Тонкостенные детали широко распространены в обработке с ЧПУ, но они требуют более тщательного планирования процесса и закрепления, чем стандартные детали. Из-за тонких стенок и меньшей жесткости конструкции эти детали более чувствительны к нагрузкам при резании, условиям зажима и вибрации во время обработки.
Такие конструкции часто встречаются в аэрокосмической и автомобильной промышленности, электронике, корпусах, втулках и легких кронштейнах. Если последовательность обработки или поддержка приспособлений не спланированы должным образом, простого снижения параметров резания может быть недостаточно для получения стабильного результата.
В этой статье объясняется основная концепция обработки тонких стенок, общие проблемы обработки и практические методы улучшения контроля деталей и качества обработки.
Что такое тонкостенная обработка?
Обработка тонких стенок относится к обработке с ЧПУ деталей с тонкими сечениями, незакрепленными стенками или низкой жесткостью конструкции. Это не отдельный метод обработки, а условие обработки, которое может возникнуть при фрезеровании, токарной обработке, сверлении, растачивании, нарезании резьбы или финишной обработке.
О том, считается ли деталь тонкостенной, можно судить не только по толщине стенки. Это также зависит от общего размера детали, высоты стенки, глубины кармана, длины без опоры и требований к допуску. Например, стенка толщиной 2 мм может быть относительно легко обработана на маленькой, неглубокой детали, но такая же толщина стенки на глубоком алюминиевом корпусе может создать гораздо больший риск при обработке.
Тонкостенные детали можно обрабатывать из алюминия, нержавеющей стали, титана, пластика и других инженерных материалов. При обработке на станках с ЧПУ тонкостенные алюминиевые детали особенно распространены, поскольку алюминий широко используется для изготовления легких корпусов, кронштейнов, втулок, рам и электронных корпусов.
Общие проблемы при обработке тонких стенок
Обработка тонких стенок обычно становится сложной, когда тонкие участки теряют опору во время резки, зажима или удаления материала. Ниже перечислены наиболее распространенные проблемы, которые влияют на точность деталей, качество поверхности и повторяемость.

Деформация при обработке
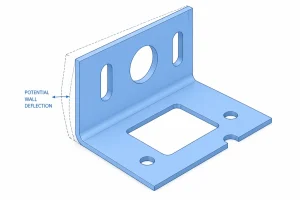
Деформация - одна из самых распространенных проблем при обработке тонких стенок. Когда режущий инструмент снимает материал, он прикладывает боковую силу к заготовке. Если стенка тонкая или плохо закреплена, она может немного отклониться во время резки, что приведет к ошибкам в размерах.
Эта проблема более заметна в глубоких карманах, с высокими боковыми стенками, удаление крупных материалов участки и тонкие нижние части. Деталь может выглядеть приемлемой во время обработки, но после выхода инструмента из поверхности или освобождения детали из приспособления тонкая стенка может отпружинить и повлиять на размеры сборки или согласованность толщины стенки.
Искажения при зажиме
Тонкостенные детали требуют надежной фиксации, но само усилие зажима может привести к деформации. Если деталь зажата слишком туго, она может деформироваться еще до начала обработки. Если зажать деталь слишком слабо, она может смещаться или вибрировать во время резки.
Поэтому сила зажима и расположение опоры особенно важны для корпусов, втулок, тонких пластин и каркасоподобных деталей. Задача состоит в том, чтобы надежно удерживать деталь, не оказывая чрезмерного локального давления на слабые тонкостенные участки.
Вибрация и дребезжание
Тонкостенные конструкции могут усиливать вибрацию, особенно при большом выступе инструмента, большой высоте стенки, тонкой боковой стенке или недостаточной поддержке крепежа.
Вибрация может непосредственно влиять на качество поверхности, оставляя видимые следы от инструмента или болтанки. Кроме того, она может затруднить контроль допусков. В тяжелых случаях вибрация может ускорить износ инструмента или создать заусенцы и локальные деформации на тонких кромках.
Остаточные напряжения и движение материала
При удалении большого количества материала из листа, прутка, экструзии или отливки может высвободиться остаточное напряжение внутри материала. В тонкостенных деталях оставшаяся структура имеет меньшую жесткость, поэтому это движение может стать более заметным.
Например, пластины большой площади фрезерованиеПри обработке глубоких корпусов или длинных тонкостенных деталей во время или после обработки может возникнуть коробление, изгиб или смещение размеров. Состояние материала, форма заготовки и последовательность обработки влияют на этот риск.
Допуски и контроль чистоты поверхности
Тонкостенные детали обычно сложнее контролировать с точки зрения размеров, допусков и качества обработки поверхности. Сила резания, давление зажима, вибрация и напряжение материала - все это может повлиять на конечный результат.
Небольшие следы от инструмента, заусенцы или дефекты кромок могут стать более важными, если деталь имеет функциональные поверхности, косметические поверхности, отверстия или особенности сборки. Для тонкостенных деталей допуск не должен оцениваться только по чертежу; его также следует проверять по геометрии детали и фактическим параметрам обработки.
Стратегии и советы по оптимизации обработки тонких стенок
Обработка тонких стенок не может быть улучшена только за счет снижения параметров резания. Скорость вращения шпинделя, скорость подачи и глубина резания влияют на процесс, но если метод закрепления, опорная конструкция или последовательность обработки не подходят, снижение параметров может не решить проблемы деформации и вибрации.
Более эффективным подходом является одновременное управление процессом с нескольких сторон, включая зажим, силу резания, стратегию траектории инструмента, последовательность удаления материала и припуск на чистовую обработку. Цель состоит в том, чтобы предотвратить слишком раннюю потерю опоры тонких секций.
Улучшение устойчивости заготовки и опоры
Захват - одна из первых проблем, которую необходимо решить при обработке тонких стенок. Деталь должна иметь достаточную опору, чтобы противостоять силам резания, но чрезмерное давление зажима может деформировать ее еще до начала обработки.
По этой причине не следует зажимать деталь как можно плотнее. Вместо этого поддержка должна быть равномерной и хорошо распределенной. В зависимости от геометрии детали для уменьшения локальной деформации можно использовать мягкие губки, специальные приспособления, заднюю опору, фиксирующие штифты или вспомогательные зажимные конструкции.
Для корпусов, тонких пластин, втулок и деталей, похожих на раму, расположение опоры часто важнее, чем сила зажима. Правильная опора может повысить местную жесткость и помочь предотвратить смещение, вибрацию или откат во время обработки.
Постепенное удаление материала
Вместо того чтобы доводить тонкие стены до окончательного размера слишком рано, следует удалять материал контролируемыми этапами. Снятие слишком большого количества материала в начале может привести к тому, что тонкие участки останутся без опоры до начала отделки.
Более надежный подход заключается в том, чтобы разделить процесс на черновая обработка, полуфинишная и чистовая обработка. Черновая обработка снимает основной припуск, оставляя при этом достаточную поддержку. Полуфинишная обработка приближает деталь к окончательной форме. Финишная обработка используется для контроля критических тонкостенных поверхностей и сборочных размеров.
Для глубоких карманов, высоких боковых стенок и больших конструкций с карманами можно оставить временную опору или припуск на обработку до завершения основных операций. Это позволяет снизить риск потери опоры детали в середине процесса обработки.
Контроль усилия резания
Многие проблемы деформации и вибрации при обработке тонких стенок возникают из-за чрезмерного усилия резания. Чем больше боковое давление, приложенное к стенке, тем легче тонкая часть отклоняется.
Силу резания можно контролировать несколькими способами, например, используя острые инструменты, уменьшая свес инструмента, контролируя глубину и ширину реза, избегая резких сильных резов и используя несколько легких проходов. Для тонкостенных алюминиевых деталей особенно важны острые инструменты и стабильный отвод стружки, поскольку затупленный инструмент увеличивает давление резания и с большей вероятностью оставляет следы инструмента или заусенцы.
Контроль силы резания не означает слепого снижения эффективности. Главное - поддерживать предсказуемую нагрузку при резании и избегать резкого локального увеличения силы.
Оптимизация траектории инструмента и последовательности обработки
Траектория движения инструмента и последовательность обработки оказывают большое влияние на тонкостенные детали. Правильная последовательность помогает детали сохранять большую опору во время обработки и снижает риск деформации.
В целом, лучше сначала установить стабильные базовые точки, затем обработать более жесткие участки, а тонкостенные участки оставить для последующих операций. Критические размеры и тонкостенные поверхности обычно следует обрабатывать, когда деталь находится в более контролируемом состоянии. Для симметричных конструкций сбалансированное удаление материала может помочь уменьшить неравномерное снятие напряжений.
Для деталей с глубокими карманами или корпусных деталей распространен подход, при котором сначала выполняется внутренняя черновая обработка, затем получистовая и, наконец, чистовая обработка боковых стенок, отверстий и сборочных поверхностей. Это позволяет сделать поведение детали более предсказуемым на протяжении всего процесса обработки.
Тщательно планируйте финишные проходы
Финишная обработка тонкостенных деталей - это не только улучшение качества поверхности. Необходимо также учитывать силу резания при чистовой обработке и состояние оставшейся структуры. Если припуск на чистовую обработку слишком велик, то при окончательном проходе тонкая стенка все равно будет продавлена. Если припуск слишком мал, он может не удалить ошибки или следы от инструмента, оставленные предыдущими операциями.
По этой причине припуски на чистовую обработку следует тщательно планировать. Тонкостенные участки обычно выигрывают от снижения нагрузки при резании, стабильных траекторий инструмента и контролируемых проходов чистовой обработки. Критические поверхности, отверстия и элементы сборки должны быть обработаны, пока деталь еще имеет достаточную опору.
Если деталь впоследствии будет подвергаться анодированию, дробеструйной обработке, брашированию или другим видам обработки поверхности, при финишной обработке следует также учитывать состояние кромок, контроль заусенцев и косметическую защиту поверхности. Это поможет избежать того, чтобы после обработки дефекты обработки стали более заметными.
Послеобработка для тонкостенных деталей
Тонкостенные детали все равно требуют тщательного обращения после обработки. Освобождение детали из приспособления, удаление заусенцев, проверка основных размеров и подготовка к обработке поверхности - все это может повлиять на конечный результат.
Проверьте деталь после снятия зажима
Тонкостенная деталь может выглядеть приемлемо, пока она еще удерживается в приспособлении, но окончательное состояние следует проверить после снятия зажима. После снятия зажимного давления могут появиться пружинящий откат, небольшое коробление или смещение размеров.
Для корпусов, втулок, тонких пластин и деталей с глубокими карманами полезно проверить плоскостность, округлость, постоянство толщины стенок, расположение отверстий и сборочные поверхности в отпущенном состоянии. Если изменения заметны, возможно, необходимо пересмотреть последовательность обработки, крепление приспособления или состояние материала.
Контроль заусенцев и повреждений кромок
Тонкие кромки более чувствительны при снятии заусенцев. Чрезмерная шлифовка, снятие фаски или ручная обработка кромок может изменить размеры кромок или повредить косметические поверхности.
Удаление заусенцев должно быть контролируемым и последовательным, особенно вокруг отверстий, тонких отверстий, краев уплотнения и видимых поверхностей. Для деталей, требующих сборки или уплотнения, состояние кромок должно быть подтверждено до начала производства.
Проверьте критические размеры еще раз
Поскольку тонкостенные детали могут смещаться после обработки или перемещения, критические размеры следует проверять в окончательном свободном состоянии. К важным характеристикам могут относиться монтажные отверстия, уплотнительные поверхности, поверхности размещения, плоскостность, округлость и толщина стенок.
Для деталей с жесткими допусками одних измерений в процессе производства может быть недостаточно. Окончательный контроль должен отражать то, как деталь будет использоваться или собираться, когда это возможно.
Тщательно подготовьте поверхность к финишной обработке
Многие тонкостенные алюминиевые детали требуют анодирования, дробеструйной обработки, обработки щеткой или других видов обработки поверхности. Небольшие следы механической обработки, заусенцы, царапины или дефекты кромок могут стать более заметными после финишной обработки.
Перед обработкой поверхности следует проверить косметические поверхности, кромки отверстий, тонкостенные кромки и функциональные поверхности. Если к детали предъявляются требования к внешнему виду, механическая и финишная обработка должны соответствовать тем же требованиям к качеству, а не рассматриваться как отдельные вопросы.
Защита тонких срезов при транспортировке и упаковке
Тонкие секции также могут быть повреждены при обработке, штабелировании или транспортировке. Длинные боковые стенки, тонкие края, открытые рамы и тонкие нижние секции могут погнуться или помяться, если их неправильно поддерживать.
При работе с такими деталями избегайте давления непосредственно на тонкие стенки. Для обеспечения сохранности критических поверхностей и тонких участков перед доставкой могут потребоваться разделители, мягкие прокладки, специальные лотки или защищенная упаковка.
Заключение
Обработка тонких стенок - это не только удаление материала с тонкого участка. Основная проблема заключается в сохранении контроля над деталью, в то время как силы резания, давление зажима, вибрация и движение материала влияют на остальную структуру.
Успешный процесс обработки тонких стенок обычно требует правильной фиксации, постепенного удаления материала, контролируемой силы резания, спланированных траекторий инструмента, тщательной чистовой обработки и контроля после обработки. Выбор конструкции, такой как толщина стенки, глубина кармана, опорные элементы и требования к допускам, также влияет на возможность последовательной обработки детали.
Если ваша деталь имеет тонкие стенки, глубокие карманы, большой съем материала или жесткие допуски, Minhe CNC может рассмотреть ваши чертежи и предложить практичный подход к обработке с ЧПУ, основанный на геометрии, материале, допусках и требованиях к чистоте поверхности.