
Eine Koordinatenmessmaschine, üblicherweise als CMM abgekürzt, ist ein Messgerät, das zur Maß- und Geometrieprüfung eingesetzt wird. Sie erfasst dreidimensionale Koordinatendaten von einer Werkstückoberfläche, um Längen, Lochdurchmesser, Lochpositionen, Ebenen, Zylinder, Profile und die räumlichen Beziehungen zwischen verschiedenen Merkmalen.
Die Bedeutung eines Koordinatenmessgeräts (CMM) liegt in seiner Fähigkeit, mehrere miteinander in Zusammenhang stehende Merkmale innerhalb desselben Koordinatensystems zu bewerten. Bei Bauteilen mit mehreren Bezugspunkten, komplexen Bohrungsmustern oder geometrischen Toleranzanforderungen liefern Messschieber, Mikrometer und Einstecklehren allein möglicherweise nicht genügend Informationen, um zu überprüfen, in welchem Zusammenhang diese Merkmale zueinander stehen.
Ein Koordinatenmessgerät ist jedoch nicht für jede Prüfaufgabe geeignet. Seine praktische Eignung hängt vom Maschinentyp, dem Messbereich, der Tasterkonfiguration, der Werkstückgeometrie und der Betriebsumgebung ab. In diesem Artikel werden die wichtigsten Typen, Komponenten, der Arbeitsablauf, die grundlegende Bedienung, die Vorteile und die Einschränkungen von Koordinatenmessgeräten erläutert.
Was ist eine Koordinatenmessmaschine?
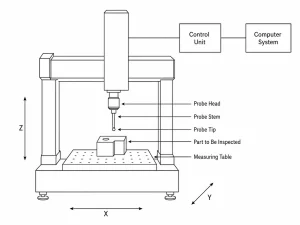
CMM steht für „Coordinate Measuring Machine“ (Koordinatenmessgerät). Das Gerät erfasst Messpunkte auf der Oberfläche eines Werkstücks entlang der X-, Y- und Z-Achse und berechnet mithilfe einer Messsoftware Abmessungen, Formen, Ausrichtungen und Lagebeziehungen.
Während der Messung berührt oder scannt eine Sonde die Oberfläche des Werkstücks, während das Gerät die Position jedes einzelnen Punktes in einem dreidimensionalen Koordinatensystem erfasst. Die Software nutzt diese Koordinaten anschließend, um Ebenen, Kreise, Zylinder, Kugeln, Geraden oder Flächen zu konstruieren, und vergleicht die tatsächlichen Ergebnisse mit Konstruktionszeichnungen oder CAD-Modellen.
Beispielsweise bei der Überprüfung eines bearbeitetes Gehäuse, Ein Koordinatenmessgerät kann mehr als nur den Lochdurchmesser messen. Es kann außerdem Folgendes ermitteln:
- Mittel-zu-Mittel-Abstände zwischen den Bohrungen
- Bohrungsposition relativ zu einer Bezugsebene
- Ebenheit einer Montagefläche
- Rechtwinkligkeit zwischen zwei Flächen
- Positionsbeziehungen zwischen zwei Lagerbohrungen
- Abweichung zwischen dem tatsächlichen Profil und dem CAD-Modell
Ein Koordinatenmessgerät (CMM) kann daher mehr als nur einzelne Maße erfassen. Es kann auch die geometrischen Beziehungen zwischen mehreren Merkmalen innerhalb eines gemeinsamen Koordinatensystems analysieren.
Koordinatenmessgeräte (CMMs) werden üblicherweise eingesetzt, um die Abmessungen, geometrischen Toleranzen und die Lage von Merkmalen von Bauteilen anhand von Konstruktionszeichnungen oder CAD-Modellen zu überprüfen. Sie können zudem bei der Erstmusterprüfung, der Werkzeugprüfung und der Erstellung von Maßprotokollen zum Einsatz kommen.
Wie funktioniert eine Koordinatenmessmaschine?
Der grundlegende CMM-Prozess umfasst die Positionierung des Werkstücks, die Ausrichtung des Koordinatensystems, die Erfassung von Punkten, die geometrische Berechnung und die Ausgabe der Ergebnisse.
Vor der Messung wird das Bauteil sicher auf dem Tisch befestigt. Anschließend wird anhand von in der Zeichnung angegebenen Bezugsebenen, Bezugsbohrungen oder Mittellinien ein Koordinatensystem festgelegt. Dieses Koordinatensystem bestimmt die Bezugsrichtung für die anschließenden Berechnungen der Maß- und Formtoleranzen.
Die Sonde folgt dann einer festgelegten Bahn, um die Oberfläche des Werkstücks zu berühren oder abzutasten. Die Maschine erfasst die X-, Y- und Z-Koordinaten jedes Messpunkts und übermittelt die Daten an die Messsoftware.
Unterschiedliche Merkmale erfordern unterschiedliche Punktverteilungen. Eine Ebene erfordert Punkte in mehreren Bereichen, ein kreisförmiges Loch erfordert Punkte entlang seines Umfangs, ein Zylinder erfordert Messungen in verschiedenen Höhen, und ein Freiformfläche erfordert möglicherweise ein kontinuierliches Scannen.
Die Software nutzt diese Punkte, um geometrische Elemente zu erstellen und deren tatsächliche Abmessungen, Ausrichtung und Position zu berechnen. Die Ergebnisse können anschließend mit Zeichnungsmaßen, Toleranzgrenzen oder CAD-Modellen verglichen werden. Ein Bericht kann den Sollwert, den Istwert, die Abweichung sowie den Status „bestanden“ oder „nicht bestanden“ anzeigen.
Die wichtigsten Arten von Koordinatenmessgeräten
Koordinatenmessgeräte werden im Allgemeinen nach ihrer Rahmenkonstruktion und ihrer Verwendungsweise klassifiziert. Die verschiedenen Typen unterscheiden sich hinsichtlich ihres Messbereichs, der Art der Werkstückaufspannung und der geeigneten Anwendungsbereiche.
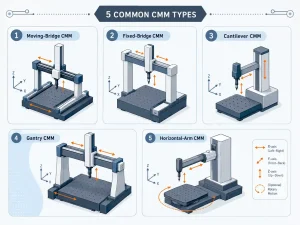
Brücken-Koordinatenmessgerät
Ein Brücken-Koordinatenmessgerät verfügt über eine Brückenkonstruktion, die den Messtisch überspannt und sich entlang des Tisches bewegt. Es gehört zu den gängigsten Typen, die in Qualitätslabors und bei der Prüfung von Präzisionsteilen zum Einsatz kommen.
Sie eignet sich für kleine und mittelgroße Teile, darunter Gehäuse, Halterungen, Flansche, Ventilkörper und Formeinsätze. Brücken-Koordinatenmessgeräte bieten eine gute Allround-Eignung, allerdings ist die Größe der messbaren Teile durch die Brückenhöhe und die Tischfläche begrenzt.
Portal-Koordinatenmessgerät
Ein Portal-Koordinatenmessgerät bietet ein größeres Messvolumen und wird in der Regel für große oder schwere Werkstücke eingesetzt, wie beispielsweise große Formen, Werkzeugmaschinenkomponenten, Bauteile für die Luft- und Raumfahrt sowie große Gussteile.
Dieser Typ eignet sich für größere Werkstücke, erfordert jedoch mehr Aufstellfläche und eine bessere Kontrolle über das Maschinenfundament, die Temperatur und die Umgebungsbedingungen.
Horizontalarm-Koordinatenmessgerät
Ein Koordinatenmessgerät mit horizontalem Arm nähert sich dem Werkstück von der Seite und eignet sich für breite, dünnwandige oder an den Seiten mit vielen Merkmalen versehene Teile.
Zu den üblichen Prüfobjekten zählen Karosserien, Blechteile, geschweißte Rahmen, große Gehäuse und Montagevorrichtungen. Dank ihrer offenen Bauweise bietet sie einen guten Zugang zu großen Seitenflächen, auch wenn sich einige kleine, hochpräzise Merkmale möglicherweise besser für ein Brücken-Koordinatenmessgerät eignen.
Ausleger-Koordinatenmessgerät
Ein freitragendes Koordinatenmessgerät wird nur auf einer Seite abgestützt, wodurch der Messbereich relativ frei bleibt und das Be- und Entladen von Werkstücken erleichtert wird.
Es eignet sich für kleine und mittelgroße Werkstücke, die Prüfung in der Fertigung sowie für Anwendungen, bei denen ein häufiger Werkstückwechsel erforderlich ist. Da die Konstruktion einseitig abgestützt ist, hängen ihre Steifigkeit und ihr Messbereich von der jeweiligen Maschinenausführung ab.
Tragbarer Messarm
Ein tragbarer Messarm kann zum Werkstück gebracht werden, sodass große Teile nicht zu einem fest installierten Messtisch transportiert werden müssen.
Es wird häufig für die Vor-Ort-Prüfung großer Werkstücke, die Werkzeugprüfung, die Montageprüfung, Wartungsarbeiten und das Reverse Engineering eingesetzt. Tragbare Systeme sind flexibel, ihre Ergebnisse sind jedoch stärker von der Technik des Bedieners, der Geräteeinstellung, der Umgebungstemperatur und Vibrationen abhängig.
Hauptkomponenten einer Koordinatenmessmaschine
Die verschiedenen CMM-Typen unterscheiden sich zwar in ihrem Aufbau, bestehen jedoch in der Regel aus einem Messtaster, einem Messtisch, einer Halterung, einer Messsoftware und einem Bewegungssystem.
Sonde
Der Taster berührt die Oberfläche des Werkstücks oder tastet diese ab und dient als direktes Messelement zur Erfassung von Koordinatendaten.
Zu den gängigen Sondensystemen gehören:
- Berührungsauslösende Messtaster
- Rastersonden
- Optische Sonden
- Laserscansysteme
Ein Berührungsmesstaster erfasst einzelne Punkte beim Kontakt mit der Oberfläche und eignet sich für Bohrungen, Ebenen und geometrische Standardmerkmale. Ein Abtastmesstaster erfasst Daten kontinuierlich und eignet sich besser für Zylinder, Profile und Freiformflächen.
Auch der Durchmesser, die Länge und der Winkel der Tastkugel beeinflussen die Messfähigkeit. Eine große Tastkugel passt möglicherweise nicht in ein kleines Loch, eine lange Tastkugel kann sich verbiegen, und eine ungeeignete Anfahrrichtung kann den Zugang zu tiefen Nuten oder inneren Merkmalen einschränken.
Granittisch
Der Messtisch dient als Auflage für das Werkstück und die Prüfvorrichtung. Bei vielen stationären Koordinatenmessgeräten kommen Granittische zum Einsatz, da Granit eine gute Maßstabilität und Verschleißfestigkeit aufweist.
Die Größe des Tisches und die Tragfähigkeit schränken die Abmessungen und das Gewicht der zu prüfenden Teile ein. Späne, Öl und Staub sollten vor der Messung entfernt werden, um eine instabile Positionierung oder ein Kippen des Teils zu vermeiden.
Spielplan
Eine Halterung stabilisiert das Werkstück und verhindert Bewegungen während des Kontaktierens oder Abtastens.
Eine geeignete Prüfvorrichtung sollte:
- Das Bauteil sicher befestigen
- Halten Sie den Weg zur Sonde frei
- Vermeiden Sie eine zu hohe Spannkraft
- Verformung dünnwandiger Teile minimieren
- Behalten Sie eine gleichbleibende Ladeposition bei
Auch wenn die Halterung vielleicht nicht Teil der Maschine selbst ist, hat sie doch direkten Einfluss auf die Wiederholgenauigkeit der Messung.
Messsoftware
Die Messsoftware verarbeitet Koordinatendaten und erstellt Prüfergebnisse. Zu den gängigen Funktionen gehören:
- Festlegen des Teilkoordinatensystems
- Festlegen des Messwegs
- Berechnung geometrischer Merkmale
- Bewertung von Maßen und geometrischen Toleranzen
- Vergleich der Ergebnisse mit CAD-Modellen
- Erstellung von Prüfberichten
- Speicherung historischer Messdaten
Die Fähigkeit, komplexe Maße zu bewerten, hängt nicht nur von der Maschinenhardware ab, sondern auch von der Auswahl der Bezugspunkte, der Punktverteilung und den Softwareeinstellungen.
Luftsystem und Bewegungsmechanismus
Ein Koordinatenmessgerät (CMM) bewegt den Taster entlang der X-, Y- und Z-Achse. Der Bewegungsmechanismus umfasst in der Regel Führungsschienen, Antriebssysteme, Positionsrückmeldesysteme und Lagerkonstruktionen.
Einige Maschinen nutzen Luftlager, um den Bewegungswiderstand zu verringern, und benötigen daher eine stabile Druckluftversorgung sowie geeignete Lufttrocknungsanlagen. Nicht jede Koordinatenmessmaschine (CMM) weist denselben Aufbau auf, und die tatsächliche Konfiguration hängt vom Maschinentyp ab.
Wie wird eine Koordinatenmessmaschine eingesetzt?
Die Vorgehensweisen unterscheiden sich je nach Gerät und Softwareplattform, doch der grundlegende Arbeitsablauf ist im Allgemeinen ähnlich.
Überprüfen Sie die Umgebungsbedingungen und den Zustand der Teile
Vor der Messung sollten das Werkstück und der Messtisch gereinigt werden, um Späne, Grate, Öl, Kühlmittel und Staub zu entfernen.
Ein direkt aus einer Werkzeugmaschine entnommenes Teil kann noch Bearbeitungswärme enthalten. Bei Teilen mit engen Toleranzen sollte man das Werkstück in der Prüfumgebung zunächst auf eine relativ stabile Temperatur kommen lassen.
Maschine einrichten und kalibrieren
Die Tastkugel, die Taststablänge und die Anfahrrichtung sollten entsprechend den Merkmalen des Werkstücks ausgewählt werden. Bei einer Änderung des Tasters, der Verlängerung oder des Tastwinkels ist in der Regel eine Neukalibrierung erforderlich.
Der Bediener sollte außerdem den Zustand der Maschine, den Messbereich und den Bewegungsweg überprüfen, um Kollisionen zwischen Messtaster, Werkstück und Spannvorrichtung zu vermeiden.
Das Teilkoordinatensystem festlegen
Das Koordinatensystem sollte gemäß den in der Konstruktionszeichnung festgelegten Bezugssystemvorgaben festgelegt werden. Ein gängiges Verfahren besteht darin, zunächst eine Ebene zur Festlegung der Hauptausrichtung zu verwenden und anschließend anhand einer Kante, einer Bohrung oder einer Welle die Drehung sowie den Koordinatenursprung zu bestimmen.
Ist das Koordinatensystem falsch, können auch Maße wie Bohrungsposition, Positionstoleranz, Parallelität und Rechtwinkligkeit falsch angegeben sein.
Das Messprogramm ausführen
Das Messprogramm legt die zu prüfenden Merkmale, die Anzahl der Messpunkte, die Annäherungsrichtung des Messtasters und die Berechnungsmethode fest.
Ein automatisches Koordinatenmessgerät kann den programmierten Verfahrweg wiederholen, während bei einer manuellen Maschine der Bediener die Bewegung des Messtasters steuern muss.
Überprüfen Sie die Messergebnisse
Wenn ein Ergebnis außerhalb der Toleranz liegt, sollte das Teil nicht sofort aussortiert werden. Der Bediener sollte zunächst Folgendes überprüfen:
- Ob sich das Teil bewegt hat
- Ob Grate auf der Oberfläche zurückbleiben
- Ob die Sonde korrekt kalibriert wurde
- Ob das Koordinatensystem korrekt festgelegt wurde
- Ob die Toleranz korrekt eingegeben wurde
- Ob die Anzahl und die Verteilung der Messpunkte geeignet waren
- Ob die Temperatur des Bauteils stabil war
Eine hochpräzise Maschine garantiert nicht automatisch, dass jedes Messergebnis zuverlässig ist.
Vorteile und Einschränkungen von Koordinatenmessgeräten
Vorteile
Eine Koordinatenmessmaschine kann Bauteile mit komplexer Geometrie, zahlreichen Merkmalen und komplizierten Bezugspunkten prüfen.
Zu den allgemeinen Vorteilen zählen:
- Messung verschiedener geometrischer Merkmale
- Bewertung der Positionsbeziehungen zwischen Merkmalen
- Unterstützung bestimmter Anforderungen an geometrische Toleranzen
- Erstellung digitaler Prüfberichte
- Wiederholbare automatische Messprogramme
- Vergleich mit CAD-Modellen
- Speicherung und Nachverfolgung historischer Messdaten
Beschränkungen
Koordinatenmessgeräte weisen zudem Einschränkungen hinsichtlich der Anschaffungskosten, der Prüfeffizienz und der Betriebsbedingungen auf.
Zu den üblichen Einschränkungen gehören:
- Höhere Kosten für die Maschine, die Software und die Messköpfe
- Die Notwendigkeit regelmäßiger Kalibrierung und Wartung
- Längere Prüfzeiten bei komplexen Bauteilen
- Empfindlichkeit gegenüber Temperatur, Vibrationen und Sauberkeit
- Eingeschränkter Zugang zu tiefen Rillen, engen Löchern und schwer zugänglichen Stellen
- Mögliche Auswirkungen der Sondenkraft auf dünnwandige oder weiche Bauteile
- Möglicher Einfluss der Oberflächenreflexion und der Transparenz auf die berührungslose Messung
- Abhängigkeit von korrekten Bezugspunkten, Vorrichtungen, Messtastern und Programmeinstellungen
Bei einfachen Maßangaben oder bei Prüfungen mit hohem Durchsatz können Messschieber, Mikrometer, Passlehren und Spezialmessgeräte mitunter effizienter sein.
Schlussfolgerung
Ein Koordinatenmessgerät erfasst Koordinatendaten von einer Werkstückoberfläche entlang der X-, Y- und Z-Achse und berechnet mithilfe von Messsoftware Abmessungen, Formen, Ausrichtungen und Lagebeziehungen. Brücken-, Portal-, Horizontalarm-, Ausleger- und tragbare Koordinatenmessgeräte eignen sich für unterschiedliche Werkstückgrößen, Prüfbereiche und Betriebsbedingungen.
Koordinatenmessgeräte (CMMs) werden häufig zur Prüfung von Automobilkomponenten, Bauteilen für die Luft- und Raumfahrt, präzisionsgefertigten Teilen, Formen, Vorrichtungen und Montagewerkzeugen eingesetzt. Sie eignen sich für komplexe Maßprüfungen, die Bewertung geometrischer Toleranzen, Erstmusterprüfungen, Stichproben in der Fertigung sowie die Überprüfung von Werkzeugen. Die Zuverlässigkeit der Messung hängt jedoch nach wie vor von der Tasterkonfiguration, der Werkstückaufspannung, der Bezugspunktausrichtung, den Umgebungsbedingungen und dem Messprogramm ab.
Bei Bauteilen mit einfachen Abmessungen und hohen Prüfvolumina sind herkömmliche Messwerkzeuge oder Spezialmessgeräte unter Umständen effizienter. Bei Bauteilen mit komplexer Geometrie, mehreren Bezugspunkten oder Anforderungen an die digitale Berichterstellung kann ein Koordinatenmessgerät (CMM) systematischere dreidimensionale Messdaten liefern.


