
Dans le domaine de la fabrication de précision, les tolérances d'usinage CNC sont des indicateurs clés de la qualité des pièces et de la capacité de fabrication. Bien que les équipements CNC modernes puissent atteindre une précision extrêmement élevée, la recherche aveugle d'une précision maximale dans la production réelle conduit souvent à une augmentation des coûts et à une diminution de l'efficacité. Une excellente conception technique doit permettre d'équilibrer les performances des pièces, les coûts d'usinage et le taux de rebut grâce à une répartition scientifique des tolérances, tout en répondant aux exigences fonctionnelles du produit. Cet article propose un examen approfondi des connaissances de base sur les tolérances CNC et leurs applications dans la fabrication.
Qu'est-ce que la tolérance de l'usinage CNC ?
La tolérance fait référence à la plage de variation autorisée pour une dimension de pièce au cours du processus d'usinage CNC. Dans les dessins de conception mécanique, les concepteurs spécifient généralement une dimension cible (taille nominale), et la tolérance définit la latitude de la pièce finie à s'écarter de cette cible. En d'autres termes, tant que le résultat de l'usinage se situe dans cette fourchette, il est considéré comme un produit acceptable.
Par exemple, si le diamètre cible d'un siège de roulement de précision est de 20,00 mm avec une tolérance spécifiée de ± 0,01 mmtoute pièce finie dont les dimensions sont comprises entre 19,99 mm et 20,01 mm assure un assemblage sans heurts. Si la tolérance est serrée à ± 0,002 mmBien que la précision soit plus élevée, les exigences en matière de stabilité de la machine, d'usure de l'outil et de température ambiante augmentent de manière exponentielle, ce qui détermine directement la difficulté de fabrication.
Plages de tolérance courantes de l'usinage CNC
Les tolérances d'usinage CNC varient en fonction de la taille de la pièce, du matériau, de la géométrie, du processus d'usinage et de la méthode de contrôle. Dans la pratique, les concepteurs utilisent souvent des normes de tolérance générales comme référence de départ pour les dimensions qui n'ont pas d'appel de tolérance individuel. Un exemple courant est ISO 2768-1qui regroupe les dimensions linéaires par gamme de taille et classe de tolérance.
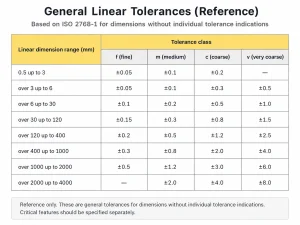
Ce type de tableau est utile pour comprendre les plages de tolérance courantes pour les dimensions ordinaires. Toutefois, il doit être considéré comme une référence générale plutôt que comme une promesse d'usinage fixe. Les caractéristiques critiques telles que les trous d'ajustement, les surfaces de positionnement, les faces d'étanchéité et les zones d'accouplement de précision doivent toujours être spécifiées séparément en fonction des exigences fonctionnelles.
Types courants de tolérances d'usinage CNC
Dans la pratique, les ingénieurs choisissent des formats de tolérance spécifiques en fonction du fonctionnement de la pièce et de son assemblage avec d'autres composants. Il est essentiel de comprendre ces types courants pour interpréter les dessins techniques et garantir la faisabilité de la fabrication :
1. Tolérance bilatérale
Il s'agit de la forme de tolérance la plus répandue, généralement représentée par le symbole ± symbole. Il indique qu'une dimension peut s'écarter de la valeur nominale dans les deux sens, positif et négatif. Par exemple, ce symbole indique qu'une dimension peut s'écarter de la valeur nominale dans les deux sens, 30,00 ± 0,05 mm signifie que toute dimension comprise entre 29,95 mm et 30,05 mm est acceptable. Ce format est simple dans sa structure et est couramment utilisé pour les composants structurels généraux et les cotes non concordantes.
2. Tolérance unilatérale
La tolérance unilatérale permet à une dimension de s'écarter dans une seule direction (positive ou négative). Cette caractéristique est essentielle pour les pièces présentant des ajustements serrés. Par exemple, pour s'assurer qu'une goupille peut toujours être insérée dans un trou, la tolérance sur le diamètre du trou est souvent indiquée comme suit +0,02 / -0,00 mm pour s'assurer que le trou ne se rétrécit pas. Cette méthode d'étiquetage permet de communiquer clairement l'intention d'assemblage au machiniste.
3. Tolérance limite
La tolérance limite n'indique pas de dimension nominale ; elle indique directement les valeurs maximales et minimales autorisées. Par exemple, une étiquette peut être libellée comme suit 15.00-15.02 mm. Cette disposition facilite grandement la tâche des inspecteurs de la qualité et des opérateurs, car ils n'ont pas besoin d'effectuer des additions ou des soustractions pour déterminer si une pièce est hors tolérance directement à partir des relevés de jauge.
4. Tolérance d'ajustement
La tolérance d'ajustement est principalement basée sur les normes ISO (telles que H7, g6) et est spécifiquement utilisée pour décrire la nature de l'assemblage entre un trou et un arbre. Il ne s'agit pas simplement d'un ensemble de valeurs ; elle indique si la relation entre les pièces est un ajustement par jeu (rotation libre), un ajustement par transition (positionnement précis) ou un ajustement par interférence (ajustement serré). C'est la clé de la fabrication standardisée dans la conception mécanique de précision.
5. Dimensionnement et tolérancement géométriques (GD&T)
Contrairement aux tolérances linéaires standard qui contrôlent la taille, la GD&T contrôle la forme, l'orientation et l'emplacement des caractéristiques. Elle utilise un ensemble de symboles pour définir des caractéristiques telles que la planéité, le parallélisme et la position. Par exemple, une surface peut respecter sa tolérance d'épaisseur mais être déformée ; la méthode GD&T permet de s'assurer que la surface reste suffisamment plane pour assurer une bonne étanchéité. Cette méthode est essentielle pour les composants de haute précision, pour lesquels la relation entre les différentes caractéristiques est aussi importante que leur taille individuelle.
Comment déterminer la bonne tolérance ?
Le choix des tolérances ne doit pas être une question de devinette ; il doit s'agir d'une décision calculée basée sur la fonctionnalité de la pièce et l'intégration de la fabrication. Voici la marche à suivre pour définir la bonne plage de tolérances :
1. Distinguer les surfaces fonctionnelles des surfaces non fonctionnelles
Toutes les dimensions ne sont pas essentielles. Commencez par classer les caractéristiques : pour les surfaces non fonctionnelles (telles que les bords décoratifs ou les poches de réduction de poids), il est recommandé d'appliquer des normes de tolérance générales (telles que la norme ISO 2768-m). Les tolérances strictes doivent être réservées exclusivement aux surfaces fonctionnelles impliquées dans l'étanchéité, le support de charge ou l'adaptation au mouvement.
2. Choisir un partenaire expérimenté en matière d'usinage CNC
L'obtention d'un résultat d'assemblage idéal dépend souvent de l'alignement profond entre l'intention de conception et la logique de fabrication. Dans les opérations quotidiennes de Minghe CNC Machining Services, nous observons fréquemment que lorsque les dessins ne comportent pas d'exigences explicites, les ateliers d'usinage se contentent généralement d'une "précision standard générale" (souvent de l'ordre de ± 0,1 mm). Bien que cet écart puisse sembler négligeable à l'œil nu, dans le domaine de la mécanique de précision, même un écart d'un centimètre est négligeable. Écart de 0,005 pouce suffit à perturber l'équilibre physique délicat entre un trou et un arbre. En vous engageant avec un fournisseur qui privilégie la communication avant la production, vous pouvez obtenir des conseils d'experts en optimisation adaptés à des propriétés de matériaux spécifiques (telles que la dilatation thermique ou la réduction des contraintes), ce qui permet d'atténuer les risques cachés des normes par défaut tout en réduisant de manière significative les coûts de retouche.
3. Donner la priorité aux normes industrielles et aux cours d'adaptation
Pour la plupart des composants normalisés (tels que les sièges de roulements ou les trous de goujons), l'industrie fournit déjà des tableaux de classes de tolérance éprouvés (par exemple, H7/h6). Donner la priorité à ces valeurs standard lors de la conception permet non seulement d'améliorer l'interchangeabilité et la fiabilité des pièces, mais aussi de réduire les coûts d'inspection grâce à l'utilisation d'outils de mesure standard.
4. Évaluer l'empilement des tolérances de l'assemblage
Dans les assemblages composés de plusieurs éléments, de minuscules déviations dans les pièces individuelles s'accumulent au cours du processus d'assemblage. En effectuant une Analyse de l'empilement des tolérancesVous pouvez ainsi déterminer s'il est nécessaire de resserrer les tolérances sur certaines pièces critiques afin de garantir la précision de l'assemblage final de l'ensemble de la machine et d'obtenir ainsi le meilleur équilibre entre le coût global et les performances.
Conclusion
Les tolérances d'usinage CNC ont une incidence directe sur la capacité d'une pièce à s'assembler correctement, à fonctionner de manière fiable et à être fabriquée à un coût raisonnable. Une stratégie claire en matière de tolérances permet de déterminer les caractéristiques qui nécessitent un contrôle rigoureux, les dimensions qui peuvent être conformes aux normes générales et la manière dont l'usinage, l'inspection et le post-traitement doivent être planifiés avant le début de la production.
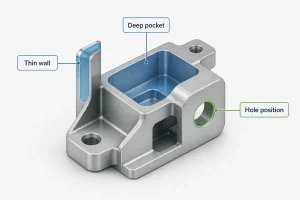
Pour les projets impliquant des ajustements serrés, des trous de positionnement, des parois minces, un usinage sur plusieurs faces ou des exigences de finition secondaire, l'examen des tolérances ne doit pas être reporté aux derniers stades de la production. Elle doit faire partie de l'évaluation DFM précoce. Cela permet de réduire les risques de reprise, d'éviter une surprécision inutile et d'améliorer la cohérence des pièces usinées finales.
Chez Minghe, nous soutenons les projets d'usinage CNC depuis l'examen des dessins jusqu'à la livraison de la production, en aidant les clients à évaluer les exigences de tolérance en fonction de la fonction de la pièce, du comportement du matériau, de la méthode d'usinage et des besoins d'inspection. Si votre projet implique des services de fraisage CNC, d'usinage 5 axes, de tournage CNC ou de finition de surface, notre équipe d'ingénieurs peut vous aider à examiner vos dessins avant la fabrication et vous recommander une approche plus pratique en matière de tolérance.
FAQ
Existe-t-il un tableau de tolérance fixe pour l'usinage CNC ?
Il n'existe pas de tableau de tolérance unique et fixe qui s'applique à toutes les pièces usinées par CNC. De nombreux ateliers ont leurs propres tolérances d'usinage standard, et les dimensions générales peuvent être contrôlées autour des valeurs suivantes ± 0,10 mm ou une fourchette similaire. Toutefois, la tolérance réelle dépend toujours du matériau, de la taille de la pièce, de la géométrie, de la méthode d'usinage et des exigences de contrôle. Les trous d'ajustement, les surfaces de positionnement et les dimensions d'assemblage de précision doivent généralement être spécifiés séparément sur le dessin.
Comment les tolérances d'usinage standard sont-elles généralement déterminées ?
Les tolérances d'usinage standard sont généralement déterminées par le cartouche du dessin, les notes techniques, les normes internes de l'entreprise ou les normes générales. Par exemple, les dimensions sans appel de tolérances individuelles peuvent être les suivantes ISO 2768 ou la norme par défaut du fournisseur d'usinage. Les tolérances générales conviennent principalement aux dimensions non critiques, tandis que les caractéristiques fonctionnelles doivent toujours être définies en fonction des exigences d'assemblage et de performance.
Est-ce que 0,005 mm est une tolérance serrée ?
Oui. 0,005 mm est une tolérance très serrée pour la plupart des projets d'usinage CNC. Elle nécessite généralement des conditions de machine stables, un montage de précision, un contrôle d'inspection strict et parfois des processus de finition secondaires tels que le meulage ou le rodage. Pour les dimensions structurelles ordinaires, ce niveau de tolérance ne devrait pas être appliqué par défaut.
Quelle est la différence entre la tolérance de tournage CNC et la tolérance de fraisage CNC ?
Le tournage CNC est généralement utilisé pour les pièces rotatives telles que les arbres, les manchons, les douilles et les brides. Les caractéristiques contrôlées les plus courantes sont les diamètres extérieurs, les diamètres intérieurs, les faces d'extrémité et les caractéristiques concentriques. Le fraisage CNC est plus souvent utilisé pour les supports, les boîtiers, les plaques, les fentes, les trous, les poches et les pièces à faces multiples, où le contrôle de la tolérance peut être affecté par des changements de configuration, des cavités profondes, des parois minces et l'usinage sur plusieurs faces. Leur capacité de tolérance doit être évaluée en fonction des caractéristiques spécifiques de la pièce plutôt que d'être comparée de manière générale.
Comment lire les symboles de tolérance d'usinage ?
Le symbole de tolérance d'usinage le plus courant est ±. Par exemple, 20,00 ± 0,05 mm signifie que la dimension est autorisée à varier à l'intérieur de 19,95-20,05 mm. Les dessins peuvent également utiliser des tolérances unilatérales telles que +0,02 / -0,00 mmou des symboles de tolérance d'ajustement tels que H7, g6 et K6. Différents symboles représentent différentes manières de contrôler les dimensions, de sorte que la valeur de la tolérance doit toujours être lue en même temps que son format et sa fonction.