
Uma máquina de medição por coordenadas, normalmente abreviada como CMM, é um dispositivo de medição utilizado para a inspeção dimensional e geométrica. Recolhe dados de coordenadas tridimensionais da superfície de uma peça para calcular comprimentos, diâmetros de orifícios, posições de orifícios, planos, cilindros, perfis e as relações posicionais entre as diferentes características.
A importância de uma CMM reside na sua capacidade de avaliar várias características relacionadas no âmbito do mesmo sistema de coordenadas. No caso de peças com múltiplos pontos de referência, padrões complexos de orifícios ou requisitos de tolerância geométrica, os paquímetros, os micrómetros e os calibres de encaixe, por si só, podem não fornecer informação suficiente para verificar como essas características se relacionam entre si.
No entanto, uma máquina de medição por coordenadas (CMM) não é adequada para todas as tarefas de inspeção. A sua capacidade prática depende do tipo de máquina, da gama de medição, da configuração do sensor, da geometria da peça e do ambiente de funcionamento. Este artigo explica os principais tipos, componentes, processo de funcionamento, operação básica, vantagens e limitações das máquinas de medição por coordenadas.
O que é uma máquina de medição por coordenadas?
CMM significa «Máquina de Medição por Coordenadas». A máquina recolhe pontos de medição da superfície de uma peça ao longo dos eixos X, Y e Z e utiliza software de medição para calcular dimensões, formas, orientações e relações posicionais.
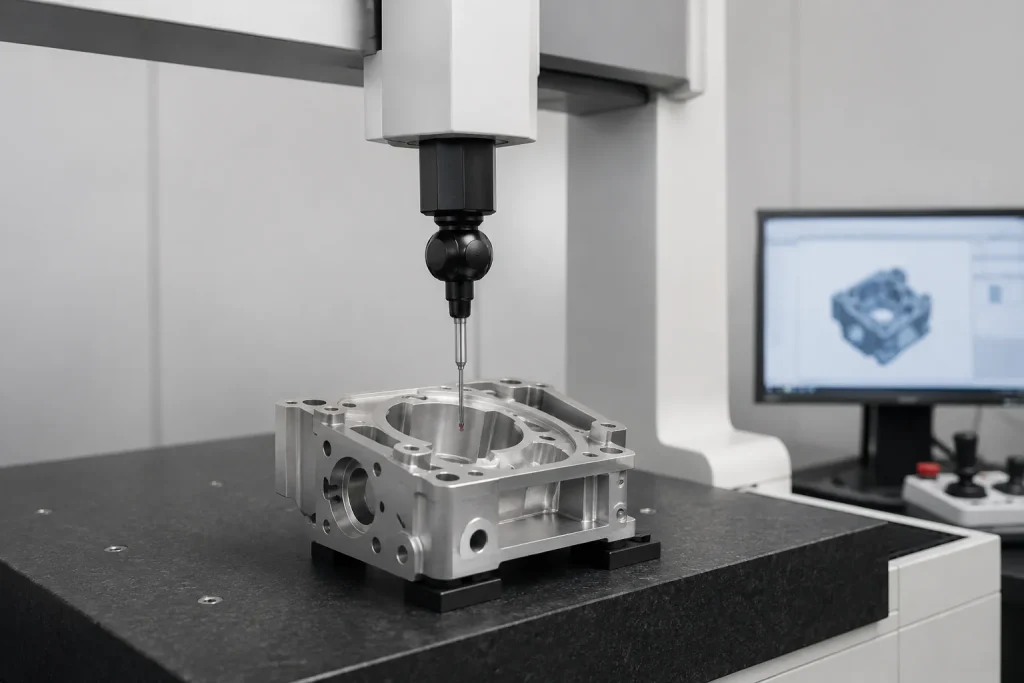
Durante a medição, uma sonda toca ou percorre a superfície da peça, enquanto a máquina regista a posição de cada ponto num sistema de coordenadas tridimensional. O software utiliza então essas coordenadas para construir planos, círculos, cilindros, esferas, linhas ou superfícies e compara os resultados reais com os desenhos técnicos ou modelos CAD.
Por exemplo, ao inspecionar um carcaça usinada, uma CMM pode medir mais do que apenas o diâmetro do orifício. Também pode avaliar:
- Distâncias entre os centros dos furos
- Posição do orifício em relação a uma superfície de referência
- Planicidade de uma superfície de montagem
- Perpendicularidade entre duas superfícies
- Relações posicionais entre dois furos de rolamentos
- Desvio entre o perfil real e o modelo CAD
Por conseguinte, uma CMM faz mais do que medir dimensões individuais. Também pode analisar as relações geométricas entre várias características num sistema de coordenadas comum.
As MMC são frequentemente utilizadas para verificar as dimensões das peças, as tolerâncias geométricas e a localização das características, comparando-as com desenhos de engenharia ou modelos CAD. Podem também ser utilizadas para a inspeção do primeiro artigo, a verificação de ferramentas e a elaboração de relatórios dimensionais.
Como funciona uma máquina de medição por coordenadas?
O processo básico da CMM inclui o posicionamento da peça, o alinhamento do sistema de coordenadas, a recolha de pontos, o cálculo geométrico e a apresentação dos resultados.
Antes da medição, a peça é colocada de forma segura sobre a mesa. Em seguida, estabelece-se um sistema de coordenadas utilizando planos de referência, orifícios de referência ou linhas centrais especificados no desenho. Este sistema de coordenadas determina a direção de referência para os cálculos subsequentes de tolerâncias dimensionais e geométricas.
A sonda segue então um percurso definido para tocar ou digitalizar a superfície da peça. A máquina regista as coordenadas X, Y e Z de cada ponto de medição e envia os dados para o software de medição.
Diferentes características exigem diferentes distribuições de pontos. Um plano requer pontos espalhados por várias áreas, um orifício circular requer pontos ao longo da sua circunferência, um cilindro requer medições a diferentes alturas e um superfície de forma livre pode exigir uma verificação contínua.
O software utiliza estes pontos para criar elementos geométricos e calcular as suas dimensões reais, orientação e posição. Os resultados podem, em seguida, ser comparados com as cotas do desenho, os limites de tolerância ou os modelos CAD. Um relatório pode indicar o valor nominal, o valor real, o desvio e o estado de conformidade ou não conformidade.
Principais tipos de máquinas de medição por coordenadas
As máquinas de medição por coordenadas são geralmente classificadas de acordo com a estrutura da sua base e o método de utilização. Os diferentes tipos variam em termos de intervalo de medição, método de colocação da peça e aplicações adequadas.
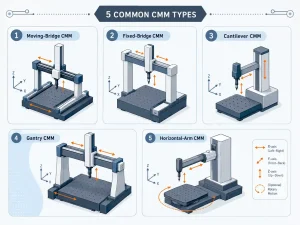
CMM de ponte
Uma CMM de ponte possui uma estrutura em forma de ponte que se estende sobre a mesa de medição e se desloca ao longo desta. É um dos tipos mais comuns utilizados em laboratórios de qualidade e na inspeção de peças de precisão.
É adequada para peças de pequenas e médias dimensões, incluindo caixas, suportes, flanges, corpos de válvulas e insertos de moldes. As CMMs de ponte oferecem uma boa versatilidade para uso geral, mas o tamanho das peças que podem ser medidas é limitado pela altura da ponte e pela área da mesa.
CMM de pórtico
Uma CMM de pórtico oferece um volume de medição maior e é geralmente utilizada para peças grandes ou pesadas, tais como moldes de grandes dimensões, componentes de máquinas-ferramentas, estruturas aeroespaciais e peças fundidas de grandes dimensões.
Este modelo permite trabalhar com peças de maiores dimensões, mas requer mais espaço de instalação e um maior controlo sobre a base da máquina, a temperatura e o ambiente circundante.
MMC de braço horizontal
Uma CMM de braço horizontal aproxima-se da peça de trabalho pelo lado e é adequada para peças largas, de paredes finas ou com muitas características laterais.
Os alvos de inspeção mais comuns incluem carroçarias automóveis, painéis de chapa metálica, estruturas soldadas, caixas de grandes dimensões e dispositivos de montagem. A sua estrutura aberta proporciona um bom acesso a grandes superfícies laterais, embora algumas características pequenas e de alta precisão possam ser mais adequadas para uma CMM de ponte.
MMC em cantiléver
Uma CMM em balanço é suportada por um dos lados, deixando a área de medição relativamente desobstruída e facilitando a carga e descarga das peças.
É adequado para peças de pequenas e médias dimensões, inspeção na linha de produção e aplicações que exijam mudanças frequentes de peças. Uma vez que a estrutura é suportada por um único lado, a sua rigidez e amplitude de medição dependem do projeto específico da máquina.
Braço de medição portátil
Um braço de medição portátil pode ser deslocado até à peça, pelo que não é necessário transportar peças de grandes dimensões até uma mesa de medição fixa.
É frequentemente utilizado para a inspeção no local de peças de grandes dimensões, verificação de ferramentas, inspeção de montagem, trabalhos de manutenção e engenharia inversa. Os sistemas portáteis são flexíveis, mas os seus resultados são mais sensíveis à técnica do operador, à configuração do equipamento, à temperatura ambiente e à vibração.
Principais componentes de uma máquina de medição por coordenadas
Os diferentes tipos de CMM variam em termos de estrutura, mas incluem geralmente um transdutor, uma mesa de medição, um dispositivo de fixação, software de medição e um sistema de movimento da máquina.
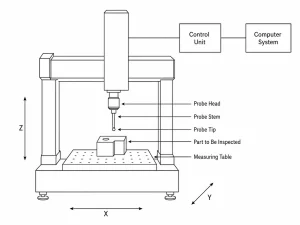
Sonda
O sensor toca ou varre a superfície da peça e constitui o elemento de medição direto utilizado para recolher dados de coordenadas.
Entre os sistemas de sondas mais comuns contam-se:
- Sondas de ativação por contacto
- Sondas de varredura
- Sondas óticas
- Sistemas de digitalização a laser
Uma sonda de contacto regista pontos individuais quando entra em contacto com a superfície e é adequada para orifícios, planos e características geométricas padrão. Uma sonda de varredura recolhe dados de forma contínua e é mais adequada para cilindros, perfis e superfícies de forma livre.
O diâmetro, o comprimento e o ângulo da esfera do palpador também afetam a capacidade de medição. Uma esfera de palpador grande pode não caber num orifício pequeno, um palpador comprido pode desviar-se e uma direção de aproximação inadequada pode restringir o acesso a ranhuras profundas ou características internas.
Mesa de granito
A mesa de medição suporta a peça e o dispositivo de inspeção. Muitas CMM fixas utilizam mesas de granito, uma vez que este material oferece boa estabilidade dimensional e resistência ao desgaste.
O tamanho da mesa e a capacidade de carga limitam as dimensões e o peso das peças que podem ser inspecionadas. As limalhas, o óleo e o pó devem ser removidos antes da medição, para evitar um posicionamento instável ou a inclinação da peça.
Calendário
Um dispositivo de fixação estabiliza a peça e impede o seu movimento durante o contacto com a sonda ou durante a varredura.
Um dispositivo de inspeção adequado deve:
- Fixa bem a peça
- Mantenha o percurso da sonda acessível
- Evite uma força de fixação excessiva
- Minimizar a deformação de peças de paredes finas
- Mantenha uma posição de carga consistente
Embora o dispositivo de fixação possa não fazer parte da própria máquina, afeta diretamente a repetibilidade da medição.
Software de medição
O software de medição processa dados de coordenadas e gera resultados de inspeção. As funções mais comuns incluem:
- Definição do sistema de coordenadas da peça
- Definição do percurso de medição
- Cálculo de características geométricas
- Avaliação de dimensões e tolerâncias geométricas
- Comparação dos resultados com os modelos CAD
- Criação de relatórios de inspeção
- Armazenamento de dados históricos de medição
A capacidade de avaliar dimensões complexas depende não só do hardware da máquina, mas também da seleção do ponto de referência, da distribuição dos pontos e das configurações do software.
Sistema pneumático e mecanismo de movimento
Uma CMM desloca o sensor ao longo dos eixos X, Y e Z. O mecanismo de movimento inclui, geralmente, guias, sistemas de acionamento, dispositivos de retroalimentação de posição e estruturas de rolamentos.
Algumas máquinas utilizam rolamentos pneumáticos para reduzir a resistência ao movimento e, por isso, requerem um fornecimento estável de ar comprimido e equipamento adequado para a secagem do ar. Nem todas as MMC utilizam o mesmo design, e a configuração efetiva depende do tipo de máquina.
Como se utiliza uma máquina de medição por coordenadas?
Os procedimentos operacionais variam consoante as máquinas e as plataformas de software, mas o fluxo de trabalho básico é, em geral, semelhante.
Verifique as condições do ambiente e das peças
Antes da medição, a peça e a mesa de medição devem ser limpas para remover aparas, rebarbas, óleo, líquido de arrefecimento e poeira.
Uma peça retirada diretamente de uma máquina-ferramenta pode ainda conter calor resultante da maquinação. No caso de peças com tolerâncias apertadas, deve-se deixar que a peça atinja uma temperatura relativamente estável no ambiente de inspeção.
Configurar e calibrar a máquina
A esfera do transdutor, o comprimento da agulha e a direção de aproximação devem ser selecionados de acordo com as características da peça. Quando se altera o transdutor, a extensão ou o ângulo do transdutor, é geralmente necessária uma recalibração.
O operador deve também verificar o estado da máquina, o intervalo de medição e a trajetória de movimento, a fim de evitar colisões entre a sonda, a peça e o dispositivo de fixação.
Definir o sistema de coordenadas da peça
O sistema de coordenadas deve ser definido de acordo com os requisitos de referência indicados no desenho técnico. Um método comum consiste em utilizar um plano para definir a orientação principal e, em seguida, utilizar uma aresta, um orifício ou um eixo para definir a rotação e a origem do sistema de coordenadas.
Se o sistema de coordenadas estiver incorreto, medições como a posição dos furos, a tolerância de posição, o paralelismo e a perpendicularidade também podem ser referenciadas de forma incorreta.
Executar o programa de medição
O programa de medição define as características inspecionadas, o número de pontos de medição, a direção de aproximação da sonda e o método de cálculo.
Uma CMM automática pode repetir o percurso programado, enquanto uma máquina manual exige que o operador controle o movimento do transdutor.
Analisar os resultados das medições
Quando um resultado se situa fora dos limites de tolerância, a peça não deve ser rejeitada imediatamente. O operador deve, em primeiro lugar, verificar:
- Se a peça se moveu
- Se ainda existem rebarbas na superfície
- Se a sonda foi calibrada corretamente
- Se o sistema de coordenadas foi definido corretamente
- Se a tolerância foi introduzida corretamente
- Se o número e a distribuição dos pontos de medição eram adequados
- Se a temperatura da peça estava estável
Uma máquina de alta precisão não garante automaticamente que todos os resultados das medições sejam fiáveis.
Vantagens e limitações das máquinas de medição por coordenadas
Vantagens
Uma máquina de medição por coordenadas permite inspecionar peças com geometria complexa, numerosas características e relações de referência complexas.
Entre as vantagens comuns contam-se:
- Medição de várias características geométricas
- Avaliação das relações posicionais entre características
- Suporte a determinados requisitos de tolerância geométrica
- Elaboração de relatórios de inspeção digitais
- Programas de medição automática repetíveis
- Comparação com modelos CAD
- Armazenamento e acompanhamento de dados históricos de medição
Limitações
As MCMs também apresentam limitações relacionadas com o custo do equipamento, a eficiência da inspeção e as condições de funcionamento.
Entre as limitações mais comuns contam-se:
- Custos mais elevados com a máquina, o software e as sondas
- A necessidade de calibração e manutenção regulares
- Tempos de inspeção mais longos para peças complexas
- Sensibilidade à temperatura, à vibração e à limpeza
- Acesso limitado a ranhuras profundas, orifícios estreitos e elementos obstruídos
- Possíveis efeitos da força da sonda em peças de parede fina ou macias
- Possível influência da refletividade e da transparência da superfície na medição sem contacto
- Dependência de pontos de referência, dispositivos de fixação, sondas e definições de programa corretos
No caso de dimensões simples ou de inspeções em grande escala, os paquímetros, os micrómetros, os calibres de encaixe e os calibres específicos podem, por vezes, revelar-se mais eficientes.
Conclusão
Uma máquina de medição por coordenadas recolhe dados de coordenadas da superfície de uma peça ao longo dos eixos X, Y e Z e utiliza software de medição para calcular dimensões, formas, orientações e relações posicionais. As CMMs do tipo ponte, pórtico, braço horizontal, cantiléver e portáteis são adequadas para diferentes tamanhos de peças, espaços de inspeção e condições de funcionamento.
As MCMs são frequentemente utilizadas para inspecionar componentes automóveis, estruturas aeroespaciais, peças maquinadas com precisão, moldes, dispositivos de fixação e ferramentas de montagem. Permitem realizar inspeções dimensionais complexas, avaliação de tolerâncias geométricas, inspeção de primeiro artigo, amostragem de produção e verificação de ferramentas. No entanto, a fiabilidade da medição continua a depender da configuração da sonda, da fixação da peça, do alinhamento do ponto de referência, das condições ambientais e do programa de medição.
No caso de peças com dimensões simples e volumes de inspeção elevados, as ferramentas de medição convencionais ou os calibres específicos podem revelar-se mais eficientes. No caso de peças com geometria complexa, múltiplos pontos de referência ou requisitos de relatórios digitais, uma CMM pode fornecer um conjunto mais sistemático de dados de medição tridimensionais.


