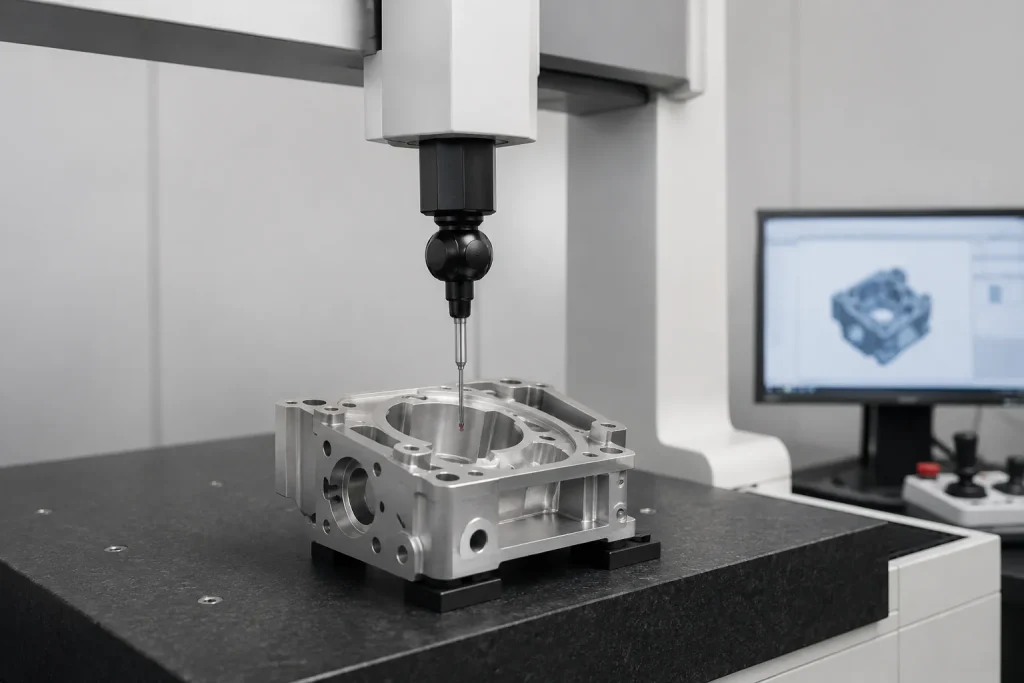

Координатно-измерительная машина, обычно обозначаемая аббревиатурой CMM, представляет собой измерительный прибор, используемый для контроля размеров и геометрии. Она собирает данные о трехмерных координатах с поверхности детали для расчета длин, диаметров отверстий, положения отверстий, плоскостей, цилиндры, контуры и взаиморасположение различных элементов.
Важность координатно-измерительной машины (КИМ) заключается в её способности оценивать несколько взаимосвязанных элементов в рамках одной системы координат. В случае деталей с несколькими базовыми точками, сложными схемами расположения отверстий или требованиями к геометрическим допускам одни только штангенциркули, микрометры и щупы могут оказаться недостаточными для получения информации, необходимой для проверки взаимосвязи между этими элементами.
Однако координатно-измерительная машина подходит не для всех задач контроля. Её практические возможности зависят от типа станка, диапазона измерения, конфигурации щупа, геометрии детали и условий эксплуатации. В данной статье рассматриваются основные типы, компоненты, принцип работы, основы эксплуатации, преимущества и ограничения координатно-измерительных машин.
Что такое координатно-измерительная машина?
CMM — это сокращение от «Coordinate Measuring Machine» (координатно-измерительная машина). Машина собирает данные о точках измерения с поверхности детали по осям X, Y и Z и с помощью измерительного программного обеспечения рассчитывает размеры, формы, ориентацию и взаиморасположение элементов.
В ходе измерения щуп касается поверхности детали или сканирует её, а измерительный прибор фиксирует положение каждой точки в трёхмерной системе координат. Затем программное обеспечение использует эти координаты для построения плоскостей, окружностей, цилиндров, сфер, прямых или поверхностей и сравнивает полученные результаты с техническими чертежами или CAD-моделями.
Например, при осмотре корпус, изготовленный на станке, координатно-измерительная машина (КИМ) может измерять не только диаметр отверстия. Она также может определять:
- Расстояния между центрами отверстий
- Положение отверстия относительно опорной поверхности
- Плоскостность монтажной поверхности
- Перпендикулярность двух поверхностей
- Позиционные соотношения между двумя отверстиями подшипников
- Расхождение между фактическим профилем и CAD-моделью
Таким образом, КИМ не только измеряет отдельные размеры, но и способна анализировать геометрические взаимосвязи между несколькими элементами в рамках общей системы координат.
Координатно-измерительные машины (КИМ) обычно используются для проверки размеров деталей, геометрических допусков и расположения элементов в соответствии с техническими чертежами или CAD-моделями. Они также могут применяться для контроля первого экземпляра, проверки инструментов и составления отчетов о размерах.
Как работает координатно-измерительная машина?
Основной процесс работы с КИМ включает в себя позиционирование детали, привязку системы координат, сбор точек, геометрические вычисления и вывод результатов.
Перед измерением деталь надежно закрепляется на столе. Затем с помощью опорных плоскостей, опорных отверстий или осевых линий, указанных на чертеже, устанавливается система координат. Эта система координат определяет базовое направление для последующих расчетов размеров и геометрических допусков.
Затем датчик движется по заданной траектории, касаясь поверхности детали или сканируя её. Станок фиксирует координаты X, Y и Z каждой точки измерения и передаёт данные в измерительное программное обеспечение.
Различные элементы требуют различного распределения точек. Для плоскости требуются точки, расположенные в нескольких областях; для круглого отверстия — точки по его окружности; для цилиндра — измерения на разных высотах, а для поверхность свободной формы может потребоваться непрерывное сканирование.
Программа использует эти точки для создания геометрических элементов и расчета их фактических размеров, ориентации и положения. Затем полученные результаты можно сравнить с размерами на чертеже, пределами допуска или CAD-моделями. В отчете могут указываться номинальное значение, фактическое значение, отклонение, а также статус «прошел» или «не прошел».
Основные типы координатно-измерительных машин
Координатно-измерительные машины обычно классифицируются в зависимости от конструкции рамы и способа использования. Различные типы отличаются диапазоном измерения, способом загрузки деталей и сферами применения.
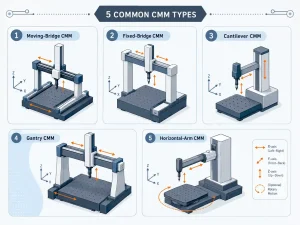
Мостовая КИМ
Мостовая КИМ имеет мостовую конструкцию, которая перекрывает измерительный стол и перемещается вдоль него. Это один из наиболее распространённых типов, используемых в лабораториях контроля качества и при проверке прецизионных деталей.
Она подходит для небольших и средних деталей, в том числе корпусов, кронштейнов, фланцев, корпусов клапанов и вставок для пресс-форм. Мостовые КИМ обладают хорошей универсальностью, однако размер измеряемой детали ограничивается высотой моста и площадью стола.
Портальная КИМ
Портальная КИМ обеспечивает больший объем измерения и, как правило, используется для крупных или тяжелых деталей, таких как большие пресс-формы, узлы станков, конструкции для аэрокосмической отрасли и крупные отливки.
Данная модель позволяет обрабатывать заготовки больших размеров, однако для неё требуется больше места для установки, а также более тщательный контроль за фундаментом станка, температурой и условиями окружающей среды.
Координатно-измерительная машина с горизонтальным манипулятором
Координатно-измерительная машина с горизонтальным манипулятором подходит к заготовке сбоку и подходит для широких, тонкостенных деталей или деталей с большим количеством боковых элементов.
К типичным объектам контроля относятся автомобильные кузова, листовые панели, сварные рамы, крупные корпуса и монтажные приспособления. Открытая конструкция обеспечивает хороший доступ к большим боковым поверхностям, хотя для контроля некоторых мелких элементов, требующих высокой точности, лучше подойдет мостовая КИМ.
Консольная КИМ
Консольная КИМ опирается с одной стороны, благодаря чему измерительная зона остается относительно свободной, что облегчает загрузку и выгрузку деталей.
Он подходит для небольших и средних заготовок, контроля на производстве, а также для задач, требующих частой смены деталей. Поскольку конструкция опирается с одной стороны, её жёсткость и диапазон измерения зависят от конкретной конструкции станка.
Портативный измерительный манипулятор
Портативный измерительный манипулятор можно перемещать к заготовке, благодаря чему нет необходимости транспортировать крупногабаритные детали к стационарному измерительному столу.
Его часто используют для контроля крупных заготовок на месте, проверки инструментов, контроля сборки, проведения ремонтных работ и реверс-инжиниринга. Портативные системы отличаются гибкостью, однако их результаты в большей степени зависят от мастерства оператора, настроек оборудования, температуры окружающей среды и вибрации.
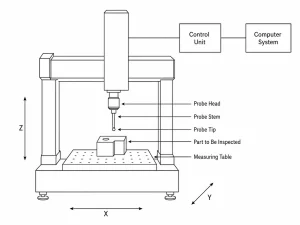
Основные компоненты координатно-измерительной машины
Различные типы КИМ отличаются по конструкции, но, как правило, включают в себя датчик, измерительный стол, зажимное приспособление, измерительное программное обеспечение и систему перемещения станка.
Зонд
Датчик соприкасается с поверхностью детали или сканирует её и является непосредственным измерительным элементом, используемым для сбора координатных данных.
К распространенным системам зондов относятся:
- Датчики с сенсорным срабатыванием
- Сканирующие зонды
- Оптические датчики
- Системы лазерного сканирования
Контактный щуп регистрирует отдельные точки при соприкосновении с поверхностью и подходит для измерения отверстий, плоскостей и стандартных геометрических элементов. Сканирующий щуп собирает данные непрерывно и лучше подходит для измерения цилиндров, профилей и поверхностей произвольной формы.
Диаметр, длина и угол наклона щупа также влияют на возможности измерения. Большой шарик щупа может не пройти в небольшое отверстие, длинный щуп может отклоняться, а неподходящее направление подхода может ограничить доступ к глубоким канавкам или внутренним элементам.
Гранитный стол
Измерительный стол служит опорой для детали и контрольного приспособления. Во многих стационарных координатно-измерительных машинах используются гранитные столы, поскольку гранит обладает хорошей стабильностью размеров и износостойкостью.
Размер стола и предельная грузоподъемность ограничивают габариты и вес деталей, подлежащих проверке. Перед измерением необходимо удалить стружку, масло и пыль, чтобы предотвратить нестабильное позиционирование или наклон детали.
Расписание
Зажимное устройство фиксирует деталь и предотвращает её смещение во время контакта щупа или сканирования.
Подходящее контрольное приспособление должно:
- Надежно закрепите деталь
- Обеспечьте доступ к траектории движения зонда
- Не допускайте чрезмерного усилия зажима
- Свести к минимуму деформацию тонкостенных деталей
- Соблюдайте неизменное положение при загрузке
Хотя приспособление и не является частью самого станка, оно напрямую влияет на повторяемость измерений.
Программное обеспечение для измерений
Программное обеспечение для измерений обрабатывает координатные данные и формирует результаты контроля. К основным функциям относятся:
- Установка системы координат детали
- Определение траектории измерения
- Расчет геометрических характеристик
- Оценка размеров и геометрических допусков
- Сравнение результатов с CAD-моделями
- Создание отчетов о проверках
- Хранение исторических данных измерений
Возможность выполнять расчет сложных размеров зависит не только от аппаратного обеспечения станка, но и от выбора системы отсчета, распределения точек и настроек программного обеспечения.
Пневматическая система и механизм перемещения
Координатно-измерительная машина перемещает щуп вдоль осей X, Y и Z. Механизм перемещения, как правило, включает в себя направляющие, приводные системы, устройства обратной связи по положению и опорные конструкции.
В некоторых станках для снижения сопротивления движению используются пневматические подшипники, поэтому для них требуется стабильная подача сжатого воздуха и соответствующее оборудование для осушения воздуха. Не все координатно-измерительные машины (КИМ) имеют одинаковую конструкцию, и фактическая конфигурация зависит от типа станка.
Как используется координатно-измерительная машина?
Порядок работы может различаться в зависимости от оборудования и программных платформ, однако общий алгоритм действий, как правило, остается схожим.
Проверьте условия окружающей среды и состояние деталей
Перед измерением деталь и измерительный стол необходимо очистить от стружки, заусенцев, масла, охлаждающей жидкости и пыли.
Деталь, только что снятая со станка, может ещё сохранять тепло, накопленное в процессе обработки. В случае деталей с узкими допусками заготовку следует оставить до достижения ею относительно стабильной температуры в условиях проведения контроля.
Настройка и калибровка оборудования
Тип щупа, длину щупа и направление подхода следует выбирать с учетом особенностей детали. При смене щупа, удлинителя или угла наклона щупа, как правило, требуется повторная калибровка.
Оператор также должен проверить состояние станка, диапазон измерения и траекторию движения, чтобы предотвратить столкновения между щупом, деталью и зажимным приспособлением.
Установить систему координат детали
Система координат должна быть построена в соответствии с требованиями к системе отсчета, указанными в техническом чертеже. Обычно для определения основной ориентации используется одна плоскость, а для определения поворота и начала координат — кромка, отверстие или вал.
Если система координат задана неверно, это может привести к неверному определению таких параметров, как положение отверстия, допуск на положение, параллельность и перпендикулярность.
Запустить программу измерений
Программа измерений определяет проверяемые элементы, количество точек измерения, направление подхода щупа и метод расчета.
Автоматическая координатно-измерительная машина (КИМ) может повторять запрограммированную траекторию, тогда как на ручной машине оператор должен самостоятельно управлять движением щупа.
Проанализируйте результаты измерений
Если результат выходит за пределы допуска, деталь не следует сразу браковать. Оператор должен сначала проверить:
- Переместилась ли деталь
- Остаются ли заусенцы на поверхности
- Был ли зонд откалиброван правильно
- Правильно ли была задана система координат
- Правильно ли введено значение допуска
- Были ли количество и распределение точек измерения подходящими
- Была ли температура детали стабильной
Высокая точность прибора не гарантирует автоматически, что каждый результат измерения будет достоверным.
Преимущества и ограничения координатно-измерительных машин
Преимущества
Координатно-измерительная машина позволяет проводить контроль деталей со сложной геометрией, множеством элементов и сложными системами отсчёта.
К общим преимуществам относятся:
- Измерение различных геометрических параметров
- Оценка позиционных отношений между признаками
- Поддержка определённых требований к геометрическим допускам
- Создание цифровых отчетов о проверке
- Повторяемые программы автоматических измерений
- Сравнение с CAD-моделями
- Хранение и отслеживание исторических данных измерений
Ограничения
Координатно-измерительные машины (КИМ) также имеют ограничения, связанные со стоимостью оборудования, эффективностью контроля и условиями эксплуатации.
К числу распространенных ограничений относятся:
- Более высокая стоимость оборудования, программного обеспечения и датчиков
- Необходимость регулярной калибровки и технического обслуживания
- Более длительное время проверки сложных деталей
- Чувствительность к температуре, вибрации и чистоте
- Ограниченный доступ к глубоким канавкам, узким отверстиям и труднодоступным участкам
- Возможные эффекты, связанные с усилием зонда, на тонкостенные или мягкие детали
- Возможное влияние отражательной способности и прозрачности поверхности на бесконтактные измерения
- Зависимость от правильного выбора системы отсчета, приспособлений, щупов и настроек программы
Для измерения простых размеров или высокопроизводительного контроля иногда более эффективным может оказаться использование штангенциркулей, микрометров, щуповых калибров и специальных измерительных приборов.
Заключение
Координатно-измерительная машина (КИМ) собирает данные о координатах поверхности детали по осям X, Y и Z и с помощью измерительного программного обеспечения рассчитывает размеры, формы, ориентацию и взаиморасположение элементов. Мостовые, портальные, горизонтально-консольные, консольные и переносные КИМ подходят для деталей разных размеров, различных условий контроля и эксплуатационных условий.
Координатно-измерительные машины (КИМ) широко используются для контроля автомобильных компонентов, конструкций для аэрокосмической отрасли, деталей прецизионной обработки, пресс-форм, приспособлений и сборочного оборудования. Они позволяют проводить комплексный контроль размеров, оценку геометрических допусков, контроль первого экземпляра, выборочный контроль продукции и проверку инструментария. Однако достоверность измерений по-прежнему зависит от конфигурации щупа, способа закрепления детали, выравнивания базисных точек, условий окружающей среды и программы измерений.
Для деталей с простыми размерами и большими объемами контроля более эффективными могут оказаться традиционные измерительные инструменты или специализированные калибры. Для деталей со сложной геометрией, несколькими базовыми точками или требованиями к составлению цифровых отчетов координатно-измерительная машина (КИМ) может обеспечить более систематизированный набор трехмерных измерительных данных.


