
Una máquina de medición por coordenadas, comúnmente conocida como CMM, es un dispositivo de medición que se utiliza para la inspección dimensional y geométrica. Recoge datos de coordenadas tridimensionales de la superficie de una pieza para calcular longitudes, diámetros de orificios, posiciones de orificios, planos, cilindros, perfiles y las relaciones posicionales entre los distintos elementos.
La importancia de una máquina de medición por coordenadas (CMM) radica en su capacidad para evaluar varias características relacionadas dentro del mismo sistema de coordenadas. En el caso de piezas con múltiples puntos de referencia, patrones complejos de orificios o requisitos de tolerancia geométrica, es posible que los calibres, los micrómetros y los calibres de enchufe, por sí solos, no proporcionen información suficiente para verificar cómo se relacionan entre sí dichas características.
Sin embargo, una máquina de medición por coordenadas (CMM) no es adecuada para todas las tareas de inspección. Su capacidad práctica depende del tipo de máquina, el rango de medición, la configuración de la sonda, la geometría de la pieza y el entorno de funcionamiento. En este artículo se explican los principales tipos, componentes, proceso de trabajo, funcionamiento básico, ventajas y limitaciones de las máquinas de medición por coordenadas.
¿Qué es una máquina de medición por coordenadas?
CMM son las siglas de «máquina de medición por coordenadas». La máquina recoge puntos de medición de la superficie de una pieza a lo largo de los ejes X, Y y Z y utiliza un software de medición para calcular dimensiones, formas, orientaciones y relaciones posicionales.
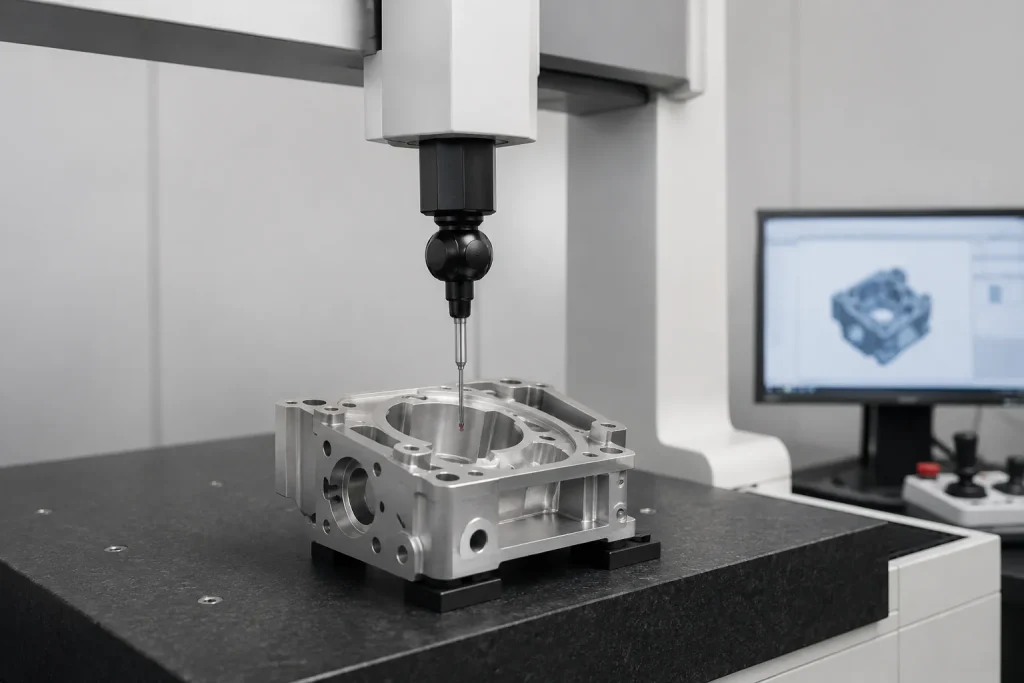
Durante la medición, una sonda toca o recorre la superficie de la pieza, mientras que la máquina registra la posición de cada punto en un sistema de coordenadas tridimensional. A continuación, el software utiliza estas coordenadas para construir planos, círculos, cilindros, esferas, líneas o superficies, y compara los resultados reales con los planos técnicos o los modelos CAD.
Por ejemplo, al inspeccionar un carcasa mecanizada, una máquina de medición por coordenadas (CMM) puede medir algo más que el diámetro del orificio. También puede evaluar:
- Distancias entre centros de los orificios
- Posición del orificio con respecto a una superficie de referencia
- Planitud de una superficie de montaje
- Perpendicularidad entre dos superficies
- Relaciones posicionales entre dos orificios de cojinete
- Desviación entre el perfil real y el modelo CAD
Por lo tanto, una máquina de medición por coordenadas (CMM) no se limita a medir dimensiones individuales. También puede analizar las relaciones geométricas entre varias características dentro de un sistema de coordenadas común.
Las máquinas de medición por coordenadas (CMM) se utilizan habitualmente para verificar las dimensiones de las piezas, las tolerancias geométricas y la ubicación de las características, comparándolas con los planos técnicos o los modelos CAD. También pueden utilizarse para la inspección de la primera pieza, la verificación de utillaje y la elaboración de informes dimensionales.
¿Cómo funciona una máquina de medición por coordenadas?
El proceso básico de una máquina de medición por coordenadas (CMM) incluye el posicionamiento de la pieza, la alineación del sistema de coordenadas, la recogida de puntos, el cálculo geométrico y la obtención de resultados.
Antes de realizar la medición, la pieza se coloca de forma segura sobre la mesa. A continuación, se establece un sistema de coordenadas utilizando los planos de referencia, los orificios de referencia o las líneas centrales especificadas en el plano. Este sistema de coordenadas determina la dirección de referencia para los cálculos posteriores de tolerancias dimensionales y geométricas.
A continuación, la sonda sigue una trayectoria definida para tocar o escanear la superficie de la pieza. La máquina registra las coordenadas X, Y y Z de cada punto de medición y envía los datos al software de medición.
Las diferentes características requieren distribuciones de puntos distintas. Un plano requiere puntos repartidos por varias zonas; un agujero circular, puntos a lo largo de su circunferencia; un cilindro, mediciones a diferentes alturas; y un superficie de forma libre puede que sea necesario realizar un escaneo continuo.
El software utiliza estos puntos para crear elementos geométricos y calcular sus dimensiones reales, su orientación y su posición. A continuación, los resultados pueden compararse con las cotas del plano, los límites de tolerancia o los modelos CAD. Un informe puede mostrar el valor nominal, el valor real, la desviación y el estado de «aprobado» o «rechazado».
Principales tipos de máquinas de medición por coordenadas
Las máquinas de medición por coordenadas se clasifican generalmente según la estructura de su bastidor y su modo de uso. Los distintos tipos varían en cuanto al rango de medición, el método de colocación de las piezas y las aplicaciones para las que son adecuadas.
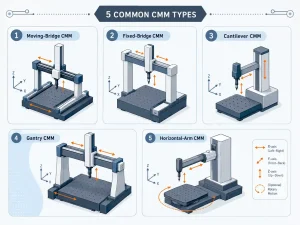
CMM de puente
Una máquina de medición por coordenadas (CMM) de tipo puente cuenta con una estructura en forma de puente que se extiende sobre la mesa de medición y se desplaza a lo largo de ella. Es uno de los tipos más habituales en los laboratorios de calidad y en la inspección de piezas de precisión.
Es adecuada para piezas pequeñas y medianas, como carcasas, soportes, bridas, cuerpos de válvulas e insertos de molde. Las máquinas de medición por coordenadas (CMM) de puente ofrecen una buena versatilidad para uso general, pero el tamaño de las piezas que se pueden medir está limitado por la altura del puente y la superficie de la mesa.
Máquina de medición por coordenadas (CMM) de pórtico
Una máquina de medición por coordenadas (CMM) de pórtico ofrece un volumen de medición mayor y se utiliza generalmente para piezas grandes o pesadas, como moldes de gran tamaño, componentes de máquinas-herramienta, estructuras aeroespaciales y piezas fundidas de gran tamaño.
Este modelo permite trabajar con piezas de mayor tamaño, pero requiere más espacio de instalación y un mayor control sobre los cimientos de la máquina, la temperatura y el entorno circundante.
Máquina de medición por coordenadas (CMM) de brazo horizontal
Una máquina de medición por coordenadas (CMM) de brazo horizontal se aproxima a la pieza desde un lado y resulta adecuada para piezas anchas, de paredes delgadas o con numerosas características laterales.
Entre los objetos de inspección habituales se incluyen carrocerías de automóviles, paneles de chapa, bastidores soldados, carcasas de gran tamaño y dispositivos de montaje. Su estructura abierta permite un buen acceso a las superficies laterales de gran tamaño, aunque para algunas características pequeñas y de alta precisión puede resultar más adecuado utilizar una máquina de medición por coordenadas (CMM) de puente.
Máquina de medición por coordenadas (CMM) en voladizo
Una máquina de medición por coordenadas (CMM) en voladizo se apoya en un solo lado, lo que deja el área de medición relativamente despejada y facilita la carga y descarga de las piezas.
Es adecuado para piezas pequeñas y medianas, la inspección en taller y aplicaciones que requieren cambios frecuentes de piezas. Dado que la estructura se apoya en un solo lado, su rigidez y su rango de medición dependen del diseño específico de la máquina.
Brazo de medición portátil
Un brazo de medición portátil se puede desplazar hasta la pieza de trabajo, por lo que no es necesario transportar las piezas de gran tamaño hasta una mesa de medición fija.
Se utiliza a menudo para la inspección in situ de piezas de gran tamaño, la verificación de utillaje, la inspección de ensamblajes, los trabajos de mantenimiento y la ingeniería inversa. Los sistemas portátiles son flexibles, pero sus resultados dependen en mayor medida de la técnica del operador, la configuración del equipo, la temperatura ambiente y las vibraciones.
Componentes principales de una máquina de medición por coordenadas
Los distintos tipos de máquinas de medición por coordenadas (CMM) varían en cuanto a su estructura, pero suelen incluir una sonda, una mesa de medición, un dispositivo de sujeción, un software de medición y un sistema de movimiento de la máquina.
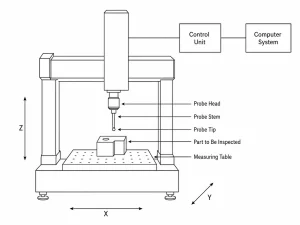
Sonda
La sonda toca o escanea la superficie de la pieza y es el elemento de medición directo que se utiliza para recopilar datos de coordenadas.
Entre los sistemas de sondas más habituales se encuentran:
- Sondas de activación por contacto
- Sondas de barrido
- Sondas ópticas
- Sistemas de escaneo láser
Una sonda de contacto registra puntos individuales al entrar en contacto con la superficie y es adecuada para agujeros, planos y elementos geométricos estándar. Una sonda de barrido recoge datos de forma continua y resulta más adecuada para cilindros, perfiles y superficies de forma libre.
El diámetro, la longitud y el ángulo de la bola del palpador también influyen en la capacidad de medición. Es posible que una bola de palpador grande no pueda introducirse en un orificio pequeño, que un palpador largo se desvíe y que una dirección de aproximación inadecuada limite el acceso a ranuras profundas o a elementos internos.
Mesa de granito
La mesa de medición sirve de soporte para la pieza y el dispositivo de inspección. Muchas máquinas de medición por coordenadas (CMM) fijas utilizan mesas de granito, ya que este material ofrece una buena estabilidad dimensional y resistencia al desgaste.
El tamaño de la mesa y la capacidad de carga limitan las dimensiones y el peso de las piezas que se pueden inspeccionar. Antes de realizar la medición, se deben eliminar las virutas, el aceite y el polvo para evitar un posicionamiento inestable o la inclinación de la pieza.
Calendario
Un dispositivo de sujeción estabiliza la pieza y evita que se mueva durante el contacto de la sonda o el escaneo.
Un dispositivo de inspección adecuado debería:
- Sujeta bien la pieza
- Mantén la trayectoria de la sonda accesible
- Evita aplicar una fuerza de sujeción excesiva
- Reducir al mínimo la deformación de las piezas de paredes delgadas
- Mantén una posición de carga constante
Aunque el accesorio no forme parte de la propia máquina, influye directamente en la repetibilidad de las mediciones.
Software de medición
El software de medición procesa los datos de coordenadas y genera los resultados de la inspección. Entre sus funciones más habituales se incluyen:
- Establecimiento del sistema de coordenadas de la pieza
- Definición de la ruta de medición
- Cálculo de características geométricas
- Evaluación de dimensiones y tolerancias geométricas
- Comparación de los resultados con los modelos CAD
- Elaboración de informes de inspección
- Almacenamiento de datos históricos de medición
La capacidad para evaluar dimensiones complejas no solo depende del hardware de la máquina, sino también de la selección de puntos de referencia, la distribución de los puntos y la configuración del software.
Sistema neumático y mecanismo de movimiento
Una máquina de medición por coordenadas (CMM) desplaza el palpador a lo largo de los ejes X, Y y Z. El mecanismo de movimiento suele incluir guías, sistemas de accionamiento, dispositivos de retroalimentación de posición y estructuras de rodamientos.
Algunas máquinas utilizan cojinetes neumáticos para reducir la resistencia al movimiento y, por lo tanto, requieren un suministro estable de aire comprimido y un equipo adecuado de secado del aire. No todas las máquinas de medición por coordenadas (CMM) tienen el mismo diseño, y la configuración real depende del tipo de máquina.
¿Cómo se utiliza una máquina de medición por coordenadas?
Los procedimientos operativos varían según las máquinas y las plataformas de software, pero el flujo de trabajo básico suele ser similar.
Comprueba el entorno y el estado de las piezas
Antes de realizar la medición, se deben limpiar la pieza y la mesa de medición para eliminar virutas, rebabas, aceite, líquido refrigerante y polvo.
Una pieza recién retirada de una máquina herramienta puede conservar aún el calor generado durante el mecanizado. En el caso de las piezas con tolerancias ajustadas, se debe dejar que la pieza alcance una temperatura relativamente estable en el entorno de inspección.
Configuración y calibración de la máquina
La bola de palpado, la longitud del palpador y la dirección de aproximación deben seleccionarse en función de las características de la pieza. Cuando se modifica el palpador, la extensión o el ángulo de palpado, suele ser necesario volver a calibrar el sistema.
El operario también debe comprobar el estado de la máquina, el rango de medición y la trayectoria de movimiento para evitar colisiones entre la sonda, la pieza y el dispositivo de sujeción.
Establecer el sistema de coordenadas de la pieza
El sistema de coordenadas debe establecerse de acuerdo con los requisitos de referencia que figuran en el plano técnico. Un método habitual consiste en utilizar un plano para definir la orientación principal y, a continuación, utilizar un borde, un orificio o un eje para definir la rotación y el origen de las coordenadas.
Si el sistema de coordenadas es incorrecto, es posible que mediciones como la posición de los orificios, la tolerancia de posición, el paralelismo y la perpendicularidad también se refieran de forma incorrecta.
Ejecuta el programa de medición
El programa de medición define las características que se van a inspeccionar, el número de puntos de medición, la dirección de aproximación de la sonda y el método de cálculo.
Una máquina de medición por coordenadas (CMM) automática puede repetir la trayectoria programada, mientras que una máquina manual requiere que el operador controle el movimiento del palpador.
Revisar los resultados de las mediciones
Cuando un resultado se sale de los límites de tolerancia, la pieza no debe rechazarse de inmediato. El operario debe comprobar primero:
- Si la pieza se movió
- Si quedan rebabas en la superficie
- Si la sonda se calibró correctamente
- Si el sistema de coordenadas se ha establecido correctamente
- Si la tolerancia se ha introducido correctamente
- Si el número y la distribución de los puntos de medición eran adecuados
- Si la temperatura de la pieza se mantuvo estable
El hecho de que una máquina sea de alta precisión no garantiza automáticamente que todos los resultados de las mediciones sean fiables.
Ventajas y limitaciones de las máquinas de medición por coordenadas
Ventajas
Una máquina de medición por coordenadas puede inspeccionar piezas con una geometría compleja, numerosas características y relaciones de referencia complicadas.
Entre las ventajas más comunes se encuentran:
- Medición de diversas características geométricas
- Evaluación de las relaciones posicionales entre los elementos
- Compatibilidad con determinados requisitos de tolerancia geométrica
- Elaboración de informes de inspección digitales
- Programas de medición automáticos y repetibles
- Comparación con modelos CAD
- Almacenamiento y seguimiento de los datos históricos de medición
Limitaciones
Las máquinas de medición por coordenadas (CMM) también presentan limitaciones relacionadas con el coste del equipo, la eficiencia de la inspección y las condiciones de funcionamiento.
Entre las limitaciones más habituales se encuentran:
- Mayores costes de la máquina, el software y las sondas
- La necesidad de realizar calibraciones y mantenimiento periódicos
- Tiempos de inspección más largos para piezas complejas
- Sensibilidad a la temperatura, a las vibraciones y a la limpieza
- Acceso limitado a ranuras profundas, orificios estrechos y elementos obstruidos
- Posibles efectos de la fuerza de la sonda en piezas de pared delgada o blandas
- Posible influencia de la reflectividad y la transparencia de la superficie en la medición sin contacto
- Dependencia de puntos de referencia, accesorios, sondas y ajustes de programa correctos
Para mediciones sencillas o inspecciones de gran volumen, los calibres, los micrómetros, los calibres de enchufe y los calibres específicos pueden resultar a veces más eficaces.
Conclusión
Una máquina de medición por coordenadas recoge datos de coordenadas de la superficie de una pieza a lo largo de los ejes X, Y y Z, y utiliza un software de medición para calcular dimensiones, formas, orientaciones y relaciones posicionales. Las máquinas de medición por coordenadas (CMM) de tipo puente, pórtico, brazo horizontal, voladizo y portátiles se adaptan a diferentes tamaños de piezas, espacios de inspección y condiciones de funcionamiento.
Las máquinas de medición por coordenadas (CMM) se utilizan habitualmente para inspeccionar componentes de automoción, estructuras aeroespaciales, piezas mecanizadas de precisión, moldes, accesorios de sujeción y utillaje de montaje. Permiten realizar inspecciones dimensionales complejas, evaluaciones de tolerancias geométricas, inspecciones de primer artículo, muestreos de producción y verificaciones de utillaje. Sin embargo, la fiabilidad de la medición sigue dependiendo de la configuración de la sonda, la sujeción de la pieza, la alineación de los puntos de referencia, las condiciones ambientales y el programa de medición.
En el caso de piezas con dimensiones sencillas y grandes volúmenes de inspección, las herramientas de medición convencionales o los calibres específicos pueden resultar más eficientes. En el caso de piezas con geometría compleja, múltiples puntos de referencia o requisitos de generación de informes digitales, una máquina de medición por coordenadas (CMM) puede proporcionar un conjunto más sistemático de datos de medición tridimensionales.


