
O stock de barras e o stock de placas são duas formas comuns de matérias-primas utilizadas na maquinagem. Quer se trate de protótipos, peças de baixo volume ou componentes industriais regulares, ambos podem ser utilizados como materiais de partida antes da maquinagem CNC.
Este artigo explica as diferenças entre o stock de barras e o stock de placas, os seus conceitos básicos, tipos comuns e como escolher a forma de stock mais adequada para peças maquinadas por CNC.
O que é o Bar Stock?
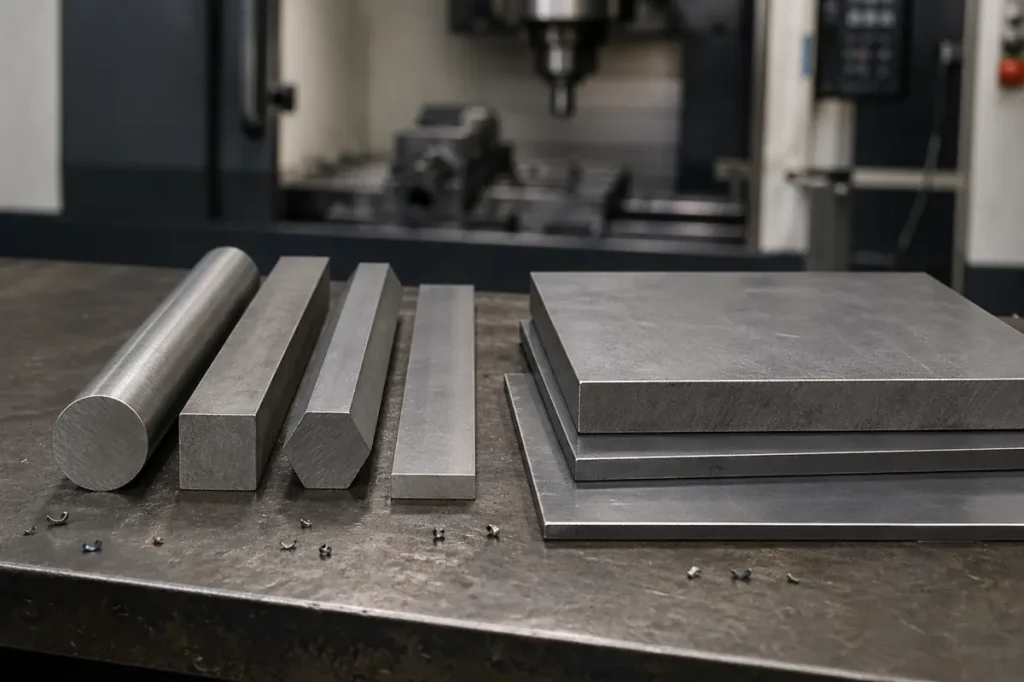
O stock de barras é a matéria-prima fornecida em secções longas, normalmente com uma forma de secção transversal relativamente consistente. Dependendo da secção transversal, as formas comuns incluem barra redonda, barra quadrada, barra hexagonal e barra plana.

Na maquinagem, o material em barra é normalmente cortado no comprimento necessário antes de ser utilizado como peça em bruto inicial para uma peça. É normalmente utilizado para veios, pinos, casquilhos, conectores e componentes roscados porque estas peças têm frequentemente um perfil básico que se aproxima da forma original do material em barra.
Quais são os formatos mais comuns de barras de aço?
O stock de barras pode ser classificado pela sua forma de secção transversal. As formas mais comuns incluem a barra redonda, a barra quadrada, a barra hexagonal e a barra plana. Cada forma é adequada a diferentes métodos de maquinagem e geometrias de peças.
A barra redonda é a forma mais comum e é frequentemente utilizada para veios, pinos, casquilhos, mangas e componentes roscados. A barra quadrada é adequada para peças semelhantes a blocos, conectores ou componentes que requerem maquinagem em vários lados. A barra hexagonal é normalmente utilizada para porcas, encaixes, peças de válvulas ou componentes que necessitem de uma chave de bocas. A barra plana é frequentemente utilizada para suportes estreitos, peças em forma de tira ou componentes estruturais simples.
Como é feito o estoque de barras?
O stock de barras pode ser produzido através de vários processos de fabrico, dependendo do material, do tamanho necessário, do estado da superfície e das propriedades mecânicas. Os métodos mais comuns incluem a laminagem a quente, a trefilagem a frio, a extrusão e o forjamento.
O stock de barras laminadas a quente é normalmente utilizado quando as dimensões padrão e as propriedades mecânicas gerais são suficientes. O material de barras estirado a frio oferece normalmente uma melhor precisão dimensional, um acabamento de superfície mais suave e uma maior linearidade, tornando-o adequado para peças que requerem uma maquinagem mais consistente. A barra extrudida é comum para o alumínio e alguns materiais não ferrosos, enquanto a barra forjada pode ser utilizada quando é necessária uma maior resistência ou uma estrutura de grão melhorada.
Para a maquinagem CNC, o processo de fabrico do material em barra pode afetar o estado da superfície, a consistência dimensional, a tensão interna e a estabilidade do material durante o corte. É por isso que a forma do material e as condições de fornecimento devem ser verificadas juntamente com a geometria da peça e os requisitos de tolerância.
Tipos de barras
O stock de barras pode ser fornecido em diferentes formas de secção transversal, dependendo do design da peça e do método de maquinação. Os tipos mais comuns incluem barras redondas, barras quadradas, barras hexagonais e barras planas.
Barra redonda
A barra redonda tem uma secção transversal circular e é uma das formas mais comuns de stock de barras. É frequentemente utilizada para veios, pinos, casquilhos, mangas e componentes roscados.
Barra quadrada
A barra quadrada tem uma secção transversal quadrada e é frequentemente utilizada para peças semelhantes a blocos, espaçadores, conectores ou componentes que requerem maquinagem em vários lados.
Barra hexagonal
A barra hexagonal tem uma secção transversal de seis lados. É normalmente utilizada para porcas, acessórios, peças de válvulas, conectores roscados e peças que necessitam de uma chave de bocas.
Barra plana
A barra plana tem uma secção transversal retangular, estreita e relativamente plana. É frequentemente utilizada para peças em forma de tira, suportes estreitos, suportes simples e pequenos componentes estruturais.
O que é o Stock de Placas?
O stock de chapas é a matéria-prima fornecida em folhas planas ou chapas grossas, geralmente definidas pelo seu comprimento, largura e espessura. Consoante a espessura e a utilização, pode ser classificado como chapa, chapa média, chapa grossa ou chapa de precisão.

Na maquinagem CNC, o material em chapa é normalmente cortado de acordo com o contorno ou tamanho necessário antes de ser utilizado como peça em bruto inicial para fresagem, perfuração, ranhura ou perfilagem. É normalmente utilizado para flanges, suportes, caixas, placas de base, placas de montagem e tampas porque estas peças requerem frequentemente uma superfície plana maior ou uma área de maquinagem mais ampla.
Tipos de chapas de aço
O stock de chapas pode ser fornecido em diferentes gamas de espessura e condições de superfície, dependendo do tamanho da peça, dos requisitos de maquinagem e do tipo de material. Os tipos mais comuns incluem chapa, chapa média, chapa grossa e chapa de precisão.
Folha
A chapa é uma forma mais fina de material em placa, normalmente utilizada para peças mais leves, coberturas, painéis e componentes planos simples. Na maquinagem, o material em chapa é mais adequado para peças que não requerem grande espessura ou fresagem profunda.
Prato médio
A chapa média é normalmente utilizada para peças maquinadas por CNC que necessitam de mais espessura e resistência do que o material em folha. É frequentemente selecionada para suportes, flanges, placas de montagem e componentes estruturais gerais.
Placa espessa
A chapa espessa fornece mais espessura de material para peças que requerem maquinação mais profunda, secções mais fortes ou caraterísticas fresadas mais complexas. Pode ser utilizada para caixas, placas de base, placas de ferramentas e componentes com bolsas ou superfícies escalonadas.
Placa de precisão
A chapa de precisão é fornecida com um controlo mais rigoroso da espessura, melhor planicidade ou melhor estado da superfície. É frequentemente utilizada quando a estabilidade dimensional, a qualidade da superfície ou as superfícies planas exactas são importantes antes da maquinagem.
Stock de barras vs Stock de placas: Principais diferenças
A diferença entre o stock de barras e o stock de placas não é apenas a sua forma exterior. Na maquinação CNC, a forma do material pode afetar a preparação da peça em bruto, o método de maquinação, a utilização do material, a fixação e a avaliação dos custos. Os seguintes factores são normalmente os mais importantes quando se compara o stock de barras com o stock de placas.
| Fator | Estoque de barras | Estoque de placas |
|---|---|---|
| Forma e tamanho | Secções longas com uma secção transversal relativamente consistente, tais como perfis redondos, quadrados, hexagonais ou planos | Forma de folha ou placa plana, geralmente definida pelo comprimento, largura e espessura |
| Método de maquinagem | Normalmente utilizado para tornear, furar, roscar, cortar e fresar ligeiramente | Normalmente utilizada para fresar, furar, abrir ranhuras, perfilar e embolsar |
| Utilização de materiais | Mais eficiente para veios, casquilhos, conectores e peças regulares longas ou cilíndricas | Mais eficiente para flanges, suportes, caixas, placas de base e peças planas ou largas |
| Fixação | Adequado para a manutenção de material longo ou maquinagem rotativa, especialmente peças torneadas | Adequado para fixação plana e maquinação de vários lados, especialmente furos, ranhuras e superfícies planas |
| Impacto nos custos | Pode reduzir a remoção de material e o tempo de maquinagem quando a forma da peça está próxima do material em barra | Pode reduzir o desperdício de peças em bruto e o tempo de fresagem quando a forma da peça está próxima do material em placa |
Forma e tamanho
O material em barra é normalmente fornecido em secções longas, em que a forma da secção transversal e o comprimento são as principais caraterísticas. A barra redonda, a barra quadrada, a barra hexagonal e a barra plana são formas comuns, o que as torna adequadas para o corte de peças em bruto individuais a partir de um stock mais longo.
O stock de chapa é definido principalmente pelas dimensões planas e pela espessura. É mais adequado para peças que requerem uma superfície mais larga, uma certa espessura ou um perfil amplo, como flanges, suportes, caixas e placas de base.
Método de maquinagem
O material em barra é mais comummente utilizado para peças torneadas, especialmente quando a peça inclui diâmetros externos, furos internos, ombros ou roscas. Também pode ser perfurado, roscado, cortado ou ligeiramente fresado, mas a sua principal vantagem é normalmente observada em peças longas ou rotativas.

O material em chapa é mais adequado para Fresagem CNC operações, tais como faceamento, perfilagem, ranhura, perfuração e embolsamento. Para peças que requerem grandes superfícies maquinadas ou múltiplos padrões de furos, o material em chapa é frequentemente uma peça em bruto inicial mais prática.
Utilização de materiais
Se a forma básica da peça estiver próxima de um cilindro, de uma secção longa ou de um perfil regular, o stock de barras pode frequentemente reduzir a remoção desnecessária de material. Os veios, pinos, casquilhos e alguns conectores são normalmente mais diretos para maquinar a partir de stock de barras.
Se a forma básica da peça for plana, em forma de placa ou larga, o material em placa é normalmente mais razoável. FlangesOs suportes, as placas de montagem e os alojamentos são frequentemente mais fáceis de maquinar a partir de placas, controlando simultaneamente o desperdício de material.
Fixação
O material em barra é adequado para a fixação de material longo, operações de corte ou maquinação rotativa. Para peças torneadas, o processo de fixação é normalmente mais direto.
O stock de placas é mais adequado para fixação plana. Para peças com furos, ranhuras, degraus ou grandes superfícies planas, o material em chapa facilita o estabelecimento de uma referência de maquinagem estável.
Impacto nos custos
O preço de compra do stock de barras e de placas depende do material, do tamanho e das condições de fornecimento. No entanto, na maquinação CNC, o custo final também depende do facto de a forma do stock estar próxima da forma final da peça.
Quando a forma do material é adequada, a remoção de material, os passos de preparação e o tempo de maquinação podem ser reduzidos. Por outro lado, a maquinação de peças semelhantes a eixos a partir de chapas ou de peças planas de grandes dimensões a partir de barras pode conduzir a um maior desperdício de material e a tempos de maquinação mais longos.
Prós e contras do stock de barras e do stock de placas
O stock de barras e o stock de placas têm vantagens na maquinagem CNC, mas nenhum é adequado para todas as peças. A escolha correta depende da forma da peça, do processo de maquinagem, do tamanho do material e da quantidade de material que tem de ser removido.
Vantagens do stock de barras
O stock de barras é conveniente para peças que partem de uma secção transversal longa ou regular. É normalmente utilizado para veios, pinos, casquilhos, mangas, conectores e peças roscadas porque estes componentes correspondem frequentemente à forma de uma barra redonda, quadrada ou hexagonal.
Para peças torneadas, o material em barra pode tornar o processo de maquinagem mais direto. O material pode ser cortado à medida, fixado com segurança e processado através de operações de torneamento, perfuração, roscagem ou corte.
Limitações do estoque de barras
O material em barra é menos adequado para peças planas de grandes dimensões, perfis largos ou componentes que exijam uma fresagem extensiva numa superfície ampla. Se um suporte plano, uma caixa ou uma placa de base forem maquinados a partir de material em barra, poderá ser necessário remover mais material.
O stock de barras também pode limitar o tamanho inicial das peças que requerem uma grande largura ou uma superfície ampla. Nestes casos, o stock de placas é frequentemente mais fácil de preparar e maquinar.
Vantagens do material em chapa
O stock de placas é útil para peças com superfícies planas, perfis mais largos, padrões de orifícios, ranhuras, bolsas ou contornos fresados. É normalmente selecionado para flanges, suportes, caixas, placas de montagem, tampas e placas de base.
Para trabalhos de fresagem, o material em chapa é uma peça inicial prática. Pode ser cortado em forma, fixado numa superfície plana e maquinado de um ou vários lados, dependendo do desenho da peça.
Limitações do stock de placas
O material em chapa nem sempre é eficiente para peças longas, redondas ou semelhantes a veios. A maquinação destas peças a partir de material em chapa pode criar desperdícios desnecessários e exigir mais tempo de corte.
Um material de chapa mais espesso pode também exigir uma configuração mais cuidadosa se a peça incluir bolsas profundas, grande remoção de material ou requisitos de planicidade apertados. O custo final da maquinação depende tanto do tamanho da placa como da quantidade de material que tem de ser removido.
Aplicações industriais comuns do stock de barras e do stock de placas
O material em barra e o material em chapa são utilizados em muitos projectos de maquinagem, mas as suas aplicações diferem frequentemente consoante a indústria e a geometria da peça. O stock de barras é mais comum em componentes que partem de perfis redondos, lineares ou regulares, enquanto o stock de placas é frequentemente utilizado para componentes planos, largos ou fresados.

Automóvel e transportes
Nos projectos do sector automóvel e dos transportes, o material em barra é frequentemente utilizado para veios, pinos, espaçadores, conectores roscados e pequenos componentes torneados. Estas peças requerem normalmente dimensões estáveis e operações de torneamento repetíveis.
O stock de placas é normalmente utilizado para suportes, placas de montagem, flanges, coberturas e peças de suporte estrutural. Estes componentes requerem frequentemente a fresagem, perfuraçãoA montagem é efectuada por meio de um sistema de corte, ranhura ou perfilagem para criar orifícios de montagem e superfícies de montagem planas.
Equipamento industrial
Para o equipamento industrial, o material em barra é frequentemente utilizado para buchas, mangas, pinos-guia, rolos, acessórios e conectores maquinados. Estas peças têm frequentemente formas regulares e são adequadas para tornear, furar ou roscar.
O stock de placas é amplamente utilizado para placas de base, suportes de máquinas, placas de fixação, caixas e painéis de equipamento. Constitui uma forma inicial prática para peças que necessitam de superfícies largas, padrões de orifícios ou bolsas fresadas.
Componentes electrónicos e eléctricos
Em aplicações electrónicas e eléctricas, o material em barra pode ser utilizado para pequenos conectores, pinos condutores, espaçadores e peças torneadas de precisão, especialmente quando é necessário cobre, latão ou alumínio.
O material em chapa é frequentemente utilizado para caixas, dissipadores de calor, placas de montagem, coberturas e painéis. É útil quando a peça necessita de uma superfície plana, de uma espessura controlada ou de uma área maior para a montagem.
Componentes aeroespaciais e de precisão
Na indústria aeroespacial e na maquinagem de precisão, o material em barra pode ser utilizado para veios leves, pinos, casquilhos, componentes de fixação e pequenas peças de alta resistência. A escolha depende frequentemente do tipo de material, dos requisitos de tolerância e da geometria da peça.
O stock de placas é normalmente utilizado para suportes, placas estruturais, caixas, painéis e componentes leves fresados. Para estas peças, a espessura, a planicidade e a estabilidade do material podem ser importantes antes da maquinagem.
Como escolher entre o material em barra e o material em placa para maquinagem CNC
A escolha entre o stock de barras e o stock de placas não se deve basear apenas na qualidade do material. A melhor escolha depende normalmente da geometria da peça, do método de maquinação, do tamanho do stock, da utilização do material e do objetivo de custo.
Geometria da peça
A geometria da peça é o primeiro fator a verificar. Se a peça for longa, redonda ou baseada numa secção transversal regular, o material em barra é frequentemente a forma inicial mais adequada. Se a peça for plana, larga ou tiver uma superfície maquinada maior, o material em chapa é normalmente mais fácil de preparar e maquinar.
Método de maquinagem
O processo de maquinagem também afecta a escolha do material. As peças que requerem principalmente operações de torneamento, perfuração, rosqueamento ou corte geralmente funcionam bem com material em barra. As peças que requerem fresagem, abertura de ranhuras, embolsos, perfis ou posições de orifícios múltiplos são normalmente mais adequadas ao material em chapa.
Utilização de materiais
Uma forma de stock que esteja mais próxima da forma final da peça pode reduzir a remoção desnecessária de material. Por exemplo, as peças tipo eixo são normalmente mais eficientes a partir de stock de barras, enquanto que os suportes planos, flanges e placas de base são normalmente mais eficientes a partir de stock de placas.
Custo e eficiência da produção
A escolha de menor custo nem sempre é a matéria-prima mais barata. Na maquinagem CNC, o custo total também depende do tempo de corte, da complexidade da configuração, do desperdício de material e da facilidade com que a peça pode ser mantida durante a maquinagem. Quando ambas as formas são possíveis, a melhor escolha é normalmente aquela que mantém o percurso de maquinação mais simples.

Conclusão
O stock de barras e o stock de placas são ambas formas comuns de matérias-primas para maquinagem CNC, mas são adequadas a diferentes formas de peças e percursos de maquinagem. O material em barra é frequentemente utilizado para peças longas, redondas ou de perfil regular, enquanto o material em chapa é mais adequado para componentes planos, largos ou fresados.
A escolha correta depende da geometria da peça, do método de maquinação, do tamanho do stock, da utilização do material e do objetivo de custo. Na maioria dos casos, a melhor forma de stock é aquela que reduz o corte desnecessário e fornece um blank inicial prático para o processo CNC necessário.
Se não tiver a certeza se a sua peça deve ser maquinada a partir de barras ou chapas, a Minhe CNC pode rever o seu desenho, requisitos de material e necessidades de produção para sugerir uma abordagem prática de maquinação.