在精密制造领域,您可能会遇到一个常见的难题:两个几何形状几乎完全相同的零件,其价格和交货时间却大相径庭。一个零件可能在几分钟内就能完成,表面完美无瑕,而另一个零件则会导致刀具不断破损、生产速度放慢,并且难以保持公差。
造成这种差异的主要原因是 材料的机加工性能.对于产品设计师和采购经理来说,理解这一概念至关重要。它直接影响到您所选择的数控加工材料,以及这些选择如何影响项目的最终成本、质量和交付稳定性。
本指南将解释可加工性的实际含义、决定可加工性的因素以及常见工程材料在实际数控环境中的比较。
什么是机械加工性能?
机械加工性能是指使用数控铣削或车削等减法工艺将材料切割成形为成品零件的难易程度。可切削性高的材料所需的切削力相对较低,加工速度更快,对切削工具的磨损也最小。
重要的是要记住,切削性并不是一个单一、固定的物理属性。它取决于材料等级、热处理、使用的特定切削工具和切削参数。在数控车间,如果一种材料能产生可控切屑,毫不费力地获得光滑的表面光洁度,并在整个加工过程中保持尺寸稳定,那么这种材料就被认为具有良好的可加工性。
数控加工中的可加工性为何至关重要
在机械加工中,可加工性是影响成本的最重要因素之一。如果材料难以切削,机器就必须以较低的速度运行,这就增加了循环时间。周期时间越长,意味着客户的人工成本和机时成本越高。
除了预算,加工性能也会影响最终质量。容易产生振动或热量积聚的材料会增加机械师保持严格公差和实现一致表面光洁度的难度。选择机加工性能更好的材料,往往能使生产过程更稳定,最终产品更可靠。
影响机械加工性能的关键因素
许多物理和化学特性共同决定了材料对切削刃的反应。了解这些因素有助于在早期设计阶段预测加工风险。
材料硬度和强度
硬度通常是衡量加工难度的主要指标。一般来说,材料越硬(如工具钢或硬化合金),所需的切削力就越大。这会产生强烈的摩擦和热量,加速刀具磨损。然而,极软的材料也很棘手,因为它们往往是 "胶状 "的,会导致边缘堆积和表面粗糙。
延展性和碎屑形成
延展性决定了切屑形成的形状。高延展性材料在切削过程中不易断裂,通常会形成细长的切屑。这些 "鸟巢 "会缠绕主轴,导致停机或刮伤零件的成品表面。理想的材料具有适度的脆性,可使切屑破碎成易于处理的小块。
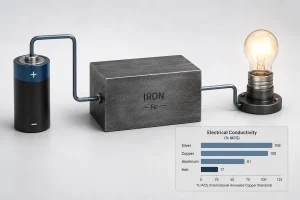
导热性
导热性决定了切割热量的去向。铝的导热性能极佳,可使热量随切屑迅速散发。相比之下,钛和镍基合金的导热性较差,导致热量集中在刀具尖端。这种局部热量会软化刀具边缘,导致零件热膨胀,从而破坏尺寸精度。
工作硬化
某些材料,尤其是奥氏体不锈钢,会出现明显的加工硬化。这意味着当刀具经过其表面时,表面会立即变得比核心更硬。如果切削速度或进给量不一致,或者刀具不够锋利,后续加工就会变得非常困难,并可能导致刀具断裂。
微观结构和化学成分
材料的内部结构和化学添加剂会改变加工体验。例如,有时会在钢中添加硫或铅,以提高断屑性能。相反,铝中的高硅含量会增加强度,但也会使材料更易磨损,从而需要更昂贵的金刚石涂层刀具。
| 系数 | 如何影响加工 | 对 CNC 项目的影响 |
| 硬度 | 增加切割力和摩擦力 | 缩短工具寿命;增加成本 |
| 延展性 | 导致芯片变长、变粗 | 表面粗糙;停机风险 |
| 电导率 | 低传导性使热量滞留在工具上 | 尺寸偏移;需要高压冷却液 |
| 工作硬化 | 切割过程中表面硬化 | 需要严格的设置和恒定的进料速率 |
如何测量机械加工性能?
加工性能通常是通过观察车间的实际结果来评估的。工程师通常会考察刀具寿命、可达到的最大切削速度、加工后的表面光洁度以及材料形成可处理切屑的程度。为了简化这一过程,业界采用了 可加工等级是将测试材料与标准参照物(通常是 100% 的 AISI 1212 钢)进行比较的相对值。
$$Machinability\ rating\ (\%) = \frac{Cutting speed\ of\ test material}{Cutting speed\ of\ reference\ material}\times 100$$
常见数控材料的可加工性
选择合适的材料需要在机械性能、加工难度和项目成本之间取得平衡。下表是常见数控材料的一般比较。实际加工性能会因具体等级、热处理条件、切削工具、冷却液和加工参数的不同而有所差异。
| 材料 | 典型机加工性能 | 加工注意事项 |
|---|---|---|
| 铝 6061 | 高 | 成本低廉,加工速度快,通常很容易获得良好的表面光洁度。 |
| 铝 7075 | 高 | 强度高于 6061,同时仍具有良好的机加工性能。 |
| 黄铜 | 非常高 | 在大多数加工操作中,切屑控制出色,切削速度快,刀具磨损小。 |
| 铜 | 中型 | 可能是胶状的,可能需要锋利的工具和小心的切屑控制。 |
| 碳钢 | 中型 | 一般可预测,但机加工性能随碳含量和热处理而变化。 |
| 不锈钢 304/316 | 低至中等 | 容易产生加工硬化和热积聚;需要合适的工具和冷却液控制。 |
| 工具钢 | 低 | 高硬度和高耐磨性使其加工速度更慢,要求更高。 |
| 钛合金 | 非常低 | 导热性差会使热量集中在切削刃附近,增加刀具磨损。 |
| POM / Delrin | 高 | 可加工精密塑料零件,但应控制夹紧力以避免变形。 |
| PEEK | 中型 | 强度高,耐热性好,但价格昂贵,在加工过程中对热敏感。 |
零件设计会影响加工性能吗?
材料只是问题的一个方面。如果零件设计过于复杂,即使是像铝 6061 这样可加工性极强的材料,也会成为制造过程中的噩梦。
降低 "有效 "可加工性的常见设计特征包括
- 深口袋 这就需要使用容易振动和变形的长工具。
- 薄墙 在切削压力作用下,它们会发生翘曲或振动,从而难以达到公差要求。
- 内部棱角分明: 这需要非常小的工具和较慢的速度,以避免破损。
- 严格的公差: 当±0.05 毫米也能工作时,指定±0.01 毫米会增加大量时间和风险。
如何提高加工性能
当零件性能要求需要难加工材料时,仍可通过调整材料条件、刀具策略和加工参数来提高可加工性。
- 材料选择: 在应用允许的情况下,选择更易加工的等级,例如使用 303 不锈钢而不是 304 不锈钢。
- 材料状况: 尽可能在合适的状态下加工材料,例如在最终硬化或精加工前使用退火状态。
- 工具战略: 使用专为高热、高磨损或加工硬化材料设计的工具材料、涂层和几何形状。
- 切割参数: 优化切削速度、进给量、切削深度和切屑量,以减少热量积聚和刀具磨损。
- 冷却液和切屑排空 使用适当的冷却剂输送和切屑控制,以避免重新切割、局部过热和表面损坏。
- 宽容审查: 避免在非功能区域出现不必要的严格公差或复杂特征。
- 供应商评估: 在生产前与数控系统供应商讨论材料和设计选择,以降低加工风险。
结论
材料的可加工性是影响数控项目每个阶段的基本因素。有些金属(如铝和黄铜)适合快速加工,而有些金属(如钛)则需要慢工出细活。
最容易加工的材料并不总是零件的最佳材料。正确的选择是既能满足所有性能要求,又能保持实用性和成本效益。如果您不确定哪种材料适合您的零件,请联系我们、 民和数控 我们可以帮助您审核图纸,并提出切实可行的加工方法,确保您的项目取得成功。