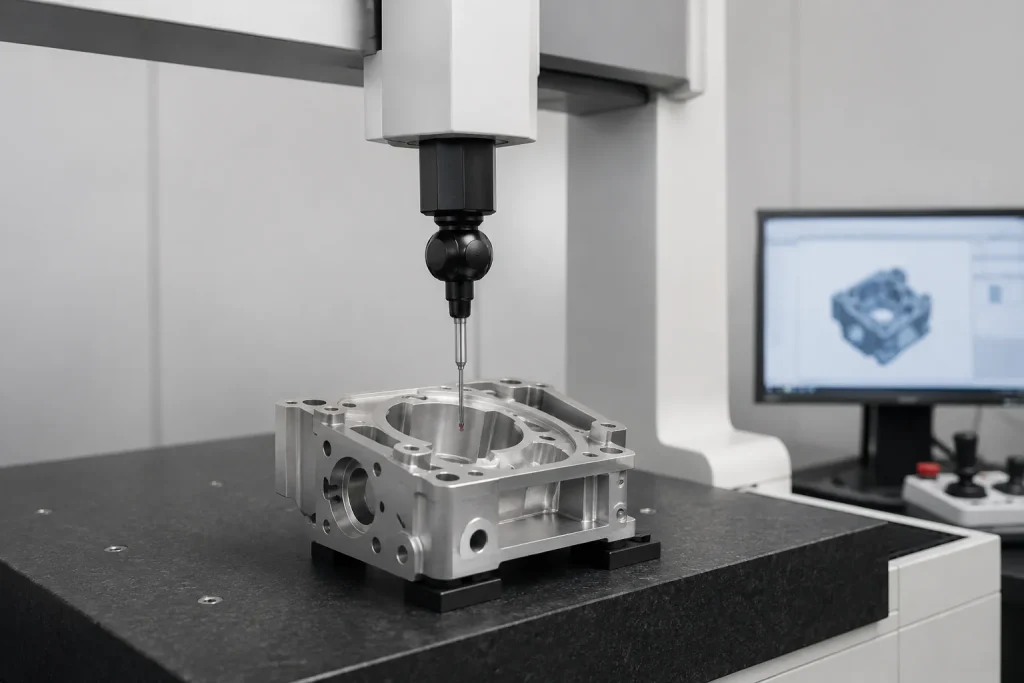

坐标测量机(通常简称为CMM)是一种用于尺寸和几何形状检测的测量设备。它从工件表面采集三维坐标数据,以计算长度、孔径、孔位、平面, 气缸、轮廓以及不同特征之间的位置关系。
三坐标测量机(CMM)的重要性在于它能够在同一坐标系内对多个相关特征进行评估。对于具有多个基准面、复杂孔位布局或几何公差要求的零件,仅靠卡尺、千分尺和塞规可能无法提供足够的信息来验证这些特征之间的相互关系。
然而,坐标测量机并不适用于所有的检测任务。其实际应用能力取决于机器类型、测量范围、测头配置、工件几何形状以及工作环境。本文将介绍坐标测量机的主要类型、组成部分、工作流程、基本操作、优点及局限性。
什么是坐标测量机?
CMM 是“坐标测量机”的缩写。该设备沿 X、Y 和 Z 轴从工件表面采集测量点,并利用测量软件计算尺寸、形状、方向以及位置关系。
在测量过程中,探头接触或扫描工件表面,同时设备会记录每个点在三维坐标系中的位置。随后,软件利用这些坐标构建平面、圆、圆柱、球体、直线或曲面,并将实际测量结果与工程图纸或CAD模型进行对比。
例如,在检查一个 机加工外壳,坐标测量机(CMM)不仅能测量孔径,还能评估:
- 孔与孔之间的中心距
- 孔相对于基准面的位置
- 安装面的平整度
- 两个表面之间的垂直性
- 两个轴承孔之间的位置关系
- 实际轮廓与CAD模型之间的偏差
因此,三坐标测量机(CMM)的功能不仅限于测量单个尺寸,它还能在共同的坐标系内分析多个特征之间的几何关系。
坐标测量机(CMM)通常用于根据工程图纸或CAD模型,对零件尺寸、几何公差和特征位置进行验证。它们还可用于首件检验、工装验证以及尺寸报告的生成。
坐标测量机的工作原理是什么?
三坐标测量机(CMM)的基本流程包括工件定位、坐标系对齐、点采集、几何计算和结果输出。
测量前,将工件牢固地放置在工作台上。随后,利用图纸上指定的基准面、基准孔或中心线建立坐标系。该坐标系确定了后续尺寸和几何公差计算的参考方向。
随后,探头沿预定路径移动,以接触或扫描工件表面。设备会记录每个测量点的X、Y和Z坐标,并将数据发送至测量软件。
不同的特征需要不同的点分布。平面需要在多个区域采集点,圆形孔需要在圆周上采集点,圆柱体需要在不同高度处进行测量,而一个 自由曲面 可能需要持续扫描。
该软件利用这些点来创建几何元素,并计算其实际尺寸、方向和位置。随后,可将结果与图纸尺寸、公差限值或CAD模型进行对比。报告中可能会显示标称值、实际值、偏差以及合格或不合格的状态。
坐标测量机的主要类型
坐标测量机通常根据其机架结构和使用方式进行分类。不同类型的坐标测量机在测量范围、工件装夹方式及适用领域方面各不相同。
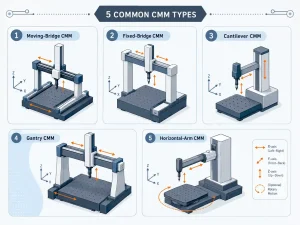
桥式三坐标测量机
桥式三坐标测量机采用桥式结构,横跨测量台并沿测量台移动。它是质量实验室和精密零件检测中使用最广泛的机型之一。
该设备适用于中小型零件,包括壳体、支架、法兰、阀体和模具嵌件。桥式三坐标测量机具有良好的通用性,但可测量的零件尺寸受桥高和工作台面积的限制。
龙门式三坐标测量机
龙门式三坐标测量机具有更大的测量范围,通常用于测量大型或重型工件,例如大型模具、机床部件、航空航天结构件以及大型铸件。
该类型可加工较大的工件,但需要更大的安装空间,并且对机床基础、温度和周围环境的要求更高。
卧式臂式三坐标测量机
水平臂式三坐标测量机从侧面接近工件,适用于宽大、薄壁或侧面特征较多的零件。
常见的检测对象包括汽车车身、钣金件、焊接框架、大型外壳和装配夹具。其开放式结构便于对大型侧面进行检测,但对于某些小型、高精度的特征,桥式三坐标测量机可能更为合适。
悬臂式三坐标测量机
悬臂式三坐标测量机(CMM)仅在一侧支撑,使测量区域相对开阔,便于工件的装卸。
该设备适用于中小型工件、车间检测以及需要频繁更换工件的应用场景。由于其结构为单侧支撑,因此其刚度和测量范围取决于具体的机器设计。
便携式测量臂
便携式测量臂可以移动到工件旁,因此无需将大型工件运送到固定的测量台上。
它常用于大型工件的现场检测、工装验证、装配检测、维护工作以及逆向工程。便携式系统虽然灵活,但其检测结果更容易受到操作人员技术水平、设备设置、环境温度和振动的影响。
坐标测量机的主要组成部分
不同类型的三坐标测量机(CMM)在结构上各不相同,但通常都包括测头、测量台、夹具、测量软件和机器运动系统。
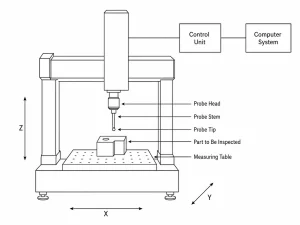
探针
探头接触或扫描工件表面,是用于采集坐标数据的直接测量元件。
常见的探针系统包括:
- 触触式测头
- 扫描探针
- 光学探针
- 激光扫描系统
触触式测头在接触表面时会记录单个点,适用于孔、平面和标准几何特征。扫描式测头则能连续采集数据,更适用于圆柱体、轮廓和自由曲面。
测头球的直径、长度和角度也会影响测量能力。较大的测头球可能无法进入小孔,较长的测头可能会发生偏转,而不合适的进测方向可能会限制对深槽或内部特征的测量。
花岗岩桌
测量台用于支撑工件和检测夹具。许多固定式三坐标测量机(CMM)采用花岗岩台面,因为花岗岩具有良好的尺寸稳定性和耐磨性。
工作台的尺寸和承重能力限制了可检测零件的尺寸和重量。测量前应清除切屑、油渍和灰尘,以防止定位不稳或零件倾斜。
赛程表
夹具可固定工件,防止其在探针接触或扫描过程中发生位移。
合适的检测夹具应:
- 将该部件牢固地固定好
- 确保探头路径畅通
- 避免夹紧力过大
- 尽量减少薄壁零件的变形
- 保持一致的装载姿势
尽管夹具可能并非机器本身的一部分,但它直接影响测量重复性。
测量软件
测量软件处理坐标数据并生成检测结果。常见功能包括:
- 建立零件坐标系
- 定义测量路径
- 计算几何特征
- 尺寸和几何公差的评估
- 将结果与CAD模型进行比较
- 生成检查报告
- 存储历史测量数据
评估复杂尺寸的能力不仅取决于机器硬件,还取决于基准点的选择、点分布以及软件设置。
气动系统与运动机构
坐标测量机(CMM)沿X、Y和Z轴移动测头。其运动机构通常包括导轨、驱动系统、位置反馈装置和轴承结构。
某些机器采用气浮轴承来降低运动阻力,因此需要稳定的压缩空气供应和合适的空气干燥设备。并非所有三坐标测量机都采用相同的设计,具体配置取决于机器类型。
坐标测量机是如何使用的?
不同机器和软件平台的操作流程虽有差异,但基本工作流程通常大同小异。
检查环境和零件状态
测量前,应清洁工件和测量台,清除切屑、毛刺、油渍、切削液和灰尘。
直接从机床取下的工件可能仍残留加工热量。对于公差要求严格的工件,应让工件在检测环境中达到相对稳定的温度。
机器的安装与校准
应根据工件特征选择测头球、测针长度及接触方向。当更换测头、延长杆或调整测头角度时,通常需要重新校准。
操作员还应确认机床状态、测量范围和运动路径,以防止测头、工件和夹具之间发生碰撞。
建立零件坐标系
坐标系应根据工程图纸上的基准要求建立。一种常见的方法是先用一个平面定义主方向,然后利用边、孔或轴来定义旋转方向和坐标原点。
如果坐标系不正确,则孔位、位置公差、平行度和垂直度等测量值也可能被错误引用。
运行测量程序
测量程序定义了被检特征、测量点数量、探头进给方向以及计算方法。
自动三坐标测量机可以重复执行编程路径,而手动三坐标测量机则需要操作员控制测头移动。
审查测量结果
当检测结果超出公差范围时,不应立即将该零件报废。操作人员应首先检查:
- 该部件是否移动了
- 表面上是否还有毛刺
- 探头是否校准正确
- 坐标系是否建立正确
- 公差是否输入正确
- 测量点的数量和分布是否合适
- 零件温度是否稳定
高精度仪器并不一定能保证每个测量结果都是可靠的。
坐标测量机的优点与局限性
优势
坐标测量机能够检测几何形状复杂、特征众多且基准关系复杂的零件。
常见的优势包括:
- 各种几何特征的测量
- 特征之间位置关系的评估
- 对某些几何公差要求的支持
- 生成数字检验报告
- 可重复的自动测量程序
- 与CAD模型的比较
- 历史测量数据的存储与追踪
局限性
坐标测量机(CMM)在设备成本、检测效率和操作条件方面也存在局限性。
常见的局限性包括:
- 设备、软件和探头的成本更高
- 定期校准和维护的必要性
- 复杂零件的检测时间更长
- 对温度、振动和清洁度的敏感性
- 难以进入深槽、狭窄孔洞及受阻部位
- 探针力对薄壁或软部件的可能影响
- 表面反射率和透明度对非接触式测量的可能影响
- 对正确基准、夹具、测头和程序设置的依赖
对于简单的尺寸测量或高通量检测,游标卡尺、千分尺、塞规和专用量具有时可能更高效。
结论
坐标测量机沿X、Y和Z轴采集工件表面的坐标数据,并利用测量软件计算尺寸、形状、方向及位置关系。桥式、龙门式、横臂式、悬臂式和便携式坐标测量机分别适用于不同尺寸的工件、不同的检测空间和不同的操作条件。
三坐标测量机(CMM)通常用于检测汽车零部件、航空航天结构件、精密加工件、模具、夹具和装配工装。它们可支持复杂的尺寸检测、几何公差评估、首件检验、生产抽样以及工装验证。 然而,测量的可靠性仍取决于测头配置、工件夹具、基准对准、环境条件以及测量程序。
对于尺寸简单且检测量大的零件,使用常规测量工具或专用量具可能更为高效。对于几何形状复杂、具有多个基准或需要生成数字报告的零件,坐标测量机(CMM)能够提供一套更系统化的三维测量数据。


