
座標測定機(一般にCMMと略される)は、寸法および形状の検査に使用される測定装置である。この装置は、ワークの表面から3次元座標データを取得し、長さ、穴の直径、穴の位置、平面などを算出する。 シリンダー、プロファイル、および異なる特徴間の位置関係。
CMMの重要性は、同一の座標系内で複数の関連する形状特性を評価できる点にあります。複数の基準点を持つ部品や、複雑な穴の配置、あるいは幾何公差の要件がある部品の場合、ノギス、マイクロメーター、プラグゲージだけでは、それらの形状特性が互いにどのように関連しているかを確認するのに十分な情報を得られない可能性があります。
しかし、座標測定機(CMM)は、あらゆる検査作業に適しているわけではありません。その実用的な能力は、機械の種類、測定範囲、プローブの構成、部品の形状、および動作環境によって異なります。本記事では、座標測定機の主な種類、構成要素、動作プロセス、基本的な操作方法、利点、および限界について解説します。
座標測定機とは何か?
CMMとは、座標測定機(Coordinate Measuring Machine)の略称です。この装置は、X軸、Y軸、Z軸に沿って部品表面の測定点を取得し、測定ソフトウェアを用いて寸法、形状、向き、および位置関係を算出します。
測定中、プローブがワークの表面に接触または走査を行い、装置が各点の座標を3次元座標系で記録します。その後、ソフトウェアはこれらの座標を用いて平面、円、円柱、球、直線、または曲面を構築し、実際の測定結果を設計図面やCADモデルと比較します。
例えば、あるものを点検する際には、 機械加工されたハウジング, CMMは穴の直径だけでなく、以下の項目も測定・評価することができます:
- 穴間の中心間距離
- 基準面に対する穴の位置
- 取付面の平坦度
- 2つの面間の垂直性
- 2つの軸受穴間の位置関係
- 実際の形状とCADモデルとの相違
したがって、CMMは個々の寸法を測定するだけにとどまりません。共通の座標系内にある複数の特徴間の幾何学的関係を分析することも可能です。
CMMは、設計図面やCADモデルに基づいて、部品の寸法、幾何公差、および形状位置を検証するために広く使用されています。また、初回製品検査、金型の検証、および寸法報告にも対応しています。
座標測定機はどのように機能するのでしょうか?
CMMの基本的なプロセスには、ワークの位置決め、座標系の整合、測定点の取得、幾何学的計算、および結果の出力が含まれます。
測定の前に、ワークをテーブルにしっかりと固定します。その後、図面に指定された基準面、基準穴、または中心線を用いて座標系を設定します。この座標系によって、その後の寸法公差および形状公差の計算における基準方向が決定されます。
その後、プローブは所定の経路に沿って移動し、部品の表面に接触または走査を行います。装置は各測定点のX、Y、Z座標を記録し、そのデータを測定ソフトウェアに送信します。
形状によって、必要な測点分布は異なります。平面の場合は複数の領域にわたり測点が必要であり、円形の穴の場合はその円周に沿って測点が必要であり、円柱の場合は異なる高さで測定が必要であり、そして 自由曲面 継続的なスキャンが必要になる場合があります。
このソフトウェアは、これらの点を用いて幾何学的要素を作成し、その実寸、向き、位置を算出します。その結果を、図面の寸法、許容限界、またはCADモデルと比較することができます。レポートには、公称値、実測値、偏差、および合格・不合格のステータスが表示される場合があります。
座標測定機の主な種類
三次元測定機は、一般的にフレーム構造や使用方法によって分類されます。機種によって、測定範囲、ワークの装着方法、および適した用途が異なります。
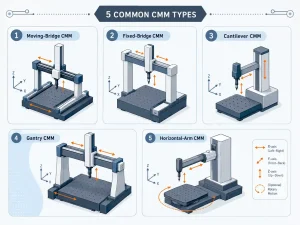
ブリッジ型CMM
ブリッジ型CMMは、測定テーブルをまたぐブリッジ構造を備え、テーブルに沿って移動します。これは、品質検査室や精密部品の検査において最も一般的に使用されているタイプの1つです。
ハウジング、ブラケット、フランジ、バルブボディ、金型インサートなど、中小サイズの部品の測定に適しています。ブリッジ型CMMは汎用性が高いですが、測定可能な部品のサイズは、ブリッジの高さとテーブル面積によって制限されます。
ガントリー型CMM
ガントリー型CMMは測定範囲が広く、一般的に、大型金型、工作機械の部品、航空宇宙用構造物、大型鋳物など、大型または重量のある部品の測定に使用されます。
このタイプは、より大きなワークピースを加工できますが、設置スペースがより多く必要となるほか、機械の基礎、温度、および周囲の環境に対する管理もより厳密に行う必要があります。
水平アーム型CMM
水平アーム型CMMは、側面からワークピースに接近するため、幅が広い部品や薄肉部品、あるいは側面に特徴部が多い部品に適しています。
一般的な検査対象には、自動車ボディ、板金パネル、溶接フレーム、大型ハウジング、組立治具などが挙げられます。その開放的な構造により、大きな側面へのアクセスが良好ですが、小型で高精度な形状の検査には、ブリッジ型CMMの方が適している場合もあります。
カンチレバー式CMM
カンチレバー式CMMは片側から支持されているため、測定エリアが比較的開放されており、部品の搬入・搬出が容易になります。
本機は、中小サイズのワークピース、現場での検査、および頻繁なワーク交換が必要な用途に適しています。構造が片側から支持されているため、その剛性や測定範囲は、具体的な機械の設計によって異なります。
ポータブル測定アーム
ポータブル測定アームはワークピースのそばまで移動させることができるため、大型の部品を固定式の測定台まで運ぶ必要がありません。
大型ワークの現場検査、治具の検証、組立検査、保守作業、リバースエンジニアリングなどに広く利用されています。ポータブル型システムは柔軟性がありますが、その測定結果は、オペレーターの操作技術、装置の設定、周囲温度、振動の影響を受けやすくなります。
座標測定機の主要構成部品
CMMの種類によって構造は異なりますが、一般的にはプローブ、測定テーブル、治具、測定ソフトウェア、および機械駆動システムで構成されています。
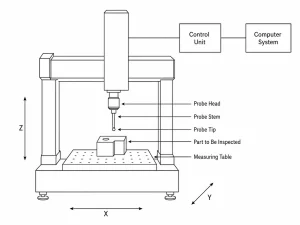
プローブ
プローブは部品の表面に接触または走査し、座標データを取得するための直接的な測定素子として機能します。
一般的なプローブシステムには、次のようなものがあります:
- タッチトリガー式プローブ
- 走査型プローブ
- 光学プローブ
- レーザースキャンシステム
タッチトリガー式プローブは、表面に接触した際に個々の測定点を記録するため、穴、平面、および標準的な幾何学的形状の測定に適しています。一方、走査式プローブはデータを連続的に収集するため、円筒、輪郭、および自由曲面の測定により適しています。
スタイラスの球部の直径、長さ、角度も測定能力に影響を与えます。スタイラスの球部が大きすぎると小さな穴に入らない場合があり、スタイラスが長すぎるとたわんでしまう可能性があり、また、アプローチ方向が適切でないと、深い溝や内部の形状へのアクセスが制限されることがあります。
花崗岩のテーブル
測定テーブルは、被測定部品と検査治具を支える役割を果たします。多くの据え置き型CMMでは、花崗岩製のテーブルが採用されています。これは、花崗岩が優れた寸法安定性と耐摩耗性を備えているためです。
テーブルのサイズと耐荷重により、検査可能な部品の寸法と重量に制限があります。測定前に、切りくず、油、ほこりを除去し、位置決めが不安定になったり、部品が傾いたりするのを防ぐ必要があります。
試合日程
固定具は、ワークを安定させ、プローブとの接触時やスキャン中にワークが動くのを防ぎます。
適切な検査治具には、以下の条件を満たす必要があります:
- その部分をしっかりと固定してください
- プローブの経路を確保しておく
- 過度なクランプ力を避ける
- 薄肉部品の変形を最小限に抑える
- 一貫した構えを保つ
この治具は機械本体の一部ではないかもしれませんが、測定の再現性に直接影響を及ぼします。
計測ソフトウェア
測定ソフトウェアは座標データを処理し、検査結果を生成します。一般的な機能には次のようなものがあります:
- 部品の座標系の設定
- 測定経路の定義
- 幾何学的特徴の算出
- 寸法および幾何公差の評価
- 結果をCADモデルと比較する
- 検査報告書の作成
- 過去の測定データの保存
複雑な形状を評価する能力は、機械のハードウェアだけでなく、基準点の選択、点の位置分布、およびソフトウェアの設定にも左右されます。
空気システムと駆動機構
CMMは、X軸、Y軸、Z軸に沿ってプローブを移動させます。その駆動機構には、一般的にガイドウェイ、駆動システム、位置フィードバック装置、および軸受構造が含まれます。
一部の機械では、動作抵抗を低減するためにエアベアリングが採用されており、そのため安定した圧縮空気の供給と適切な空気乾燥装置が必要となります。すべてのCMMが同じ設計を採用しているわけではなく、実際の構成は機械の種類によって異なります。
座標測定機はどのように使用されるのか?
操作手順は機種やソフトウェアプラットフォームによって異なりますが、基本的なワークフローは概ね同様です。
環境および部品の状態を確認する
測定の前に、ワークと測定台を清掃し、切りくず、バリ、油、切削液、ほこりを除去する必要があります。
工作機械から直接取り出した部品には、まだ加工熱が残っている場合があります。公差が厳しい部品については、検査環境において、ワークが比較的安定した温度に達するまで待つ必要があります。
装置のセットアップと校正
プローブボール、スタイラスの長さ、およびアプローチ方向は、ワークの形状に応じて選択する必要があります。プローブ、延長部、またはプローブ角度を変更した場合は、通常、再校正が必要となります。
また、オペレーターは、プローブ、ワーク、および治具間の衝突を防ぐため、機械の状態、測定範囲、および動作経路を確認する必要があります。
部品座標系を設定する
座標系は、設計図面の基準要件に従って設定する必要があります。一般的な方法としては、1つの平面を用いて主方向を定義し、その後、エッジ、穴、または軸を用いて回転方向と座標原点を定義します。
座標系が正しくない場合、穴の位置、位置公差、平行度、垂直度などの測定値も、誤って参照されてしまう可能性があります。
測定プログラムを実行する
測定プログラムでは、検査対象の特性、測定点数、プローブの接近方向、および計算方法を定義します。
自動式CMMはプログラムされた経路を繰り返し実行できますが、手動式の機械では、オペレーターがプローブの動きを制御する必要があります。
測定結果を確認する
検査結果が許容範囲外となった場合でも、その部品を直ちに不良品として排除すべきではありません。作業者はまず、以下の点を確認する必要があります:
- その部品が動いたかどうか
- 表面にバリが残っているかどうか
- プローブが正しく校正されていたかどうか
- 座標系が正しく設定されているかどうか
- 許容値が正しく入力されたかどうか
- 測定点の数が適切であったか、またその分布は適切であったか
- 部品の温度は安定していたかどうか
高精度な測定機器であっても、すべての測定結果が信頼できるとは限りません。
三次元測定機の利点と限界
メリット
座標測定機は、複雑な形状や多数の形状要素、そして複雑な基準点間の関係を持つ部品を検査することができます。
一般的な利点としては、次のようなものがあります:
- さまざまな幾何学的特徴の測定
- 特徴間の位置関係の評価
- 特定の幾何公差要件への対応
- デジタル検査報告書の作成
- 繰り返し実行可能な自動測定プログラム
- CADモデルとの比較
- 過去の測定データの保存と追跡
制限事項
また、CMMには、装置コスト、検査効率、および稼働条件に関する制約もあります。
一般的な制限事項には、次のようなものがあります:
- 機械、ソフトウェア、およびプローブのコストが高くなる
- 定期的な校正とメンテナンスの必要性
- 複雑な部品の検査に時間がかかる
- 温度、振動、および清浄度に対する感受性
- 深い溝、狭い穴、および障害物がある箇所へのアクセスが制限される
- 薄肉部品や軟質部品に対するプローブ力の影響の可能性
- 表面の反射率および透明度が非接触測定に及ぼす可能性のある影響
- 正確な基準点、治具、プローブ、およびプログラム設定への依存
単純な寸法測定や高スループットの検査においては、ノギス、マイクロメーター、プラグゲージ、および専用ゲージの方が効率的な場合もある。
結論
座標測定機は、X軸、Y軸、Z軸に沿ってワーク表面の座標データを取得し、測定ソフトウェアを用いて寸法、形状、向き、および位置関係を算出します。ブリッジ型、ガントリー型、水平アーム型、カンチレバー型、およびポータブル型の座標測定機は、それぞれ異なるワークサイズ、検査スペース、および動作条件に適しています。
CMMは、自動車部品、航空宇宙構造物、精密機械加工部品、金型、治具、組立用工具などの検査に広く使用されています。これらは、複雑な寸法検査、幾何公差の評価、初回品検査、生産サンプリング、および工具の検証に対応可能です。 しかし、測定の信頼性は依然として、プローブの構成、部品の固定方法、基準点の位置合わせ、環境条件、および測定プログラムに依存します。
寸法が単純で検査量が多い部品については、従来の測定工具や専用ゲージの方が効率的である場合があります。一方、形状が複雑で、基準点が複数ある部品や、デジタルレポートの作成が求められる部品については、CMMを使用することで、より体系的な3次元測定データセットを取得することができます。


