磨损或需要过大的坯料,则最终制造成本可能会超过更高级的材料。
常用材料价格参考
| 材料 | 价格参考 |
| 碳钢 | $ |
| 铝合金 | $-$$ |
| 工程塑料 | $–$$$ |
| 不锈钢 | $$ |
| 黄铜 | $$–$$$ |
| 硬化钢 | $$–$$$$ |
| 钛 | $$$$ |
注:$ 代表相对参考价格;实际成本取决于等级、规格和采购条件。
计划编制和流程规划
CAM 编程和工艺规划是一项重大的前期工程投资。复杂零件的成本不仅来自切割,还来自详细的刀具路径规划、序列验证和首件确认。对于小批量原型而言,这些准备费用在每个零件的价格中占有更大的比重。
设置和工件夹持
每次额外的设置都会增加手动校准和机器调整时间。需要翻转工件、定制软爪或专用夹具的复杂设计会导致更高的设置人工和精度验证费用。
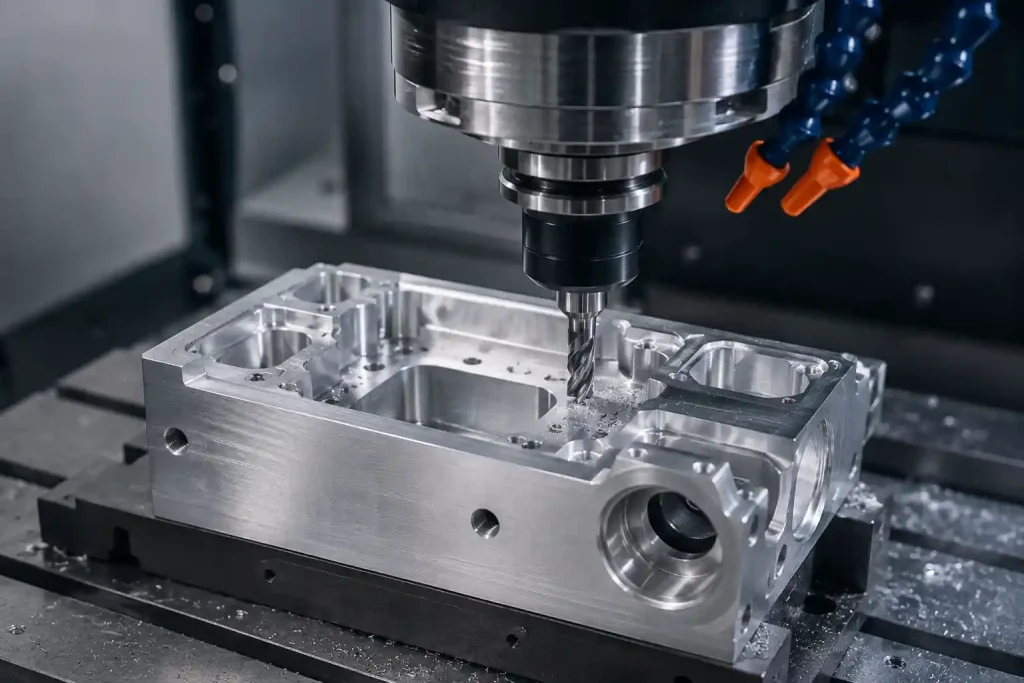
实际加工时间
即使是尺寸相似的零件,加工时间也会有很大差异。在 数控铣削服务在这种情况下,开口面和浅槽可实现高速切削,而深腔、小内径和薄壁结构则需要保守的参数,从而导致加工时间增加和运营成本上升。
参考机器小时费率
| 机器类型 | 参考小时工资 |
| 数控车削中心 | $35-60 / 小时 |
| 三轴数控铣床 | $40-60 / 小时 |
| 4 轴数控加工 | $50-80 / 小时 |
| 5 轴数控加工 | $75-120 / 小时 |
注:这些是常见的参考小时费率。实际报价因设备等级、地区、设置难度和订单要求而异。
工具消耗
刀具成本不仅包括购买价格,还包括更换刀具所需的人工成本,以及为降低破损风险而降低切削参数所需的时间成本。在加工淬硬材料时,这些隐性成本都会计入单位成本。
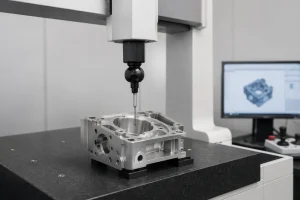
检查和质量控制
对于高精度零件来说,检测成本尤为重要。在确定 数控加工公差因此,严格的要求应仅限于功能性表面,而不是适用于每个非关键区域。
表面处理成本
表面处理费用不仅包括处理过程本身,还涉及遮蔽、后勤沟通、外运和等待时间。这些外包步骤往往需要额外的管理和行政开销。
常见表面处理成本参考
| 处理过程 | 成本参考 |
| 去毛刺 | $ |
| 清洁 | $ |
| 抛珠 | $-$$ |
| 黑色氧化物 | $$ |
| 钝化 | $$ |
| 阳极氧化 | $$ |
| 电镀 | $$–$$$ |
| 抛光 | $$–$$$ |
| 保护性包装 | $-$$ |
注:$ 代表相对参考成本;实际费用取决于零件尺寸、批量、表面要求和外部条件。
热处理成本
热处理涉及批次安排、熔炉处理、变形控制和二次精加工。精密零件在处理前往往需要额外的库存,处理后还需要进行精加工,这就增加了总的制造时间和费用。
常见热处理成本参考
| 热处理工艺 | 成本参考 |
| 缓解压力 | $$ |
| 退火 | $$ |
| 正常化 | $$ |
| 淬火 | $$–$$$ |
| 回火 | $$ |
| 淬火和回火 | $$–$$$ |
| 渗碳 | $$$ |
| 氮化 | $$$ |
| 真空热处理 | $$$–$$$$ |
| 低温处理 | $$$–$$$$ |
注:$ 代表相对参考成本;实际费用取决于材料等级、零件尺寸、批量、硬度要求和变形控制。
批量大小和固定成本摊销
原型价格高昂很少是由于 "加工费用昂贵",而是由于无法将固定的设置和编程成本摊销到许多设备上。对于经常性订单,稳定的工艺路线可以更好地控制成本,使定价更具竞争力。
如何计算 CNC 加工成本
数控加工报价不是单一维度的机床运行费用,而是对资源的综合评估。这一逻辑旨在帮助您了解成本结构,而不是取代正式报价:
数控加工成本 = 材料成本 + 编程和设置成本 + 机床时间成本 + 工具成本 + 检验成本 + 精加工成本
| 费用项目 | 主要驱动因素 |
| 材料成本 | 材料等级、钢坯尺寸、材料利用率 |
| 编程和设置 | 部件复杂性、设置数量、首件确认 |
| 机器时间成本 | 加工时间、机器类型、进料速度 |
| 模具成本 | 材料硬度、工具磨损、破损风险 |
| 检查费用 | 公差等级、坐标测量机检测、检测报告 |
| 加工成本 | 表面处理、热处理、包装要求 |
简单的铝板由于加工时间短、检查少,成本较低。相反,即使是尺寸相似的深槽不锈钢外壳,也会因为复杂的工件夹持、较长的加工周期和严格的检验标准而导致报价大幅提高。
如何降低数控加工成本
在设计审查和流程规划阶段,应考虑这些优化措施来控制报价:
使公差和表面要求合理化
在图纸中明确区分关键配合接口和一般几何形状,避免对非功能性特征进行高精度加工和检测。
简化复杂结构
增大转角半径,以适应更大、更耐用的工具。如果深腔或薄壁是不可避免的,请尽早与供应商确认刀具的可及性和加工风险,以优化路径规划。
利用标准规范
优先考虑标准钻头尺寸、螺纹规格和通用库存尺寸,可最大限度地减少对定制工具的需求,缩短采购等待时间。
计划批量大小
在原型阶段建立稳定的工艺路线,有利于提高经常性订单的生产效率,并最大限度地摊销固定成本。
提供完整的技术文档
明确规定哪些尺寸需要全面检查,哪些尺寸需要标准处理。这样可以消除不确定性,帮助供应商避免在报价中增加风险溢价。
获取定制 CNC 加工报价

如果您正在评估定制数控零件的制造成本,请随时将您的三维模型和二维图纸发送给我们。我们的工程团队将根据材料、结构、公差、数量和后处理要求对您的设计进行评估,从而提供可靠的报价和工艺建议。
结论
数控加工成本受设计要求、制造难度和质量标准的影响。要控制这些成本,最好的办法是减少不必要的几何复杂性,避免过高的公差要求,并提供清晰、全面的技术文档,以尽量减少不确定性和风险溢价。