
Une machine à mesurer tridimensionnelle, communément appelée CMM, est un appareil de mesure utilisé pour le contrôle dimensionnel et géométrique. Elle recueille des données de coordonnées tridimensionnelles à partir de la surface d'une pièce afin de calculer les longueurs, les diamètres des trous, leurs positions, les plans, cylindres, les profils et les relations de position entre les différents éléments.
L'intérêt d'une machine à mesurer tridimensionnelle (MMT) réside dans sa capacité à évaluer plusieurs caractéristiques liées entre elles au sein d'un même système de coordonnées. Pour les pièces comportant plusieurs repères, des configurations de perçages complexes ou soumises à des exigences de tolérance géométrique, les pieds à coulisse, les micromètres et les jauges à alésage ne suffisent pas à eux seuls à fournir suffisamment d'informations pour vérifier les relations entre ces caractéristiques.
Cependant, une machine à mesurer par coordonnées (CMM) ne convient pas à toutes les tâches d'inspection. Ses capacités pratiques dépendent du type de machine, de la plage de mesure, de la configuration du palpeur, de la géométrie de la pièce et de l'environnement d'utilisation. Cet article présente les principaux types, les composants, le principe de fonctionnement, les bases d'utilisation, les avantages et les limites des machines à mesurer par coordonnées.
Qu'est-ce qu'une machine à mesurer tridimensionnelle ?
CMM est l'acronyme de « Coordinate Measuring Machine » (machine de mesure par coordonnées). Cette machine recueille des points de mesure sur la surface d'une pièce le long des axes X, Y et Z, puis utilise un logiciel de mesure pour calculer les dimensions, les formes, les orientations et les relations de position.
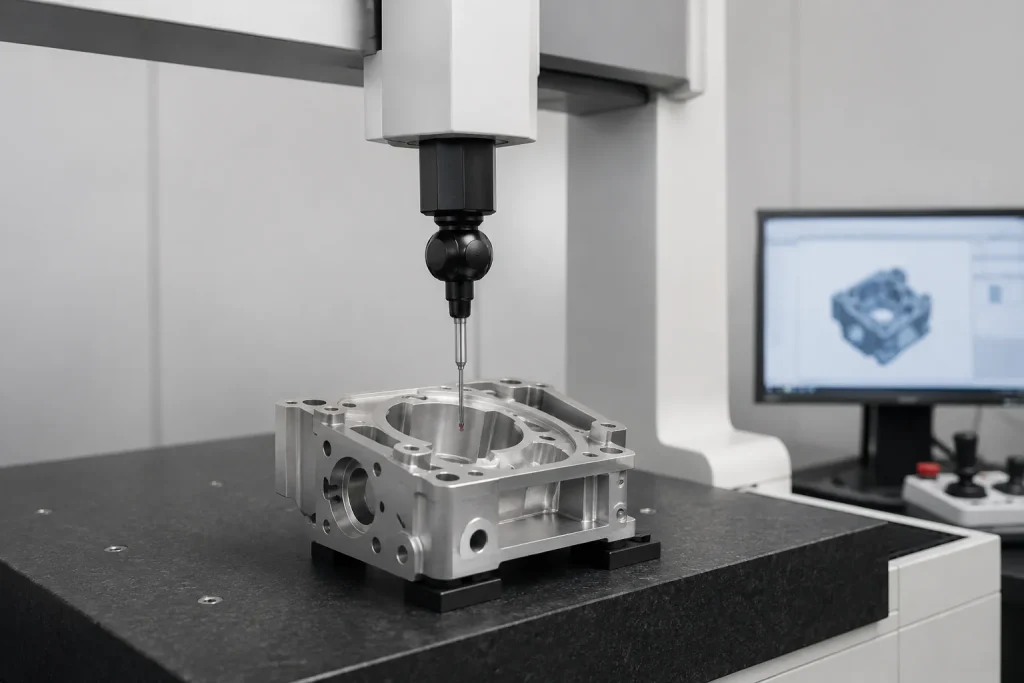
Lors de la mesure, une sonde touche ou balaye la surface de la pièce tandis que la machine enregistre la position de chaque point dans un système de coordonnées tridimensionnel. Le logiciel utilise ensuite ces coordonnées pour construire des plans, des cercles, des cylindres, des sphères, des droites ou des surfaces, puis compare les résultats obtenus avec les plans techniques ou les modèles CAO.
Par exemple, lors de l'inspection d'un boîtier usiné, une machine à mesurer tridimensionnelle (MMT) ne se contente pas de mesurer le diamètre d'un trou. Elle permet également d'évaluer :
- Distances entre les centres des trous
- Position d'un trou par rapport à une surface de référence
- Planéité d'une surface de montage
- Perpendicularité entre deux surfaces
- Relations de position entre deux alésages de roulement
- Écart entre le profil réel et le modèle CAO
Une machine à mesurer tridimensionnelle (MMT) ne se contente donc pas de mesurer des dimensions individuelles. Elle permet également d'analyser les relations géométriques entre plusieurs caractéristiques au sein d'un système de coordonnées commun.
Les machines à mesurer tridimensionnelles (MMT) sont couramment utilisées pour vérifier les dimensions des pièces, les tolérances géométriques et l'emplacement des caractéristiques par rapport aux plans techniques ou aux modèles CAO. Elles peuvent également servir à l'inspection des premiers articles, à la vérification de l'outillage et à l'établissement de rapports dimensionnels.
Comment fonctionne une machine à mesurer tridimensionnelle ?
Le processus de base d'une machine à mesurer tridimensionnelle (MMT) comprend le positionnement de la pièce, l'alignement du système de coordonnées, la collecte des points, le calcul géométrique et la sortie des résultats.
Avant la mesure, la pièce est solidement fixée sur la table. Un système de coordonnées est ensuite établi à l'aide des plans de référence, des trous de référence ou des axes de centrage indiqués sur le plan. Ce système de coordonnées détermine la direction de référence pour les calculs ultérieurs des tolérances dimensionnelles et géométriques.
La sonde suit ensuite un parcours défini pour effleurer ou balayer la surface de la pièce. La machine enregistre les coordonnées X, Y et Z de chaque point de mesure et transmet ces données au logiciel de mesure.
Chaque forme nécessite une répartition différente des points. Un plan nécessite des points répartis sur plusieurs zones, un trou circulaire nécessite des points situés sur sa circonférence, un cylindre nécessite des mesures à différentes hauteurs, et un surface de forme libre peut nécessiter une analyse en continu.
Le logiciel utilise ces points pour créer des éléments géométriques et calculer leurs dimensions réelles, leur orientation et leur position. Les résultats peuvent ensuite être comparés aux cotes du dessin, aux limites de tolérance ou aux modèles CAO. Un rapport peut indiquer la valeur nominale, la valeur réelle, l'écart, ainsi que le statut « conforme » ou « non conforme ».
Principaux types de machines de mesure par coordonnées
Les machines à mesurer tridimensionnelles sont généralement classées en fonction de la structure de leur châssis et de leur mode d'utilisation. Les différents types varient en termes de plage de mesure, de méthode de chargement des pièces et d'applications adaptées.
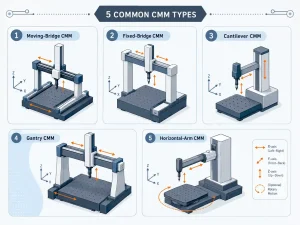
CMM à pont
Une MMT à pont est dotée d'une structure en pont qui enjambe la table de mesure et se déplace le long de celle-ci. Il s'agit de l'un des types les plus couramment utilisés dans les laboratoires de contrôle qualité et pour l'inspection de pièces de précision.
Elle convient aux pièces de petite et moyenne taille, notamment les boîtiers, les supports, les brides, les corps de vannes et les inserts de moules. Les MMT à pont offrent de bonnes performances polyvalentes, mais la taille des pièces mesurables est limitée par la hauteur du pont et la surface de la table.
CMM à portique
Une machine à mesurer tridimensionnelle à portique offre un volume de mesure plus important et est généralement utilisée pour les pièces volumineuses ou lourdes, telles que les grands moules, les composants de machines-outils, les structures aérospatiales et les pièces moulées de grande taille.
Ce modèle permet de traiter des pièces de plus grande taille, mais il nécessite davantage d'espace d'installation et exige un contrôle plus rigoureux de la fondation de la machine, de la température et de l'environnement immédiat.
Machine à mesurer à bras horizontal
Une machine à mesurer tridimensionnelle (MMT) à bras horizontal s'approche de la pièce par le côté ; elle est adaptée aux pièces larges, à parois minces ou présentant de nombreuses caractéristiques latérales.
Les pièces couramment inspectées comprennent les carrosseries automobiles, les panneaux de tôle, les châssis soudés, les grands boîtiers et les gabarits d'assemblage. Sa structure ouverte offre un bon accès aux grandes surfaces latérales, même si certaines caractéristiques de petite taille et de haute précision peuvent être mieux adaptées à une MMT à portique.
Machine à mesurer à portique
Une machine à mesurer tridimensionnelle (MMT) en porte-à-faux est soutenue d'un seul côté, ce qui laisse la zone de mesure relativement dégagée et facilite le chargement et le déchargement des pièces.
Il est adapté aux pièces de petite et moyenne taille, au contrôle en atelier et aux applications nécessitant des changements fréquents de pièces. Sa structure étant soutenue d'un seul côté, sa rigidité et sa plage de mesure dépendent de la conception spécifique de la machine.
Bras de mesure portable
Un bras de mesure portable peut être déplacé jusqu'à la pièce à mesurer, ce qui évite d'avoir à transporter les pièces de grande taille jusqu'à une table de mesure fixe.
Il est souvent utilisé pour l'inspection sur site de pièces de grande taille, la vérification des outillages, le contrôle des assemblages, les travaux de maintenance et la rétro-ingénierie. Les systèmes portables offrent une grande souplesse, mais leurs résultats sont davantage sensibles à la technique de l'opérateur, à la configuration de l'équipement, à la température ambiante et aux vibrations.
Principaux composants d'une machine à mesurer tridimensionnelle
Les différents types de MMT présentent des structures variées, mais ils comprennent généralement un palpeur, une table de mesure, un dispositif de fixation, un logiciel de mesure et un système de déplacement de la machine.
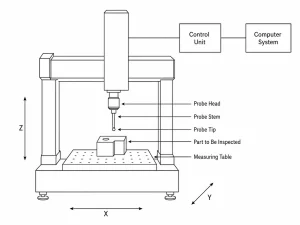
Sonde
Le palpeur touche ou balaye la surface de la pièce ; il s'agit de l'élément de mesure direct utilisé pour recueillir les données de coordonnées.
Parmi les systèmes de sondes courants, on peut citer :
- Sondes à déclenchement par contact
- Sondes à balayage
- Sondes optiques
- Systèmes de balayage laser
Un palpeur à déclenchement par contact enregistre des points individuels lorsqu'il entre en contact avec la surface ; il est adapté aux alésages, aux plans et aux formes géométriques standard. Un palpeur à balayage recueille des données en continu et convient mieux aux cylindres, aux profils et aux surfaces de forme libre.
Le diamètre, la longueur et l'angle de la bille du palpeur influent également sur les capacités de mesure. Une bille de grande taille peut ne pas pouvoir pénétrer dans un petit trou, un palpeur trop long peut se déformer, et un angle d'approche inadapté peut limiter l'accès aux rainures profondes ou aux éléments internes.
Table en granit
La table de mesure sert de support à la pièce et au dispositif de contrôle. De nombreuses MMT fixes utilisent des tables en granit, car ce matériau offre une bonne stabilité dimensionnelle et une bonne résistance à l'usure.
La taille de la table et la capacité de charge limitent les dimensions et le poids des pièces pouvant être inspectées. Il convient d'éliminer les copeaux, l'huile et la poussière avant la mesure afin d'éviter tout positionnement instable ou toute inclinaison de la pièce.
Calendrier des rencontres
Un dispositif de fixation stabilise la pièce et empêche tout mouvement lors du contact avec la sonde ou pendant le balayage.
Un dispositif de contrôle adapté doit :
- Maintenez la pièce solidement en place
- Veillez à ce que le trajet de la sonde reste accessible
- Évitez d'exercer une force de serrage excessive
- Réduire au minimum la déformation des pièces à parois minces
- Maintenir une position de chargement constante
Même si le dispositif de fixation ne fait pas partie intégrante de la machine, il influe directement sur la répétabilité des mesures.
Logiciel de mesure
Le logiciel de mesure traite les données de coordonnées et génère les résultats d'inspection. Parmi les fonctions courantes, on peut citer :
- Définition du système de coordonnées de la pièce
- Définition du parcours de mesure
- Calcul des caractéristiques géométriques
- Évaluation des cotes et des tolérances géométriques
- Comparaison des résultats avec les modèles CAO
- Création de rapports d'inspection
- Stockage des données de mesure historiques
La capacité à évaluer des cotes complexes dépend non seulement du matériel de la machine, mais aussi du choix des repères, de la répartition des points et des paramètres logiciels.
Système pneumatique et mécanisme de mouvement
Une machine à mesurer tridimensionnelle (CMM) déplace le palpeur le long des axes X, Y et Z. Le mécanisme de déplacement comprend généralement des glissières de guidage, des systèmes d'entraînement, des dispositifs de rétroaction de position et des structures de paliers.
Certaines machines utilisent des paliers à air pour réduire la résistance au mouvement et nécessitent donc une alimentation en air comprimé stable ainsi qu'un équipement de séchage de l'air adapté. Toutes les machines à mesurer tridimensionnelles (MMT) ne présentent pas la même conception, et la configuration réelle dépend du type de machine.
Comment utilise-t-on une machine à mesurer tridimensionnelle ?
Les procédures d'utilisation varient selon les machines et les plateformes logicielles, mais le déroulement général des opérations est généralement similaire.
Vérifier l'environnement et l'état des pièces
Avant la mesure, la pièce et la table de mesure doivent être nettoyées afin d'éliminer les copeaux, les bavures, l'huile, le liquide de refroidissement et la poussière.
Une pièce retirée directement d'une machine-outil peut encore être chaude en raison de l'usinage. Pour les pièces soumises à des tolérances serrées, il convient de laisser la pièce atteindre une température relativement stable dans l'environnement de contrôle.
Installation et étalonnage de la machine
La bille de palpage, la longueur du stylet et la direction d'approche doivent être choisies en fonction des caractéristiques de la pièce. En cas de modification du palpeur, de la rallonge ou de l'angle de palpage, un nouvel étalonnage est généralement nécessaire.
L'opérateur doit également vérifier l'état de la machine, la plage de mesure et la trajectoire de déplacement afin d'éviter toute collision entre la sonde, la pièce et le dispositif de fixation.
Définir le système de coordonnées de la pièce
Le système de coordonnées doit être établi conformément aux exigences de référence indiquées sur le plan technique. Une méthode courante consiste à utiliser un plan pour définir l'orientation principale, puis à utiliser une arête, un trou ou un alésage pour définir la rotation et l'origine du système de coordonnées.
Si le système de coordonnées est incorrect, certaines mesures, telles que la position des trous, la tolérance de position, le parallélisme et la perpendicularité, peuvent également être mal référencées.
Lancer le programme de mesure
Le programme de mesure définit les caractéristiques contrôlées, le nombre de points de mesure, la direction d'approche de la sonde et la méthode de calcul.
Une machine à mesurer tridimensionnelle (MMT) automatique peut reproduire la trajectoire programmée, tandis qu'une machine manuelle nécessite que l'opérateur contrôle les mouvements du palpeur.
Consulter les résultats des mesures
Lorsqu'un résultat se situe hors tolérance, la pièce ne doit pas être rejetée immédiatement. L'opérateur doit d'abord vérifier :
- Que la pièce ait bougé ou non
- Y a-t-il encore des bavures à la surface ?
- La sonde a-t-elle été correctement étalonnée ?
- Le système de coordonnées a-t-il été défini correctement ?
- Si la tolérance a été saisie correctement
- Le nombre et la répartition des points de mesure étaient-ils adaptés ?
- La température de la pièce était-elle stable ?
Une machine de haute précision ne garantit pas automatiquement que chaque résultat de mesure soit fiable.
Avantages et limites des machines à mesurer tridimensionnelles
Avantages
Une machine à mesurer tridimensionnelle permet de contrôler des pièces présentant une géométrie complexe, de nombreuses caractéristiques et des relations de référence compliquées.
Parmi les avantages communs, on peut citer :
- Mesure de diverses caractéristiques géométriques
- Évaluation des relations de position entre les éléments caractéristiques
- Prise en charge de certaines exigences en matière de tolérances géométriques
- Création de rapports d'inspection numériques
- Programmes de mesure automatiques et reproductibles
- Comparaison avec les modèles CAO
- Stockage et suivi des données de mesure historiques
Limites
Les machines à mesurer tridimensionnelles (MMT) présentent également des limites liées au coût de l'équipement, à l'efficacité des contrôles et aux conditions d'exploitation.
Parmi les limites courantes, on peut citer :
- Coûts plus élevés pour la machine, les logiciels et les sondes
- La nécessité d'un étalonnage et d'un entretien réguliers
- Des durées d'inspection plus longues pour les pièces complexes
- Sensibilité à la température, aux vibrations et à la propreté
- Accès limité aux rainures profondes, aux trous étroits et aux éléments encombrés
- Effets possibles de la force d'exploration sur les pièces à parois minces ou souples
- Influence éventuelle de la réflectivité et de la transparence de la surface sur la mesure sans contact
- Dépendance vis-à-vis de repères, de dispositifs de fixation, de palpeurs et de paramètres de programme corrects
Pour les mesures simples ou les contrôles à haut débit, les pieds à coulisse, les micromètres, les jauges cylindriques et les jauges spécialisées peuvent parfois s'avérer plus efficaces.
Conclusion
Une machine à mesurer tridimensionnelle (MMT) recueille les coordonnées de la surface d'une pièce le long des axes X, Y et Z, puis utilise un logiciel de mesure pour calculer les dimensions, les formes, les orientations et les relations de position. Les MMT à pont, à portique, à bras horizontal, en porte-à-faux et portables sont adaptées à différentes tailles de pièces, différents espaces d'inspection et différentes conditions d'utilisation.
Les machines à mesurer tridimensionnelles (MMT) sont couramment utilisées pour contrôler des composants automobiles, des structures aérospatiales, des pièces usinées de précision, des moules, des gabarits et des outillages d'assemblage. Elles permettent d'effectuer des contrôles dimensionnels complexes, d'évaluer les tolérances géométriques, de réaliser des contrôles de premier article, des prélèvements en série et de vérifier les outillages. Toutefois, la fiabilité des mesures dépend toujours de la configuration du palpeur, du serrage de la pièce, de l'alignement des repères, des conditions environnementales et du programme de mesure.
Pour les pièces aux dimensions simples et faisant l'objet d'un volume d'inspection élevé, les outils de mesure classiques ou les jauges spécialisées peuvent s'avérer plus efficaces. En revanche, pour les pièces présentant une géométrie complexe, plusieurs points de référence ou nécessitant la génération de rapports numériques, une machine à mesurer tridimensionnelle (MMT) permet d'obtenir un ensemble plus systématique de données de mesure tridimensionnelles.


