As peças de paredes finas são comuns na maquinagem CNC, mas requerem um planeamento mais cuidadoso do processo e do suporte de trabalho do que os componentes padrão. Devido às suas paredes finas e menor rigidez estrutural, estas peças são mais sensíveis a cargas de corte, condições de fixação e vibração durante a maquinagem.
Estas estruturas são frequentemente encontradas na indústria aeroespacial, automóvel, eletrónica, caixas, mangas e suportes leves. Se a sequência de maquinação ou o suporte de fixação não for devidamente planeado, a simples redução dos parâmetros de corte pode não ser suficiente para produzir um resultado consistente.
Este artigo explica o conceito básico da maquinagem de paredes finas, os desafios comuns da maquinagem e os métodos práticos para melhorar o controlo das peças e a qualidade da maquinagem.
O que é a maquinagem de paredes finas?
A maquinagem de paredes finas refere-se à maquinagem CNC de peças com secções finas, paredes sem suporte ou baixa rigidez estrutural. Não se trata de um método de maquinagem único, mas de uma condição de maquinagem que pode surgir em operações de fresagem, torneamento, perfuração, mandrilagem, roscagem ou acabamento.
O facto de uma peça ser considerada de parede fina não pode ser avaliado apenas pela espessura da parede. Depende também do tamanho total da peça, da altura da parede, da profundidade da bolsa, do comprimento sem suporte e dos requisitos de tolerância. Por exemplo, uma parede de 2 mm pode ser relativamente fácil de maquinar numa peça pequena e pouco profunda, mas a mesma espessura de parede numa caixa de alumínio profunda pode criar um risco de maquinação muito maior.
As peças com paredes finas podem ser maquinadas a partir de alumínio, aço inoxidável, titânio, plásticos e outros materiais de engenharia. Na maquinagem CNC, as peças de paredes finas peças de alumínio são especialmente comuns porque o alumínio é amplamente utilizado para caixas leves, suportes, mangas, armações e caixas electrónicas.
Desafios comuns na maquinagem de paredes finas
A maquinagem de paredes finas torna-se normalmente difícil quando as secções finas perdem o suporte durante o corte, a fixação ou a remoção de material. Os seguintes desafios são os problemas mais comuns que afectam a precisão da peça, a qualidade da superfície e a repetibilidade.

Deformação durante a maquinagem
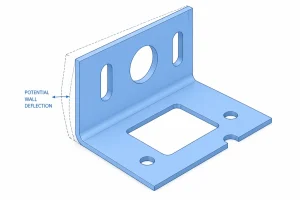
A deformação é um dos problemas mais comuns na maquinagem de paredes finas. Quando a ferramenta de corte remove material, aplica uma força lateral à peça de trabalho. Se a parede for fina ou mal suportada, a parede pode deformar-se ligeiramente durante o corte, resultando em erros dimensionais.
Este problema é mais notório em bolsas profundas e paredes laterais altas, remoção de material de grandes dimensões e secções inferiores finas. Uma peça pode parecer aceitável durante a maquinagem, mas depois de a ferramenta sair da superfície ou de a peça ser libertada da fixação, a parede fina pode voltar a saltar e afetar as dimensões da montagem ou a consistência da espessura da parede.
Distorção de aperto
As peças de paredes finas requerem uma fixação fiável, mas a própria força de fixação também pode causar distorção. Se a peça for fixada com demasiada força, pode deformar-se antes do início da maquinação. Se for fixada com demasiada leveza, a peça pode mover-se ou vibrar durante o corte.
Isto faz com que a força de fixação e a localização do suporte sejam especialmente importantes para caixas, mangas, placas finas e peças semelhantes a molduras. O desafio é segurar a peça com segurança sem aplicar pressão local excessiva em áreas de paredes finas fracas.
Vibração e vibração
As estruturas de paredes finas podem amplificar a vibração, especialmente quando a saliência da ferramenta é longa, a altura da parede é grande, a parede lateral é fina ou o suporte de fixação é insuficiente.
A vibração pode afetar diretamente a qualidade da superfície, deixando marcas de ferramentas visíveis ou marcas de vibração. Pode também tornar as tolerâncias mais difíceis de controlar. Em casos graves, a vibração pode acelerar o desgaste da ferramenta ou criar rebarbas e deformações locais ao longo de arestas finas.
Tensões residuais e movimento de materiais
Quando uma grande quantidade de material é removida de uma placa, barra, extrusão ou material de fundição, a tensão residual no interior do material pode ser libertada. Para peças de paredes finas, a estrutura restante tem menos rigidez, pelo que este movimento pode tornar-se mais visível.
Por exemplo, placa de grande área fresagemA maquinagem de caixas profundas ou componentes longos de paredes finas podem sofrer deformações, dobras ou desvios dimensionais durante ou após a maquinagem. O estado do material, a forma da peça e a sequência de maquinação afectam este risco.
Controlo de tolerâncias e acabamentos de superfície
As peças de paredes finas são normalmente mais difíceis de controlar em termos de dimensões, tolerâncias e acabamento da superfície. A força de corte, a pressão de aperto, a vibração e a tensão do material podem influenciar o resultado final.
Pequenas marcas de ferramentas, rebarbas ou defeitos de arestas podem tornar-se mais importantes quando a peça tem superfícies funcionais, superfícies cosméticas, furos ou caraterísticas de montagem. Para componentes de paredes finas, a tolerância não deve ser avaliada apenas a partir do desenho; deve também ser verificada em relação à geometria da peça e ao comportamento real da maquinação.
Estratégias de maquinagem de paredes finas e dicas de otimização
A maquinagem de paredes finas não pode ser melhorada apenas através da redução dos parâmetros de corte. A velocidade do fuso, a velocidade de avanço e a profundidade de corte afectam o processo, mas se o método de fixação do trabalho, a estrutura de suporte ou a sequência de maquinação não forem adequados, a redução dos parâmetros pode não resolver os problemas de deformação e vibração.
Uma melhor abordagem é controlar o processo a partir de vários aspectos ao mesmo tempo, incluindo a fixação do trabalho, a força de corte, a estratégia do percurso da ferramenta, a sequência de remoção de material e a permissão de acabamento. O objetivo é evitar que as secções finas percam o suporte demasiado cedo.
Melhorar a estabilidade da fixação e do suporte
A fixação da peça é um dos primeiros problemas a resolver na maquinagem de paredes finas. A peça precisa de apoio suficiente para resistir às forças de corte, mas uma pressão de aperto excessiva pode distorcê-la antes mesmo de a maquinagem começar.
Por este motivo, o objetivo não é fixar a peça o mais firmemente possível. Em vez disso, o apoio deve ser uniforme e bem distribuído. Dependendo da geometria da peça, podem ser utilizados mordentes macios, dispositivos de fixação personalizados, apoio posterior, pinos de localização ou estruturas de fixação auxiliares para reduzir a deformação local.
Para caixas, placas finas, mangas e peças semelhantes a molduras, a localização do suporte é muitas vezes mais importante do que apenas a força de fixação. Um suporte adequado pode melhorar a rigidez local e ajudar a evitar movimento, vibração ou retorno elástico durante a maquinagem.
Remover o material gradualmente
Em vez de levar as paredes finas ao tamanho final demasiado cedo, o material deve ser removido em fases controladas. A remoção de demasiado material no início pode deixar as secções finas sem suporte antes do início do acabamento.
Uma abordagem mais fiável consiste em dividir o processo em desbasteO desbaste remove a margem principal, mas com apoio suficiente. O desbaste remove a margem principal, deixando um suporte suficiente. O semi-acabamento aproxima a peça da forma final. O acabamento é então utilizado para controlar as superfícies críticas de paredes finas e as dimensões de montagem.
Para bolsas profundas, paredes laterais altas e estruturas com bolsas de grandes dimensões, pode ser deixado um suporte temporário ou um subsídio de maquinagem até que as operações principais estejam concluídas. Isto ajuda a reduzir o risco de a peça perder o suporte a meio do processo de maquinagem.
Controlo da força de corte
Muitos problemas de deformação e vibração na maquinagem de paredes finas resultam de uma força de corte excessiva. Quanto maior for a pressão lateral aplicada à parede, mais facilmente a secção fina se deforma.
A força de corte pode ser controlada de várias formas, tais como a utilização de ferramentas afiadas, a redução da saliência da ferramenta, o controlo da profundidade e da largura do corte, a prevenção de cortes bruscos e pesados e a utilização de várias passagens ligeiras. Para peças de alumínio de paredes finas, as ferramentas afiadas e a evacuação estável das aparas são especialmente importantes porque uma ferramenta cega aumenta a pressão de corte e é mais provável que deixe marcas de ferramenta ou rebarbas.
Controlar a força de corte não significa reduzir cegamente a eficiência. A chave é manter a carga de corte previsível e evitar aumentos súbitos da força local.
Otimizar o percurso da ferramenta e a sequência de maquinação
O percurso da ferramenta e a sequência de maquinação têm uma grande influência nas peças de paredes finas. Uma sequência correta ajuda a peça a reter mais apoio durante a maquinação e reduz o risco de distorção.
Em geral, é melhor estabelecer primeiro pontos de referência estáveis, maquinar as áreas mais rígidas a seguir e deixar as áreas de paredes finas para operações posteriores. As dimensões críticas e as superfícies de parede fina devem normalmente ser terminadas quando a peça está numa condição mais controlada. Para estruturas simétricas, a remoção equilibrada de material pode ajudar a reduzir a libertação desigual de tensões.
Para bolsas profundas ou peças do tipo caixa, uma abordagem comum é efetuar primeiro o desbaste interno, depois o semi-acabamento e, finalmente, o acabamento das paredes laterais, orifícios e superfícies de montagem. Isto mantém o comportamento da peça mais previsível ao longo do processo de maquinagem.
Planear cuidadosamente os passes de finalização
O acabamento de peças de paredes finas não é apenas uma questão de melhorar a qualidade da superfície. A força de corte durante o acabamento e a condição da estrutura restante também precisam de ser consideradas. Se a margem de acabamento for demasiado grande, a passagem final pode ainda empurrar a parede fina. Se a margem for demasiado pequena, pode não remover erros ou marcas de ferramentas deixadas por operações anteriores.
Por este motivo, a margem de acabamento deve ser planeada cuidadosamente. As áreas de paredes finas beneficiam normalmente de cargas de corte mais leves, percursos de ferramenta estáveis e passagens de acabamento controladas. Superfícies críticas, furos e caraterísticas de montagem devem ser acabados enquanto a peça ainda tem suporte suficiente.
Se a peça necessitar posteriormente de anodização, decapagem, escovagem ou outros tratamentos de superfície, o acabamento deve também considerar o estado das arestas, o controlo de rebarbas e a proteção cosmética da superfície. Isto ajuda a evitar que o pós-processamento torne os defeitos de maquinagem mais visíveis.
Considerações pós-acabamento para peças de paredes finas
As peças de paredes finas continuam a necessitar de um manuseamento cuidadoso após a maquinação. A libertação da peça da fixação, a remoção de rebarbas, a inspeção das principais dimensões e a preparação para o acabamento da superfície podem afetar o resultado final.
Verificar a peça depois de a soltar
Uma peça de parede fina pode parecer aceitável enquanto ainda está presa no dispositivo de fixação, mas a condição final deve ser verificada após a remoção da fixação. Podem surgir recuos elásticos, ligeiras deformações ou desvios dimensionais quando a pressão de aperto é removida.
Para caixas, mangas, chapas finas e peças com bolsos profundos, é útil verificar a planicidade, a circularidade, a consistência da espessura da parede, a posição do furo e as superfícies de montagem no estado libertado. Se a alteração for notória, poderá ser necessário rever a sequência de maquinação, o suporte de fixação ou o estado do material.
Controlo de rebarbas e danos nos bordos
As arestas finas são mais sensíveis durante a rebarbação. Uma lixagem excessiva, chanfragem ou tratamento manual das arestas pode alterar as dimensões das arestas ou danificar as superfícies cosméticas.
A rebarbação deve ser controlada e consistente, especialmente em torno de orifícios, aberturas finas, arestas de vedação e superfícies visíveis. Para peças com requisitos de montagem ou de vedação, o estado dos bordos deve ser confirmado antes da produção.
Inspecionar novamente as dimensões críticas
Uma vez que as peças de paredes finas podem mover-se após maquinação ou manuseamento, as dimensões críticas devem ser verificadas no estado livre final. As caraterísticas importantes podem incluir orifícios de montagem, faces de vedação, superfícies de localização, planicidade, circularidade e espessura da parede.
Para peças com tolerâncias apertadas, a medição durante o processo pode não ser suficiente. A inspeção final deve refletir a forma como a peça será utilizada ou montada, sempre que possível.
Preparar cuidadosamente o acabamento da superfície
Muitas peças de alumínio com paredes finas requerem anodização, jato de grânulos, escovagem ou outros tratamentos de superfície. Pequenas marcas de maquinagem, rebarbas, riscos ou defeitos nas arestas podem tornar-se mais visíveis após o acabamento.
Antes do tratamento de superfície, devem ser verificadas as superfícies cosméticas, as arestas dos furos, as arestas de paredes finas e as superfícies funcionais. Se a peça tiver requisitos de aparência, a maquinação e o acabamento devem seguir as mesmas expectativas de qualidade em vez de serem tratados como questões separadas.
Proteger as secções finas durante o manuseamento e a embalagem
As secções finas também podem ser danificadas durante o manuseamento, empilhamento ou transporte. As paredes laterais compridas, os bordos finos, as armações abertas e as secções inferiores finas podem dobrar-se ou ficar marcadas se não forem suportadas corretamente.
Para estas peças, evite colocar pressão diretamente nas paredes finas. Podem ser necessários separadores, almofadas macias, tabuleiros personalizados ou embalagens protegidas para manter as superfícies críticas e as secções finas seguras antes da entrega.
Conclusão
A maquinagem de paredes finas não consiste apenas na remoção de material de uma secção fina. O principal desafio é manter a peça controlada enquanto as forças de corte, a pressão de fixação, a vibração e o movimento do material afectam a estrutura restante.
Um processo de maquinagem de paredes finas bem sucedido requer normalmente um suporte de trabalho adequado, remoção gradual de material, força de corte controlada, percursos de ferramenta planeados, acabamento cuidadoso e inspeção pós-trabalho. As escolhas de design, como a espessura da parede, a profundidade da cavidade, as caraterísticas de suporte e os requisitos de tolerância também afectam a possibilidade de maquinar a peça de forma consistente.
Se a sua peça inclui paredes finas, bolsas profundas, grande remoção de material ou caraterísticas de tolerância apertada, a Minhe CNC pode rever os seus desenhos e sugerir uma abordagem prática de maquinação CNC com base nos requisitos de geometria, material, tolerância e acabamento de superfície.