
Les devis d'usinage CNC ne sont pas uniquement déterminés par la taille des pièces. Le matériau, la complexité de la structure, les tolérances, le maintien en position de travail, l'inspection, le post-traitement et le volume de la commande sont autant d'éléments qui contribuent aux variations de prix. Cet article analyse les composantes du coût de l'usinage CNC, aidant les ingénieurs et les professionnels de l'achat à identifier les dépenses essentielles pour réduire les déchets de fabrication inutiles.
Composants du coût de l'usinage CNC
Un devis professionnel pour des pièces sur mesure reflète l'ensemble des ressources consommées depuis l'approvisionnement en matières premières jusqu'à la livraison finale.
Coûts des matériaux
Les coûts des matériaux proviennent principalement du stock brut, mais les dimensions des billettes et les taux d'utilisation des matériaux influencent considérablement le devis final. Il est important de noter qu'un prix de matière bas ne garantit pas un coût de pièce bas ; si une matière est difficile à usiner, entraîne une usure rapide de l'outil ou nécessite une billette surdimensionnée, le coût de fabrication final peut dépasser celui de matières plus nobles.
Références de prix des matériaux courants
| Matériau | Référence de prix |
| Acier au carbone | $ |
| Alliages d'aluminium | $-$$ |
| Plastiques techniques | $–$$$ |
| Acier inoxydable | $$ |
| Laiton | $$–$$$ |
| Acier trempé | $$–$$$$ |
| Titane | $$$$ |
Note : $ représente une référence de prix relative ; les coûts réels dépendent du grade, de la spécification et des conditions d'approvisionnement.
Programmation et planification des processus
La programmation FAO et la planification des processus représentent un investissement initial important en matière d'ingénierie. Le coût des pièces complexes ne provient pas seulement de la coupe, mais aussi de la planification détaillée des parcours d'outils, de la vérification des séquences et de la confirmation des premières particules. Pour les prototypes en petites séries, ces dépenses de préparation pèsent plus lourd dans le prix par pièce.
Mise en place et maintien de l'outil de travail
Chaque réglage supplémentaire augmente le temps d'alignement manuel et de réglage de la machine. Les conceptions complexes nécessitant le retournement des pièces, des mâchoires souples personnalisées ou des montages dédiés entraînent une augmentation des coûts de main-d'œuvre de réglage et de vérification de la précision.
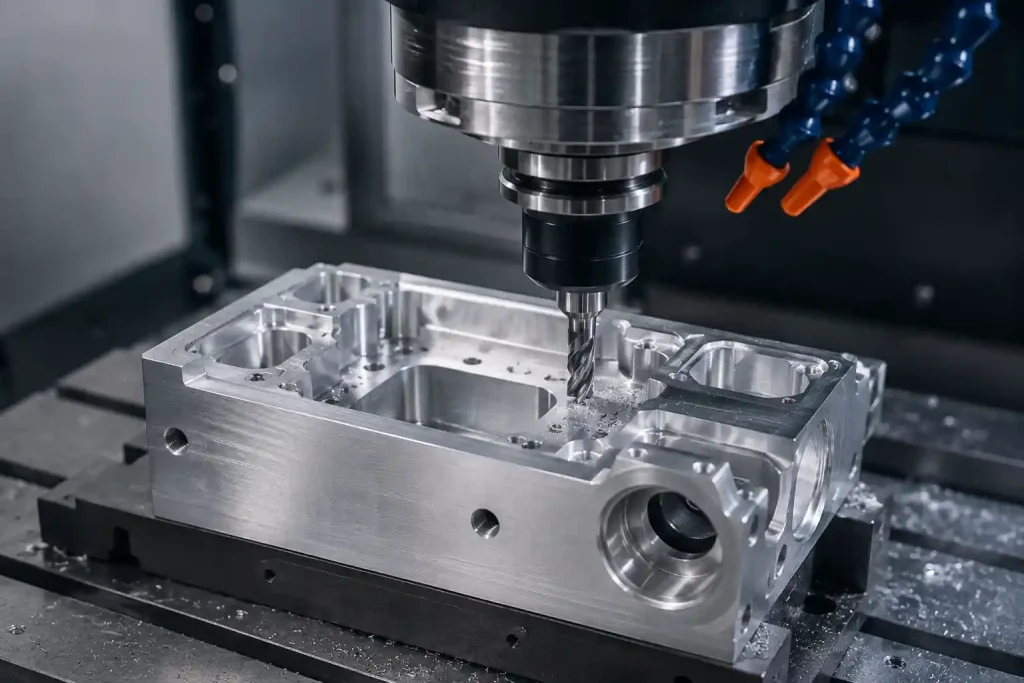
Temps d'usinage réel
Même pour des pièces de taille similaire, le temps d'usinage peut varier considérablement. En Services de fraisage CNCLes faces ouvertes et les poches peu profondes permettent un découpage à grande vitesse, tandis que les cavités profondes, les petits rayons internes et les structures à parois minces nécessitent des paramètres conservateurs, ce qui entraîne une augmentation du temps d'usinage et des coûts d'exploitation.
Machine de référence Taux horaire
| Type de machine | Taux horaire de référence |
| Centre de tournage CNC | $35-60 / heure |
| Fraisage CNC à 3 axes | $40-60 / heure |
| Usinage CNC à 4 axes | $50-80 / heure |
| Usinage CNC à 5 axes | $75-120 / heure |
Note : Il s'agit de taux horaires de référence. Les devis réels varient en fonction de la qualité de l'équipement, de la région, de la difficulté d'installation et des exigences de la commande.
Consommation d'outils
Les coûts d'outillage ne se limitent pas au prix d'achat ; ils comprennent la main-d'œuvre nécessaire au changement d'outil et les coûts de temps associés à la réduction des paramètres de coupe pour atténuer le risque de rupture. Lors de l'usinage de matériaux trempés, ces dépenses cachées sont prises en compte dans le coût unitaire.
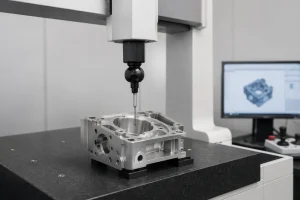
Inspection et contrôle de la qualité
Les coûts d'inspection sont particulièrement importants pour les pièces de haute précision. Lors de la définition des Tolérances d'usinage CNCLes exigences strictes devraient être limitées aux surfaces fonctionnelles au lieu d'être appliquées à toutes les zones non critiques.
Coûts du traitement de surface
Les dépenses liées au traitement de surface ne se limitent pas au processus lui-même ; elles comprennent le masquage, la communication logistique, le transport sortant et les temps d'attente. Ces étapes externalisées entraînent souvent des frais de gestion et d'administration supplémentaires.
Référence des coûts des traitements de surface courants
| Processus de traitement | Référence de coût |
| Ébavurage | $ |
| Nettoyage | $ |
| Sablage de perles | $-$$ |
| Oxyde noir | $$ |
| Passivation | $$ |
| Anodisation | $$ |
| Placage | $$–$$$ |
| Polissage | $$–$$$ |
| Emballage protecteur | $-$$ |
Note : $ représente une référence de coût relative ; les frais réels dépendent de la taille de la pièce, du volume du lot, des exigences de surface et des conditions externes.
Coûts du traitement thermique
Le traitement thermique implique la programmation des lots, le traitement au four, le contrôle de la déformation et la finition secondaire. Les pièces de précision nécessitent souvent un stock supplémentaire avant le traitement et un usinage de finition par la suite, ce qui augmente le temps de fabrication total et les dépenses.
Référence aux coûts des traitements thermiques courants
| Processus de traitement thermique | Référence de coût |
| Soulagement du stress | $$ |
| Recuit | $$ |
| Normalisation | $$ |
| Trempe | $$–$$$ |
| Trempe | $$ |
| Trempe et revenu | $$–$$$ |
| Carburation | $$$ |
| Nitruration | $$$ |
| Traitement thermique sous vide | $$$–$$$$ |
| Traitement cryogénique | $$$–$$$$ |
Note : $ représente une référence de coût relative ; les frais réels dépendent de la qualité du matériau, de la taille de la pièce, du volume du lot, des exigences de dureté et du contrôle de la déformation.
Taille des lots et amortissement des coûts fixes
Les prix élevés des prototypes sont rarement dus à un "usinage coûteux", mais plutôt à l'incapacité d'amortir les coûts fixes de configuration et de programmation sur un grand nombre d'unités. Pour les commandes récurrentes, des processus stables permettent de mieux contrôler les coûts et d'obtenir des prix plus compétitifs.
Comment calculer le coût de l'usinage CNC
Les devis d'usinage CNC ne sont pas des frais d'usinage unidimensionnels, mais une évaluation complète des ressources. Cette logique a pour but de vous aider à comprendre la structure des coûts plutôt que de remplacer un devis officiel :
Coût de l'usinage CNC = Coût des matériaux + Coût de la programmation et du réglage + Coût du temps machine + Coût de l'outillage + Coût de l'inspection + Coût de la finition
| Poste de coût | Principaux moteurs |
| Coût des matériaux | Qualité du matériau, taille des billettes, utilisation du matériau |
| Programmation et configuration | Complexité des pièces, nombre de configurations, confirmation de la première particule |
| Coût du temps machine | Durée du traitement, type de machine, vitesse d'alimentation |
| Coût de l'outillage | Dureté du matériau, usure de l'outil, risque de rupture |
| Coût de l'inspection | Niveaux de tolérance, inspection CMM, rapports d'inspection |
| Coût de la finition | Traitement de surface, traitement thermique, exigences en matière d'emballage |
Une simple plaque d'aluminium est moins coûteuse en raison des temps de traitement plus courts et des inspections minimales. À l'inverse, un boîtier en acier inoxydable à poche profonde, même avec des dimensions similaires, donnera lieu à un devis nettement plus élevé en raison de la complexité de l'usinage, des cycles plus longs et des normes d'inspection strictes.
Comment réduire les coûts d'usinage CNC
Au cours des phases d'examen de la conception et de planification des processus, il convient d'envisager ces optimisations pour contrôler les devis :
Rationaliser les exigences en matière de tolérance et de surface
Distinguez clairement les interfaces d'accouplement critiques et la géométrie générale dans vos dessins afin d'éviter le fardeau d'un traitement et d'une inspection de haute précision sur des caractéristiques non fonctionnelles.
Simplifier les structures complexes
Augmenter les rayons d'angle pour permettre l'utilisation d'outils plus grands et plus durables. Si des cavités profondes ou des parois minces sont inévitables, confirmez l'accessibilité de l'outil et les risques de traitement avec votre fournisseur à un stade précoce afin d'optimiser la planification de la trajectoire.
Utiliser les spécifications standard
En donnant la priorité aux tailles de perçage standard, aux spécifications de filetage et aux dimensions courantes, on minimise le besoin d'outillage personnalisé et on réduit les délais d'attente pour l'approvisionnement.
Prévoir la taille des lots
L'établissement d'un processus stable au stade du prototype facilite une production plus efficace pour les commandes récurrentes et maximise l'amortissement des coûts fixes.
Fournir une documentation technique complète
Précisez clairement quelles dimensions doivent faire l'objet d'une inspection complète ou d'un traitement standard. Cela élimine l'incertitude et aide les fournisseurs à éviter d'ajouter des primes de risque à vos devis.
Obtenir un devis pour un usinage CNC personnalisé

Si vous évaluez le coût de fabrication de pièces CNC personnalisées, n'hésitez pas à nous envoyer vos modèles 3D et vos dessins 2D. Notre équipe d'ingénieurs évaluera votre conception en fonction du matériau, de la structure, des tolérances, de la quantité et des exigences de post-traitement afin de vous fournir un devis fiable et une suggestion de processus.
Conclusion
Le coût de l'usinage CNC dépend des exigences de conception, des difficultés de fabrication et des normes de qualité. La meilleure façon de contrôler ces coûts est de réduire la complexité géométrique inutile, d'éviter les tolérances excessives et de fournir une documentation technique claire et complète afin de minimiser l'incertitude et les primes de risque.