Les pièces à parois minces sont courantes dans l'usinage CNC, mais elles nécessitent une planification des processus et un maintien en position de travail plus minutieux que les composants standard. En raison de leurs parois minces et de leur faible rigidité structurelle, ces pièces sont plus sensibles aux charges de coupe, aux conditions de serrage et aux vibrations pendant l'usinage.
Ces structures se retrouvent souvent dans l'aérospatiale, l'automobile, l'électronique, les boîtiers, les manchons et les supports légers. Si la séquence d'usinage ou le support de fixation n'est pas correctement planifié, la simple réduction des paramètres de coupe peut ne pas suffire à produire un résultat cohérent.
Cet article explique le concept de base de l'usinage des parois minces, les défis courants en matière d'usinage et les méthodes pratiques pour améliorer le contrôle des pièces et la qualité de l'usinage.
Qu'est-ce que l'usinage des parois minces ?
L'usinage de parois minces fait référence à l'usinage CNC de pièces présentant des sections minces, des parois non soutenues ou une faible rigidité structurelle. Il ne s'agit pas d'une méthode d'usinage unique, mais d'une condition d'usinage qui peut apparaître dans les opérations de fraisage, de tournage, de perçage, d'alésage, de taraudage ou de finition.
La question de savoir si une pièce est considérée comme étant à paroi mince ne peut pas être jugée uniquement en fonction de l'épaisseur de la paroi. Elle dépend également de la taille globale de la pièce, de la hauteur de la paroi, de la profondeur de la poche, de la longueur non soutenue et des exigences en matière de tolérance. Par exemple, une paroi de 2 mm peut être relativement facile à usiner sur une petite pièce peu profonde, mais la même épaisseur de paroi sur un boîtier profond en aluminium peut créer un risque d'usinage beaucoup plus élevé.
Les pièces à parois minces peuvent être usinées à partir d'aluminium, d'acier inoxydable, de titane, de plastique et d'autres matériaux techniques. Dans l'usinage CNC, les pièces à paroi mince pièces en aluminium sont particulièrement courantes car l'aluminium est largement utilisé pour les boîtiers légers, les supports, les manchons, les cadres et les boîtiers électroniques.
Défis courants dans l'usinage des parois minces
L'usinage des parois minces devient généralement difficile lorsque les sections minces perdent leur support pendant la coupe, le serrage ou l'enlèvement de matière. Les défis suivants sont les problèmes les plus courants qui affectent la précision des pièces, la qualité de la surface et la répétabilité.

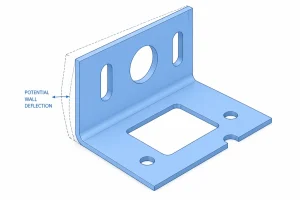
Déformation pendant l'usinage
La déformation est l'un des problèmes les plus courants dans l'usinage des parois minces. Lorsque l'outil de coupe enlève de la matière, il applique une force latérale à la pièce. Si la paroi est mince ou mal soutenue, elle peut se déformer légèrement pendant la coupe, ce qui entraîne une erreur dimensionnelle.
Ce problème est plus marqué dans les poches profondes et les parois latérales hautes, enlèvement de matériaux de grande taille et des sections inférieures minces. Une pièce peut sembler acceptable pendant l'usinage, mais une fois que l'outil quitte la surface ou que la pièce est libérée du dispositif de fixation, la paroi mince peut revenir et affecter les dimensions de l'assemblage ou la cohérence de l'épaisseur de la paroi.
Distorsion de serrage
Les pièces à parois minces nécessitent un serrage fiable, mais la force de serrage elle-même peut également provoquer des déformations. Si la pièce est serrée trop fort, elle peut se déformer avant le début de l'usinage. Si elle est serrée trop légèrement, la pièce peut bouger ou vibrer pendant la coupe.
La force de serrage et l'emplacement du support sont donc particulièrement importants pour les boîtiers, les manchons, les plaques minces et les pièces en forme de cadre. Le défi consiste à maintenir la pièce en toute sécurité sans appliquer une pression locale excessive sur les zones à parois minces et fragiles.
Vibrations et bavardages
Les structures à parois minces peuvent amplifier les vibrations, en particulier lorsque le porte-à-faux de l'outil est long, que la hauteur de la paroi est importante, que la paroi latérale est mince ou que le support de fixation est insuffisant.
Les vibrations peuvent avoir une incidence directe sur la qualité de la surface, en laissant des marques d'outil ou des marques de broutage visibles. Elle peut également rendre les tolérances plus difficiles à contrôler. Dans les cas les plus graves, les vibrations peuvent accélérer l'usure de l'outil ou créer des bavures et des déformations locales le long des arêtes fines.
Contrainte résiduelle et mouvement des matériaux
Lorsqu'une grande quantité de matériau est retirée d'une plaque, d'une barre, d'une extrusion ou d'une pièce moulée, les contraintes résiduelles à l'intérieur du matériau peuvent être libérées. Pour les pièces à parois minces, la structure restante est moins rigide, de sorte que ce mouvement peut devenir plus visible.
Par exemple, les plaques de grande surface fraisageL'usinage d'une pièce de forme, d'un logement profond ou d'une longue pièce à paroi mince peut entraîner un gauchissement, une flexion ou une dérive dimensionnelle pendant ou après l'usinage. L'état du matériau, la forme du stock et la séquence d'usinage sont autant d'éléments qui influencent ce risque.
Tolérance et contrôle de l'état de surface
Les pièces à parois minces sont généralement plus difficiles à contrôler en termes de dimensions, de tolérances et d'état de surface. La force de coupe, la pression de serrage, les vibrations et les contraintes exercées sur le matériau sont autant d'éléments qui peuvent influencer le résultat final.
Les petites marques d'outil, les bavures ou les défauts d'arête peuvent devenir plus importants lorsque la pièce présente des surfaces fonctionnelles, des surfaces esthétiques, des trous ou des caractéristiques d'assemblage. Pour les composants à parois minces, la tolérance ne doit pas être évaluée uniquement à partir du dessin ; elle doit également être vérifiée par rapport à la géométrie de la pièce et au comportement réel de l'usinage.
Stratégies d'usinage des parois minces et conseils d'optimisation
L'usinage des parois minces ne peut pas être amélioré uniquement en réduisant les paramètres de coupe. La vitesse de la broche, la vitesse d'avance et la profondeur de coupe affectent toutes le processus, mais si la méthode de maintien, la structure de support ou la séquence d'usinage ne sont pas adaptées, la réduction des paramètres ne résoudra peut-être pas les problèmes de déformation et de vibration.
Une meilleure approche consiste à contrôler le processus sous plusieurs aspects à la fois, notamment le maintien de l'ouvrage, la force de coupe, la stratégie du parcours de l'outil, la séquence d'enlèvement de la matière et la surépaisseur de finition. L'objectif est d'éviter que les sections minces ne perdent leur support trop tôt.
Améliorer la stabilité du support et du maintien en position de travail
Le bridage est l'un des premiers problèmes à résoudre dans l'usinage des parois minces. La pièce doit être suffisamment soutenue pour résister aux forces de coupe, mais une pression de serrage excessive peut la déformer avant même que l'usinage ne commence.
C'est pourquoi l'objectif n'est pas de serrer la pièce le plus possible. Au contraire, le soutien doit être uniforme et bien réparti. En fonction de la géométrie de la pièce, des mâchoires souples, des montages personnalisés, un support arrière, des goupilles de positionnement ou des structures de serrage auxiliaires peuvent être utilisés pour réduire la déformation locale.
Pour les boîtiers, les plaques minces, les manchons et les pièces en forme de cadre, l'emplacement du support est souvent plus important que la seule force de serrage. Un support adéquat peut améliorer la rigidité locale et aider à prévenir les mouvements, les vibrations ou le retour élastique pendant l'usinage.
Enlever progressivement le matériau
Au lieu d'amener trop tôt les parois minces à leur taille définitive, il convient d'enlever le matériau par étapes contrôlées. Si l'on enlève trop de matériau au début, les sections minces risquent de ne pas être soutenues avant le début de la finition.
Une approche plus fiable consiste à diviser le processus en dégrossissageL'ébauche se compose de trois types d'opérations : l'ébauche, la semi-finition et la finition. L'ébauche enlève la principale surépaisseur tout en laissant un support suffisant. La semi-finition rapproche la pièce de la forme finale. La finition est ensuite utilisée pour contrôler les surfaces critiques à parois minces et les dimensions d'assemblage.
Pour les poches profondes, les parois latérales hautes et les structures à poches larges, un support temporaire ou une surépaisseur d'usinage peuvent être laissés en place jusqu'à ce que les opérations principales soient terminées. Cela permet de réduire le risque de perte de support de la pièce au milieu du processus d'usinage.
Contrôle de la force de coupe
De nombreux problèmes de déformation et de vibration dans l'usinage des parois minces proviennent d'une force de coupe excessive. Plus la pression latérale appliquée à la paroi est importante, plus la déviation de la section mince est facile.
La force de coupe peut être contrôlée de plusieurs manières, notamment en utilisant des outils tranchants, en réduisant le dépassement de l'outil, en contrôlant la profondeur et la largeur de la coupe, en évitant les coupes lourdes et soudaines et en utilisant plusieurs passes légères. Pour les pièces en aluminium à parois minces, il est particulièrement important d'utiliser des outils tranchants et d'assurer une évacuation stable des copeaux, car un outil émoussé augmente la pression de coupe et risque davantage de laisser des marques d'outil ou des bavures.
Contrôler la force de coupe ne signifie pas réduire aveuglément l'efficacité. L'essentiel est de maintenir la charge de coupe prévisible et d'éviter les augmentations soudaines de la force locale.
Optimiser le parcours d'outils et la séquence d'usinage
Le parcours d'outils et la séquence d'usinage ont une influence majeure sur les pièces à parois minces. Une séquence appropriée permet à la pièce de conserver un meilleur support pendant l'usinage et réduit le risque de distorsion.
En général, il est préférable d'établir d'abord des points de référence stables, d'usiner ensuite les zones plus rigides et de laisser les zones à parois minces pour des opérations ultérieures. Les dimensions critiques et les surfaces à parois minces doivent généralement être finies lorsque la pièce est dans un état plus contrôlé. Pour les structures symétriques, un enlèvement de matière équilibré peut contribuer à réduire la libération inégale des contraintes.
Pour les poches profondes ou les pièces de type boîtier, une approche courante consiste à effectuer d'abord l'ébauche interne, puis la semi-finition et enfin la finition des parois latérales, des trous et des surfaces d'assemblage. Le comportement de la pièce reste ainsi plus prévisible tout au long du processus d'usinage.
Planifier soigneusement les passes de finition
La finition des pièces à parois minces ne consiste pas seulement à améliorer la qualité de la surface. Il faut également tenir compte de l'effort de coupe pendant la finition et de l'état de la structure restante. Si la surépaisseur de finition est trop importante, la dernière passe peut encore pousser la paroi mince. Si la surépaisseur est trop faible, il se peut qu'elle n'élimine pas les erreurs ou les marques d'outil laissées par les opérations précédentes.
C'est pourquoi la surépaisseur de finition doit être planifiée avec soin. Les zones à parois minces bénéficient généralement de charges de coupe plus faibles, de parcours d'outils stables et de passes de finition contrôlées. Les surfaces critiques, les trous et les caractéristiques d'assemblage doivent être finis lorsque la pièce a encore un support suffisant.
Si la pièce doit ensuite être anodisée, microbillée, brossée ou soumise à d'autres traitements de surface, la finition doit également tenir compte de l'état des arêtes, du contrôle des bavures et de la protection cosmétique de la surface. Cela permet d'éviter que le post-traitement ne rende les défauts d'usinage plus visibles.
Considérations post-usinage pour les pièces à parois minces
Les pièces à parois minces doivent encore être manipulées avec soin après l'usinage. La libération de la pièce du dispositif de fixation, l'élimination des bavures, l'inspection des dimensions clés et la préparation de la finition de la surface sont autant d'éléments qui peuvent affecter le résultat final.
Contrôle de la pièce après débridage
Une pièce à paroi mince peut sembler acceptable lorsqu'elle est encore maintenue dans le dispositif de serrage, mais l'état final doit être vérifié après le desserrage. Un retour élastique, un léger gauchissement ou une dérive dimensionnelle peuvent apparaître une fois la pression de serrage supprimée.
Pour les boîtiers, les manchons, les plaques minces et les pièces à poche profonde, il est utile de vérifier la planéité, l'arrondi, la cohérence de l'épaisseur des parois, la position des trous et les surfaces d'assemblage à l'état libéré. Si le changement est notable, il peut être nécessaire de revoir la séquence d'usinage, le support de fixation ou l'état du matériau.
Contrôle des bavures et des dommages aux arêtes
Les bords fins sont plus sensibles lors de l'ébavurage. Un ponçage, un chanfreinage ou un traitement manuel excessif des arêtes peut modifier les dimensions des arêtes ou endommager les surfaces cosmétiques.
L'ébavurage doit être contrôlé et cohérent, en particulier autour des trous, des ouvertures fines, des bords d'étanchéité et des surfaces visibles. Pour les pièces devant être assemblées ou scellées, l'état des bords doit être confirmé avant la production.
Inspecter à nouveau les dimensions critiques
Étant donné que les pièces à parois minces peuvent bouger après l'usinage ou la manipulation, les dimensions critiques doivent être vérifiées à l'état libre final. Les caractéristiques importantes peuvent être les trous d'assemblage, les faces d'étanchéité, les surfaces de positionnement, la planéité, l'arrondi et l'épaisseur de la paroi.
Pour les pièces à tolérance serrée, les mesures en cours de fabrication peuvent ne pas suffire. L'inspection finale doit refléter, dans la mesure du possible, la manière dont la pièce sera utilisée ou assemblée.
Préparer soigneusement la finition de la surface
De nombreuses pièces en aluminium à parois minces doivent être anodisées, microbillées, brossées ou soumises à d'autres traitements de surface. Les petites marques d'usinage, les bavures, les rayures ou les défauts de bord peuvent devenir plus visibles après la finition.
Avant le traitement de surface, il convient de vérifier les surfaces cosmétiques, les bords des trous, les bords à parois minces et les surfaces fonctionnelles. Si la pièce est soumise à des exigences d'apparence, l'usinage et la finition doivent répondre aux mêmes attentes en matière de qualité, au lieu d'être traités séparément.
Protéger les sections minces lors de la manipulation et de l'emballage
Les sections minces peuvent également être endommagées lors de la manipulation, de l'empilage ou de l'expédition. Les parois latérales longues, les bords minces, les cadres ouverts et les sections inférieures minces peuvent se plier ou se marquer s'ils ne sont pas soutenus correctement.
Pour ces pièces, il faut éviter d'exercer une pression directe sur les parois minces. Des séparateurs, des tampons souples, des plateaux personnalisés ou des emballages protégés peuvent être nécessaires pour protéger les surfaces critiques et les sections minces avant la livraison.
Conclusion
L'usinage des parois minces ne consiste pas seulement à enlever de la matière d'une section mince. Le principal défi consiste à maintenir la pièce sous contrôle alors que les forces de coupe, la pression de serrage, les vibrations et le mouvement du matériau affectent la structure restante.
Un processus réussi d'usinage de parois minces nécessite généralement un bon maintien, un enlèvement progressif de la matière, une force de coupe contrôlée, des trajectoires d'outils planifiées, une finition soignée et un contrôle après usinage. Les choix de conception tels que l'épaisseur de la paroi, la profondeur de la poche, les caractéristiques de support et les exigences en matière de tolérance influent également sur la possibilité d'usiner la pièce de manière cohérente.
Si votre pièce comporte des parois minces, des poches profondes, un enlèvement de matière important ou des caractéristiques à tolérance serrée, Minhe CNC peut examiner vos dessins et suggérer une approche pratique de l'usinage CNC en fonction de la géométrie, du matériau, de la tolérance et des exigences en matière de finition de surface.