
棒料和板料是机械加工中常用的两种原材料形式。无论是原型、小批量零件还是常规工业部件,它们都可以作为数控加工前的起始材料。
本文将解释棒材和板材的区别、基本概念、常见类型以及如何为数控加工零件选择更合适的板材形式。
什么是棒材库存?
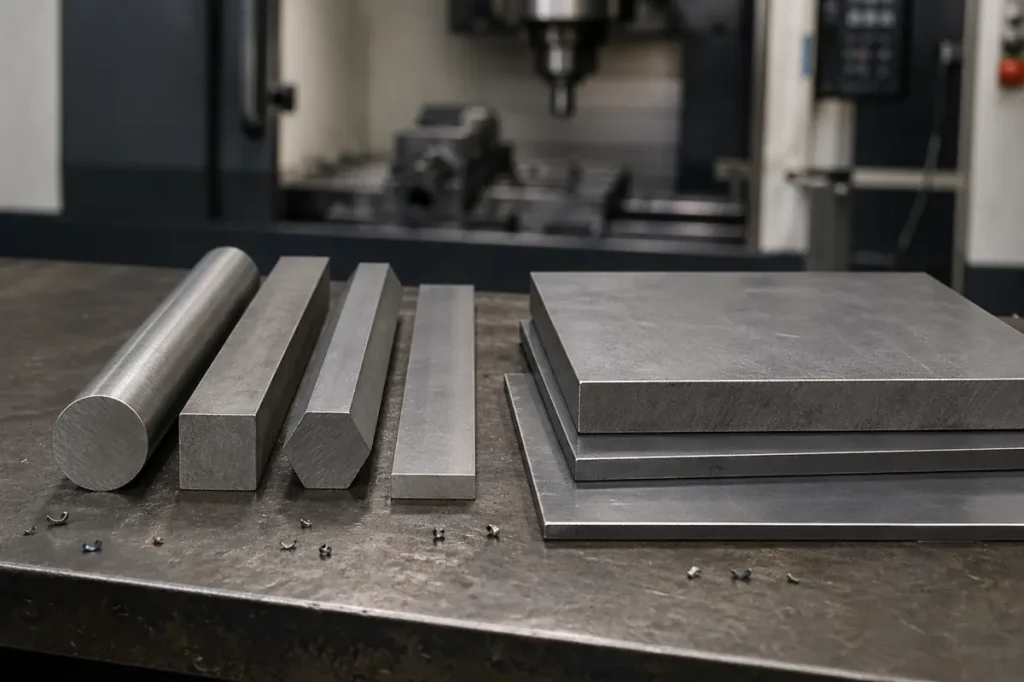
棒材是以长截面供应的原材料,通常具有相对一致的截面形状。根据截面的不同,常见的形状包括圆棒、方棒、六角棒和扁棒。

在机械加工中,棒料通常被切割成所需的长度,然后用作零件的起始毛坯。棒料常用于轴、销、衬套、连接器和螺纹部件,因为这些部件的基本轮廓通常接近棒料的原始形状。
棒料的常见形状有哪些?
棒材可按其横截面形状分类。常见的形状包括圆棒、方棒、六角棒和扁棒。每种形状都适合不同的加工方法和零件几何形状。
圆棒是最常见的形式,通常用于轴、销、衬套、套筒和螺纹部件。方棒适用于块状零件、连接器或需要多面加工的零件。六角棒材常用于螺母、接头、阀门部件或需要扳手平面的部件。扁平棒材常用于狭窄的支架、条状零件或简单的结构部件。
棒材库存是如何制造的?
根据材料、所需尺寸、表面状态和机械性能的不同,棒料可通过多种制造工艺生产。常见的方法包括热轧、冷拔、挤压和锻造。
当标准尺寸和一般机械性能足够时,通常使用热轧棒料。冷拔棒料通常具有更好的尺寸精度、更平滑的表面光洁度和更高的直线度,因此适用于需要更一致加工的零件。挤压棒材常用于铝和一些有色金属材料,而锻造棒材则可用于需要更高强度或改善晶粒结构的情况。
对于数控加工而言,棒料的制造过程会影响表面状况、尺寸一致性、内应力以及材料在切削过程中的稳定性。因此,在检查材料形状和供应条件时,应同时检查零件的几何形状和公差要求。
棒料类型
根据零件设计和加工方法的不同,可提供不同截面形状的棒料。最常见的类型包括圆棒、方棒、六角棒和扁棒。
圆棒
圆棒具有圆形截面,是最常见的棒材形式之一。它常用于轴、销、衬套、套筒和螺纹部件。
方形栏
方棒的横截面为正方形,通常用于块状零件、垫片、连接器或需要多面加工的部件。
六角杆
六角扳手有六面截面。它常用于螺母、配件、阀门零件、螺纹接头和需要扳手平面的零件。
扁平条
扁钢的横截面为矩形、窄且相对平坦。它常用于制作条状部件、窄支架、简单支撑和小型结构部件。
什么是板材?
中厚板是以平板或厚板形式供应的原材料,通常以其长度、宽度和厚度来定义。根据厚度和用途的不同,可分为薄板、中厚板、厚板或精密板。

在数控加工中,板材通常先切割成所需的轮廓或尺寸,然后用作铣削、钻孔、开槽或仿形加工的起始坯料。它通常用于法兰、支架、外壳、底板、安装板和盖板,因为这些零件通常需要较大的平面或较宽的加工区域。
板材类型
根据零件尺寸、加工要求和材料等级,可提供不同厚度范围和表面条件的板材。常见类型包括薄板、中厚板、厚板和精密板。
片材
板材是一种较薄的板状材料,通常用于制造较轻的零件、盖板、面板和简单的平面部件。在机械加工中,板材更适用于不需要大厚度或深铣削的零件。
中盘
中厚板常用于需要比板材更厚、强度更大的数控加工零件。托架、法兰、安装板和一般结构件通常选用中厚板。
厚板
厚板可为需要更深加工、更坚固截面或更复杂铣削特征的零件提供更厚的材料。它可用于外壳、底板、工具板以及带有凹槽或阶梯表面的部件。
精密板
精密板材的厚度控制更严格、平面度更好或表面状况更佳。在机加工前,当尺寸稳定性、表面质量或精确的平面度非常重要时,通常会使用这种板材。
棒材与板材:主要区别
棒料和板料的区别不仅仅在于它们的外部形状。在数控加工中,毛坯的形状会影响毛坯准备、加工方法、材料利用、夹具和成本评估。在比较棒料和板料时,以下因素通常最为重要。
| 系数 | 酒吧库存 | 板材库存 |
|---|---|---|
| 形状和尺寸 | 截面相对一致的长型材,如圆形、方形、六角形或扁平型材 | 平板或板材形式,通常由长度、宽度和厚度定义 |
| 加工方法 | 常用于车削、钻孔、攻丝、切割和轻度铣削 | 常用于铣削、钻孔、开槽、仿形和开槽 |
| 材料利用率 | 对于轴、衬套、连接器和常规长形或圆柱形部件,效率更高 | 对于法兰、支架、外壳、底板以及扁平或宽大的部件,效率更高 |
| 夹具 | 适用于夹持长料或旋转加工,特别是车削件 | 适用于平面夹具和多面加工,特别是孔、槽和平面加工 |
| 成本影响 | 当零件形状接近棒料时,可减少材料去除量和加工时间 | 当零件形状接近板材时,可减少毛坯废料和铣削时间 |
形状和大小
棒材通常以长截面供应,截面形状和长度是其主要特征。圆形棒材、方形棒材、六角棒材和扁平棒材都是常见的形状,因此适合从较长的棒材上切割单个坯料。
板材主要由平面尺寸和厚度决定。它更适用于需要较宽表面、一定厚度或较宽轮廓的零件,如法兰、支架、外壳和底板。
加工方法
棒料更常用于车削零件,特别是当零件包括外径、内孔、轴肩或螺纹时。它还可以钻孔、攻丝、切割或轻微铣削,但其主要优势通常体现在长形或旋转零件上。

板材更适用于 数控铣床 在加工过程中,例如端面加工、仿形加工、开槽、钻孔和开槽等。对于需要加工大表面或多孔型的零件,板材通常是更实用的起始毛坯。
材料利用
如果零件的基本形状接近于圆柱体、长截面或规则轮廓,棒料通常可以减少不必要的材料去除。用棒料加工轴、销、衬套和一些连接器通常更直接。
如果零件的基本形状是扁平的、板状的或宽大的,通常使用板材更为合理。 法兰因此,在控制材料浪费的同时,托架、安装板和外壳通常更容易从板材中加工出来。
夹具
棒料适用于长工件夹持、切断操作或旋转加工。对于车削零件,夹具工艺通常更为直接。
板材更适用于平面夹具。对于有孔、槽、台阶或大平面的零件,板材更容易建立稳定的加工基准。
成本影响
棒料和板料的采购价格取决于材料、尺寸和供应条件。但在数控加工中,最终成本还取决于毛坯形状是否接近最终零件形状。
如果毛坯形状合适,通常可以减少材料去除量、设置步骤和加工时间。另一方面,用板材加工轴类零件,或用棒材加工大型扁平零件,会造成更多的材料浪费和更长的加工时间。
棒材和板材的优缺点
棒材和板材在数控加工中各有优势,但都不适合用于所有零件。正确的选择取决于零件形状、加工工艺、材料尺寸以及必须去除的材料数量。
棒材的优势
棒料适用于从长截面或规则截面开始的零件。它常用于轴、销、衬套、套筒、连接器和螺纹部件,因为这些部件通常与圆形、方形或六角形棒材的形状相匹配。
对于车削零件,棒料可以使加工过程更加直接。材料可以切成一定长度,固定好,然后通过车削、钻孔、攻丝或切断操作进行加工。
棒材的局限性
对于大型扁平零件、宽轮廓或需要在宽表面上进行大量铣削的零件,棒料则不太适合。如果用棒料加工扁平支架、外壳或底板,可能需要去除更多材料。
对于需要大宽度或宽表面积的零件,棒料也可能会限制起始尺寸。在这种情况下,板材通常更容易制备和加工。
中厚板的优势
板材适用于具有平面、较宽轮廓、孔型、槽、袋或铣削轮廓的零件。法兰、支架、外壳、安装板、盖板和底板通常选用这种材料。
对于铣削加工,板材是一种实用的起始坯料。它可以切割成形,夹紧在平面上,然后根据零件设计从单面或多面进行加工。
板材的局限性
对于长、圆或轴类零件,板材并不总是有效的。用板材加工这些零件可能会造成不必要的浪费,并需要更多的切削时间。
如果零件包括深槽、大量材料去除或严格的平面度要求,较厚的板材也可能需要更仔细的设置。最终的加工成本取决于板材尺寸和需要去除的材料数量。
棒材和板材的常见行业应用
在许多加工项目中都会用到棒料和板料,但它们的应用往往因行业和零件几何形状而异。棒料通常用于圆形、线形或规则外形的零件,而板料通常用于扁平、宽大或铣削的零件。

汽车与运输
在汽车和运输项目中,棒料经常用于轴、销、垫片、螺纹连接器和小型车削部件。这些零件通常需要稳定的尺寸和可重复的车削操作。
板材常用于支架、安装板、法兰、盖板和结构支撑部件。这些部件通常需要铣削加工、 钻孔开槽或仿形,以创建安装孔和平坦的装配表面。
工业设备
在工业设备中,棒料经常用于制造衬套、套筒、导向销、滚轮、配件和机加工连接器。这些零件通常形状规则,适合车削、钻孔或攻丝。
板材广泛用于底板、机器支架、夹具板、外壳和设备面板。它为需要宽表面、孔型或铣槽的零件提供了实用的起始形状。
电子和电气元件
在电子和电气应用中,棒料可用于制造小型连接器、导电插针、垫片和精密车削零件,尤其是需要铜、黄铜或铝的零件。
板材通常用于外壳、散热器、安装板、盖板和面板。当零件需要平坦的表面、可控的厚度或较大的装配面积时,这种材料就非常有用。
航空航天和精密部件
在航空航天和精密加工领域,棒料可用于制造轻质轴、销、衬套、紧固件组件和小型高强度零件。如何选择通常取决于材料等级、公差要求和零件几何形状。
板材常用于支架、结构板、外壳、面板和铣削轻质部件。对于这些部件,加工前的厚度、平面度和材料稳定性都很重要。
如何选择用于数控加工的棒料和板料
在选择棒料和板料时,不应只考虑材料等级。更好的选择通常取决于零件的几何形状、加工方法、毛坯尺寸、材料用途和成本目标。
部件几何形状
首先要检查零件的几何形状。如果零件是长、圆或基于规则横截面的,棒料通常是更合适的起始形状。如果零件较平、较宽或加工表面较大,则板材通常更容易制备和加工。
加工方法
加工工艺也会影响毛坯的选择。主要需要车削、钻孔、攻丝或切断操作的零件通常适合使用棒料。而需要铣削、开槽、切槽、仿形或多孔加工的零件通常更适合使用板材。
材料使用
更接近最终零件形状的毛坯可减少不必要的材料去除。例如,轴类零件通常使用棒料效率更高,而扁平支架、法兰和底板通常使用板料效率更高。
成本和生产效率
低成本的选择并不总是便宜的原材料。在数控加工中,总成本还取决于切削时间、设置复杂程度、材料浪费以及加工过程中零件的固定难易程度。当两种形式都可行时,更好的选择通常是使加工路线更简单的形式。

结论
棒料和板料都是数控加工中常见的原材料形式,但它们适用于不同的零件形状和加工路线。棒料常用于加工长、圆或外形规则的零件,而板料则更适合加工扁、宽或铣削过的零件。
正确的选择取决于零件的几何形状、加工方法、毛坯尺寸、材料使用和成本目标。在大多数情况下,较好的毛坯形式可以减少不必要的切削,并为所需的数控加工提供实用的起始毛坯。
如果您不确定应该用棒料还是板料加工零件,民和 CNC 可以审查您的图纸、材料要求和生产需求,提出切实可行的加工方法。