Las piezas de paredes delgadas son habituales en el mecanizado CNC, pero requieren una planificación del proceso y una sujeción más cuidadosas que los componentes estándar. Debido a sus paredes finas y a su menor rigidez estructural, estas piezas son más sensibles a las cargas de corte, las condiciones de sujeción y las vibraciones durante el mecanizado.
Estas estructuras se encuentran a menudo en la industria aeroespacial, de automoción, electrónica, carcasas, manguitos y soportes ligeros. Si la secuencia de mecanizado o el soporte de la fijación no se planifican correctamente, la simple reducción de los parámetros de corte puede no ser suficiente para obtener un resultado uniforme.
Este artículo explica el concepto básico del mecanizado de paredes delgadas, los retos habituales del mecanizado y los métodos prácticos para mejorar el control de las piezas y la calidad del mecanizado.
¿Qué es el mecanizado de paredes delgadas?
El mecanizado de paredes delgadas se refiere al mecanizado CNC de piezas con secciones delgadas, paredes sin soporte o baja rigidez estructural. No se trata de un único método de mecanizado, sino de una condición de mecanizado que puede aparecer en operaciones de fresado, torneado, taladrado, mandrinado, roscado o acabado.
Para determinar si una pieza es de pared delgada no basta con tener en cuenta el grosor de la pared. También depende del tamaño total de la pieza, la altura de la pared, la profundidad de la cavidad, la longitud no soportada y los requisitos de tolerancia. Por ejemplo, una pared de 2 mm puede ser relativamente fácil de mecanizar en una pieza pequeña y poco profunda, pero el mismo grosor de pared en una carcasa de aluminio profunda puede suponer un riesgo de mecanizado mucho mayor.
Las piezas de pared delgada pueden mecanizarse a partir de aluminio, acero inoxidable, titanio, plásticos y otros materiales de ingeniería. En el mecanizado CNC, las piezas de pared delgada piezas de aluminio son especialmente comunes porque el aluminio se utiliza mucho para carcasas ligeras, soportes, manguitos, marcos y cajas electrónicas.
Desafíos comunes en el mecanizado de paredes delgadas
El mecanizado de paredes delgadas suele complicarse cuando las secciones delgadas pierden apoyo durante el corte, la sujeción o la retirada de material. Los siguientes retos son los problemas más comunes que afectan a la precisión de la pieza, la calidad de la superficie y la repetibilidad.

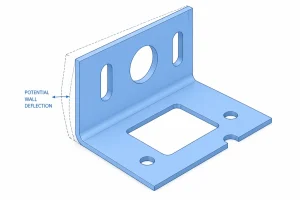
Deformación durante el mecanizado
La deformación es uno de los problemas más comunes en el mecanizado de paredes delgadas. Cuando la herramienta de corte retira material, aplica una fuerza lateral a la pieza. Si la pared es delgada o está mal apoyada, puede desviarse ligeramente durante el corte, lo que provoca un error dimensional.
Este problema es más notable en los bolsillos profundos, paredes laterales altas, retirada de grandes cantidades de material y secciones inferiores delgadas. Una pieza puede parecer aceptable durante el mecanizado, pero después de que la herramienta abandone la superficie o la pieza se suelte de la fijación, la pared delgada puede rebotar y afectar a las dimensiones de montaje o a la consistencia del espesor de la pared.
Distorsión de sujeción
Las piezas de paredes delgadas requieren una sujeción fiable, pero la propia fuerza de sujeción también puede provocar distorsiones. Si la pieza se sujeta con demasiada fuerza, puede deformarse antes de que comience el mecanizado. Si se sujeta demasiado poco, la pieza puede moverse o vibrar durante el corte.
Esto hace que la fuerza de sujeción y la ubicación del soporte sean especialmente importantes para carcasas, manguitos, placas delgadas y piezas con forma de marco. El reto consiste en sujetar la pieza de forma segura sin aplicar una presión local excesiva en las zonas débiles de pared delgada.
Vibración y parloteo
Las estructuras de paredes delgadas pueden amplificar las vibraciones, especialmente cuando el voladizo de la herramienta es largo, la altura de la pared es grande, la pared lateral es delgada o el soporte de la fijación es insuficiente.
La vibración puede afectar directamente a la calidad de la superficie, dejando marcas visibles de la herramienta o marcas de vibración. También puede dificultar el control de las tolerancias. En casos graves, la vibración puede acelerar el desgaste de la herramienta o crear rebabas y deformaciones locales en los bordes finos.
Tensión residual y movimiento de materiales
Cuando se retira una gran cantidad de material de una chapa, barra, extrusión o material de fundición, pueden liberarse tensiones residuales en el interior del material. En las piezas de paredes finas, la estructura restante tiene menos rigidez, por lo que este movimiento puede hacerse más visible.
Por ejemplo, las placas de gran superficie fresadoEl mecanizado de piezas de gran tamaño, carcasas profundas o componentes largos de pared delgada puede provocar alabeos, dobleces o desviaciones dimensionales durante o después del mecanizado. El estado del material, la forma del material y la secuencia de mecanizado afectan a este riesgo.
Control de tolerancia y acabado superficial
Las piezas de paredes finas suelen ser más difíciles de controlar en cuanto a dimensiones, tolerancias y acabado superficial. La fuerza de corte, la presión de sujeción, las vibraciones y la tensión del material pueden influir en el resultado final.
Las pequeñas marcas de herramientas, rebabas o defectos en los bordes pueden adquirir mayor importancia cuando la pieza tiene superficies funcionales, superficies cosméticas, orificios o características de ensamblaje. En el caso de componentes de paredes delgadas, la tolerancia no debe evaluarse únicamente a partir del plano; también debe comprobarse en función de la geometría de la pieza y del comportamiento real del mecanizado.
Estrategias de mecanizado de paredes delgadas y consejos de optimización
El mecanizado de paredes delgadas no puede mejorarse únicamente reduciendo los parámetros de corte. La velocidad del husillo, el avance y la profundidad de corte afectan al proceso, pero si el método de sujeción de la pieza, la estructura de soporte o la secuencia de mecanizado no son adecuados, la reducción de los parámetros puede no resolver los problemas de deformación y vibración.
Un enfoque mejor consiste en controlar el proceso desde varios aspectos al mismo tiempo, como la sujeción, la fuerza de corte, la estrategia de la trayectoria de la herramienta, la secuencia de arranque de material y la tolerancia de acabado. El objetivo es evitar que las secciones delgadas pierdan sujeción demasiado pronto.
Mejorar la estabilidad del soporte y del portapiezas
La sujeción de la pieza es uno de los primeros problemas que hay que resolver en el mecanizado de paredes delgadas. La pieza necesita suficiente apoyo para resistir las fuerzas de corte, pero una presión de sujeción excesiva puede deformarla incluso antes de que comience el mecanizado.
Por este motivo, el objetivo no es sujetar la pieza con la mayor fuerza posible. Por el contrario, la sujeción debe ser uniforme y estar bien distribuida. Dependiendo de la geometría de la pieza, pueden utilizarse mordazas blandas, fijaciones personalizadas, soporte trasero, pasadores de fijación o estructuras de sujeción auxiliares para reducir la deformación local.
En el caso de carcasas, placas delgadas, manguitos y piezas con forma de marco, la ubicación del soporte suele ser más importante que la fuerza de sujeción por sí sola. Un apoyo adecuado puede mejorar la rigidez local y ayudar a evitar movimientos, vibraciones o elasticidad durante el mecanizado.
Retire el material gradualmente
En lugar de llevar las paredes delgadas al tamaño final demasiado pronto, el material debe retirarse en etapas controladas. Retirar demasiado material al principio puede dejar secciones delgadas sin soporte antes de que comience el acabado.
Un enfoque más fiable consiste en dividir el proceso en desbastesemiacabado y acabado. El desbaste elimina la sobremedida principal dejando suficiente soporte. El semiacabado acerca la pieza a la forma final. El acabado se utiliza para controlar las superficies críticas de pared delgada y las dimensiones de ensamblaje.
En el caso de cajeras profundas, paredes laterales altas y estructuras de cajeras grandes, puede dejarse un soporte temporal o un margen de mecanizado hasta que finalicen las operaciones principales. Esto ayuda a reducir el riesgo de que la pieza pierda apoyo en mitad del proceso de mecanizado.
Control de la fuerza de corte
Muchos problemas de deformación y vibración en el mecanizado de paredes delgadas proceden de una fuerza de corte excesiva. Cuanto mayor es la presión lateral aplicada a la pared, más fácil es que la sección delgada se deforme.
La fuerza de corte puede controlarse de varias formas, como utilizando herramientas afiladas, reduciendo el voladizo de la herramienta, controlando la profundidad y la anchura del corte, evitando los cortes fuertes repentinos y utilizando múltiples pasadas ligeras. En las piezas de aluminio de paredes finas, las herramientas afiladas y una evacuación estable de la viruta son especialmente importantes, ya que una herramienta desafilada aumenta la presión de corte y es más probable que deje marcas o rebabas.
Controlar la fuerza de corte no significa reducir ciegamente la eficacia. La clave es mantener la carga de corte predecible y evitar aumentos locales repentinos de la fuerza.
Optimizar la trayectoria de la herramienta y la secuencia de mecanizado
La trayectoria de la herramienta y la secuencia de mecanizado tienen una gran influencia en las piezas de paredes finas. Una secuencia adecuada ayuda a que la pieza conserve más apoyo durante el mecanizado y reduce el riesgo de distorsión.
En general, es mejor establecer primero los puntos de referencia estables, mecanizar a continuación las zonas más rígidas y dejar las zonas de pared delgada para operaciones posteriores. Las dimensiones críticas y las superficies de pared delgada suelen terminarse cuando la pieza se encuentra en un estado más controlado. Para estructuras simétricas, la eliminación equilibrada de material puede ayudar a reducir la liberación desigual de tensiones.
Para cavidades profundas o piezas tipo carcasa, un enfoque habitual es realizar primero el desbaste interno, después el semiacabado y, por último, el acabado de las paredes laterales, los orificios y las superficies de ensamblaje. De este modo, el comportamiento de la pieza es más predecible durante todo el proceso de mecanizado.
Planificar cuidadosamente los pases finales
El acabado de piezas de pared delgada no sólo consiste en mejorar la calidad de la superficie. También hay que tener en cuenta la fuerza de corte durante el acabado y el estado de la estructura restante. Si la tolerancia de acabado es demasiado grande, la pasada final puede seguir empujando la pared delgada. Si la tolerancia es demasiado pequeña, es posible que no se eliminen los errores o marcas de herramienta dejados por operaciones anteriores.
Por este motivo, la tolerancia de acabado debe planificarse cuidadosamente. Las zonas de paredes finas suelen beneficiarse de cargas de corte más ligeras, trayectorias de herramienta estables y pasadas de acabado controladas. Las superficies críticas, los orificios y los elementos de ensamblaje deben acabarse mientras la pieza tenga suficiente soporte.
Si la pieza va a requerir posteriormente anodizado, granallado, cepillado u otros tratamientos superficiales, el acabado también debe tener en cuenta el estado de los bordes, el control de rebabas y la protección cosmética de la superficie. Esto ayuda a evitar que el tratamiento posterior haga más visibles los defectos de mecanizado.
Consideraciones posteriores al mecanizado de piezas de paredes delgadas
Las piezas de paredes finas deben manipularse con cuidado después del mecanizado. Liberar la pieza de la fijación, eliminar rebabas, inspeccionar las dimensiones clave y preparar el acabado superficial pueden afectar al resultado final.
Comprobación de la pieza después de soltarla
Una pieza de pared delgada puede parecer aceptable mientras está sujeta en la fijación, pero el estado final debe comprobarse después de soltarla. Una vez eliminada la presión de sujeción, pueden aparecer elásticos, ligeras deformaciones o desviaciones dimensionales.
En el caso de carcasas, manguitos, placas delgadas y piezas con cavidades profundas, resulta útil comprobar la planitud, la redondez, la consistencia del espesor de pared, la posición de los orificios y las superficies de montaje en el estado liberado. Si el cambio es notable, puede ser necesario revisar la secuencia de mecanizado, el soporte de la fijación o el estado del material.
Control de rebabas y daños en los bordes
Los cantos finos son más sensibles durante el desbarbado. Un lijado, biselado o tratamiento manual excesivo de los bordes puede modificar las dimensiones de los bordes o dañar las superficies cosméticas.
El desbarbado debe ser controlado y constante, especialmente alrededor de orificios, aberturas finas, bordes de sellado y superficies visibles. En el caso de piezas con requisitos de montaje o sellado, el estado de los bordes debe confirmarse antes de la producción.
Inspeccione de nuevo las dimensiones críticas
Dado que las piezas de paredes delgadas pueden moverse tras el mecanizado o la manipulación, las dimensiones críticas deben comprobarse en el estado final libre. Las características importantes pueden incluir orificios de montaje, caras de sellado, superficies de localización, planitud, redondez y espesor de pared.
En el caso de piezas con tolerancias estrechas, la medición durante el proceso puede no ser suficiente. Siempre que sea posible, la inspección final debe reflejar cómo se utilizará o montará la pieza.
Prepare cuidadosamente el acabado de la superficie
Muchas piezas de aluminio de paredes finas requieren anodizado, granallado, cepillado u otros tratamientos superficiales. Las pequeñas marcas de mecanizado, rebabas, arañazos o defectos en los bordes pueden hacerse más visibles tras el acabado.
Antes del tratamiento superficial, deben comprobarse las superficies estéticas, los bordes de los orificios, los bordes de las paredes finas y las superficies funcionales. Si la pieza tiene requisitos de aspecto, el mecanizado y el acabado deben seguir las mismas expectativas de calidad en lugar de tratarse como cuestiones separadas.
Proteja las secciones finas durante la manipulación y el envasado
Las secciones delgadas también pueden dañarse durante la manipulación, el apilamiento o el envío. Las paredes laterales largas, los bordes delgados, los marcos abiertos y las secciones inferiores delgadas pueden doblarse o marcarse si no se apoyan correctamente.
Para estas piezas, evite ejercer presión directamente sobre las paredes finas. Pueden ser necesarios separadores, almohadillas blandas, bandejas a medida o embalajes protegidos para mantener seguras las superficies críticas y las secciones delgadas antes de la entrega.
Conclusión
El mecanizado de paredes delgadas no consiste sólo en eliminar material de una sección fina. El principal reto es mantener la pieza controlada mientras las fuerzas de corte, la presión de sujeción, las vibraciones y el movimiento del material afectan a la estructura restante.
Un proceso de mecanizado de paredes finas satisfactorio suele requerir una sujeción adecuada, una eliminación gradual del material, una fuerza de corte controlada, trayectorias de herramienta planificadas, un acabado cuidadoso y una inspección posterior al mecanizado. Las opciones de diseño, como el grosor de la pared, la profundidad de la cavidad, las características del soporte y los requisitos de tolerancia, también afectan a la posibilidad de mecanizar la pieza de forma uniforme.
Si su pieza incluye paredes finas, cavidades profundas, gran arranque de material o características de tolerancia ajustada, Minhe CNC puede revisar sus planos y sugerir un enfoque práctico de mecanizado CNC basado en la geometría, el material, la tolerancia y los requisitos de acabado superficial.