薄壁零件在数控加工中很常见,但与标准零件相比,它们需要更谨慎的工艺规划和工件夹持。由于薄壁和结构刚度较低,这些零件在加工过程中对切削载荷、夹紧条件和振动更加敏感。
这些结构通常用于航空航天、汽车、电子、外壳、套筒和轻型支架。如果加工顺序或夹具支持规划不当,仅仅降低切削参数可能不足以获得一致的结果。
本文阐述了薄壁加工的基本概念、常见的加工难题以及改进零件控制和加工质量的实用方法。
什么是薄壁加工?
薄壁加工是指具有薄截面、无支撑壁或低结构刚度的零件的数控加工。它不是一种单一的加工方法,而是一种可能出现在铣、车、钻、镗、攻丝或精加工操作中的加工条件。
判断一个零件是否属于薄壁零件不能只看壁厚。它还取决于零件的整体尺寸、壁高、槽深、无支撑长度和公差要求。例如,在小而浅的零件上加工 2 毫米的壁厚可能相对容易,但在深的铝制外壳上加工同样的壁厚可能会带来更高的加工风险。
薄壁零件可以用铝、不锈钢、钛、塑料和其他工程材料加工而成。在数控加工中,薄壁 铝制部件 由于铝广泛用于轻质外壳、支架、套筒、框架和电子机箱,因此铝合金的应用尤为普遍。
薄壁加工的常见挑战
当薄壁部分在切削、夹紧或材料去除过程中失去支撑时,薄壁加工通常会变得困难。以下是影响零件精度、表面质量和重复精度的最常见问题。

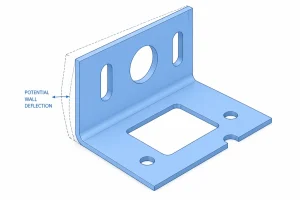
加工过程中的变形
变形是薄壁加工中最常见的问题之一。当切削工具去除材料时,会对工件施加侧向力。如果工件壁很薄或支撑不牢,在切削过程中工件壁可能会发生轻微变形,从而导致尺寸误差。
这个问题在口袋深、侧壁高的地方更明显、 大型物料搬运 和底部较薄的部分。零件在加工过程中可能看起来是合格的,但在刀具离开表面或零件从夹具中取出后,薄壁可能会回弹,影响装配尺寸或壁厚的一致性。
夹紧变形
薄壁零件需要可靠的工件夹持,但夹持力本身也会导致变形。如果工件夹得太紧,可能会在加工开始前变形。如果夹紧太轻,零件可能会在切削过程中移动或振动。
因此,夹紧力和支撑位置对于外壳、套筒、薄板和框架类零件尤为重要。难点在于如何在不对薄壁薄弱区域施加过大局部压力的情况下牢牢固定零件。
振动和嗡嗡声
薄壁结构会放大振动,尤其是当工具悬伸较长、壁高较大、侧壁较薄或夹具支撑不足时。
振动会直接影响表面质量,留下明显的刀痕或振痕。它还会使公差更难控制。在严重的情况下,振动可能会加速刀具磨损,或在薄边缘产生毛刺和局部变形。
残余应力和材料运动
当从板材、棒材、挤压材或铸件上去除大量材料时,材料内部的残余应力可能会释放出来。对于薄壁零件,剩余结构的刚度较低,因此这种移动会变得更加明显。
例如,大面积平板 铣削在加工过程中或加工后,深外壳加工或薄壁长部件可能会出现翘曲、弯曲或尺寸偏移。材料状况、毛坯形状和加工顺序都会影响这种风险。
公差和表面光洁度控制
薄壁零件通常在尺寸、公差和表面光洁度方面更难控制。切削力、夹紧压力、振动和材料应力都会影响最终结果。
当零件有功能表面、外观表面、孔或装配特征时,小刀痕、毛刺或边缘缺陷可能变得更加重要。对于薄壁零件,公差不应仅根据图纸进行评估;还应根据零件几何形状和实际加工行为进行检查。
薄壁加工策略和优化技巧
薄壁加工不能仅靠降低切削参数来改善。主轴转速、进给速度和切削深度都会影响加工过程,但如果工件夹持方法、支撑结构或加工顺序不合适,降低参数可能仍然无法解决变形和振动问题。
更好的方法是从多个方面同时控制加工过程,包括工件夹持、切削力、刀具路径策略、材料去除顺序和精加工余量。这样做的目的是防止薄截面过早失去支撑。
提高工件夹持和支撑稳定性
工件夹持是薄壁加工中首先要解决的问题之一。工件需要足够的支撑来抵抗切削力,但过大的夹持压力可能会在加工开始前就使工件变形。
因此,夹紧工件的目标不是越紧越好。相反,支撑应均匀分布。根据零件的几何形状,可以使用软爪、定制夹具、后支撑、定位销或辅助夹持结构来减少局部变形。
对于外壳、薄板、套筒和框架类零件,支撑位置往往比夹紧力本身更重要。适当的支撑可以提高局部刚度,有助于防止加工过程中的移动、振动或回弹。
逐步清除材料
不应过早地将薄壁加工到最终尺寸,而应分阶段有控制地去除材料。一开始就去除过多的材料,会使薄壁部分在精加工开始之前就失去支撑。
更可靠的方法是将流程分为以下几个部分 粗铣半精加工和精加工。粗加工去除主要余量,同时留下足够的支撑。半精加工使零件更接近最终形状。精加工用于控制关键的薄壁表面和装配尺寸。
对于深袋、高侧壁和大型袋状结构,可在主要操作完成前保留临时支撑或加工余量。这有助于降低零件在加工过程中失去支撑的风险。
控制切割力
薄壁加工中的许多变形和振动问题都是由于切削力过大造成的。施加在薄壁上的侧压力越大,薄壁就越容易变形。
切削力可以通过几种方式进行控制,例如使用锋利的刀具、减少刀具悬伸、控制切削深度和宽度、避免突然的重切削以及使用多次轻切削。对于薄壁铝制零件,锋利的刀具和稳定的排屑尤为重要,因为钝刀会增加切削压力,更容易留下刀痕或毛刺。
控制切割力并不意味着盲目降低效率。关键是要保持切削负荷的可预测性,避免局部力的突然增加。
优化刀具路径和加工顺序
刀具路径和加工顺序对薄壁零件有很大影响。适当的加工顺序有助于零件在加工过程中保持更大的支撑力,并降低变形的风险。
一般来说,最好先建立稳定的基准,然后加工刚性较高的区域,薄壁区域留待以后加工。关键尺寸和薄壁表面通常应在工件处于更可控状态时进行加工。对于对称结构,均衡的材料去除有助于减少不均匀的应力释放。
对于深槽或壳体类零件,常用的方法是先进行内部粗加工,然后进行半精加工,最后对侧壁、孔和装配表面进行精加工。这样可以使零件在整个加工过程中的行为更可预测。
精心策划收尾传球
薄壁零件的精加工不仅要提高表面质量。还需要考虑精加工时的切削力和剩余结构的状况。如果精加工余量过大,最后一道工序可能仍然会推动薄壁。如果余量太小,则可能无法消除先前操作留下的误差或刀痕。
因此,应仔细规划精加工余量。薄壁区域通常受益于较轻的切削负荷、稳定的刀具路径和可控的精加工次数。关键表面、孔和装配特征应在零件仍有足够支撑力的情况下进行精加工。
如果零件日后需要阳极氧化、喷砂、拉丝或其他表面处理,精加工还应考虑边缘状况、毛刺控制和表面保护。这有助于防止后期加工使加工缺陷更加明显。
薄壁零件加工后的注意事项
薄壁零件在加工后仍需小心处理。从夹具中取出零件、去除毛刺、检查关键尺寸以及准备表面精加工都会影响最终结果。
松开夹具后检查部件
薄壁零件在夹具中夹持时可能看起来还可以接受,但在松开夹具后应检查其最终状态。一旦去除夹紧压力,可能会出现回弹、轻微翘曲或尺寸偏差。
对于外壳、套筒、薄板和深槽零件,检查释放状态下的平面度、圆度、壁厚一致性、孔位置和装配表面是非常有用的。如果变化明显,则可能需要对加工顺序、夹具支持或材料状况进行审查。
控制毛刺和边缘损伤
薄边缘在去毛刺时更为敏感。过度打磨、倒角或手工边缘处理可能会改变边缘尺寸或损坏外观表面。
去毛刺工作应受到控制并保持一致,尤其是在孔、薄开口、密封边缘和可见表面周围。对于有装配或密封要求的零件,应在生产前确认边缘状况。
再次检查关键尺寸
由于薄壁零件在加工或搬运后可能会移动,因此应在最终自由状态下检查关键尺寸。重要特征可能包括装配孔、密封面、定位面、平面度、圆度和壁厚。
对于公差要求严格的零件,仅靠过程中的测量可能是不够的。最终检验应尽可能反映出零件的使用或装配情况。
精心准备表面处理
许多薄壁铝制零件需要进行阳极氧化、喷砂、拉丝或其他表面处理。小的加工痕迹、毛刺、划痕或边缘缺陷在精加工后可能会变得更加明显。
在表面处理之前,应检查外观表面、孔边缘、薄壁边缘和功能表面。如果零件有外观要求,则加工和表面处理应遵循相同的质量要求,而不是将其作为单独的问题处理。
在处理和包装过程中保护薄切片
薄截面在搬运、堆叠或运输过程中也可能损坏。如果支撑不当,长侧壁、薄边缘、开放式框架和薄底板可能会弯曲或留下痕迹。
对于这些部件,应避免直接对薄壁施加压力。可能需要使用隔板、软垫、定制托盘或受保护的包装,以确保关键表面和薄壁部分在交付前的安全。
结论
薄壁加工不仅要从薄截面上去除材料。主要的挑战是在切削力、夹紧压力、振动和材料运动影响剩余结构的同时,保持对零件的控制。
一个成功的薄壁加工过程通常需要适当的工件夹持、逐步去除材料、控制切削力、规划刀具路径、仔细的精加工和加工后检查。壁厚、槽深、支撑特征和公差要求等设计选择也会影响零件是否能得到稳定的加工。
如果您的零件包括薄壁、深凹槽、大材料去除量或小公差特征,民和 CNC 可以审核您的图纸,并根据几何形状、材料、公差和表面光洁度要求提出实用的 CNC 加工方法。