Dünnwandige Teile sind in der CNC-Bearbeitung weit verbreitet, erfordern jedoch eine sorgfältigere Prozessplanung und Werkstückspannung als Standardkomponenten. Aufgrund ihrer dünnen Wände und geringeren strukturellen Steifigkeit reagieren diese Teile empfindlicher auf Schnittkräfte, Spannbedingungen und Vibrationen während der Bearbeitung.
Diese Strukturen finden sich häufig in der Luft- und Raumfahrt, im Automobilbau, in der Elektronik, in Gehäusen, Hülsen und leichten Halterungen. Wenn die Bearbeitungsreihenfolge oder die Vorrichtungsunterstützung nicht richtig geplant ist, reicht eine einfache Reduzierung der Schnittparameter möglicherweise nicht aus, um ein einheitliches Ergebnis zu erzielen.
In diesem Artikel werden das Grundkonzept der Dünnwandbearbeitung, gängige Bearbeitungsprobleme und praktische Methoden zur Verbesserung der Teilekontrolle und Bearbeitungsqualität erläutert.
Was ist Dünnwandbearbeitung?
Die Dünnwandbearbeitung bezieht sich auf die CNC-Bearbeitung von Teilen mit dünnem Querschnitt, freitragenden Wänden oder geringer struktureller Steifigkeit. Es handelt sich nicht um eine einzelne Bearbeitungsmethode, sondern um eine Bearbeitungsbedingung, die beim Fräsen, Drehen, Bohren, Ausbohren, Gewindeschneiden oder Schlichten auftreten kann.
Ob ein Teil als dünnwandig gilt, kann nicht nur anhand der Wanddicke beurteilt werden. Es hängt auch von der Gesamtgröße des Teils, der Wandhöhe, der Taschentiefe, der freitragenden Länge und den Toleranzanforderungen ab. So kann beispielsweise eine Wandstärke von 2 mm bei einem kleinen, flachen Teil relativ einfach zu bearbeiten sein, während die gleiche Wandstärke bei einem tiefen Aluminiumgehäuse ein wesentlich höheres Bearbeitungsrisiko darstellt.
Dünnwandige Teile können aus Aluminium, rostfreiem Stahl, Titan, Kunststoffen und anderen technischen Werkstoffen bearbeitet werden. Bei der CNC-Bearbeitung werden dünnwandige Aluminiumteile sind besonders häufig anzutreffen, da Aluminium häufig für leichte Gehäuse, Halterungen, Hülsen, Rahmen und Elektronikgehäuse verwendet wird.
Gemeinsame Herausforderungen bei der Dünnwandbearbeitung
Die Bearbeitung von dünnen Wänden wird in der Regel schwierig, wenn dünne Abschnitte während des Schneidens, Spannens oder Materialabtrags ihre Unterstützung verlieren. Die folgenden Herausforderungen sind die häufigsten Probleme, die die Genauigkeit, Oberflächenqualität und Wiederholbarkeit der Teile beeinträchtigen.

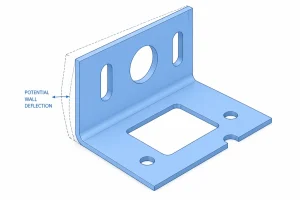
Verformung während der Bearbeitung
Verformung ist eines der häufigsten Probleme bei der Dünnwandbearbeitung. Wenn das Schneidwerkzeug Material abträgt, übt es eine seitliche Kraft auf das Werkstück aus. Wenn die Wand dünn oder schlecht abgestützt ist, kann sich die Wand während des Schneidens leicht verbiegen, was zu einem Maßfehler führt.
Dieses Problem tritt vor allem bei tiefen Taschen und hohen Seitenwänden auf, Großer Materialabtrag Bereiche und dünne Unterteile. Ein Teil kann während der Bearbeitung akzeptabel erscheinen, aber nachdem das Werkzeug die Oberfläche verlässt oder das Teil aus der Halterung genommen wird, kann die dünne Wand zurückspringen und die Montageabmessungen oder die Konsistenz der Wandstärke beeinträchtigen.
Klammerverzug
Dünnwandige Teile erfordern eine zuverlässige Werkstückspannung, aber auch die Spannkraft selbst kann zu Verformungen führen. Wenn das Teil zu fest eingespannt wird, kann es sich verformen, bevor die Bearbeitung beginnt. Wenn es zu leicht eingespannt wird, kann sich das Teil während des Schneidens bewegen oder vibrieren.
Aus diesem Grund sind Spannkraft und Position der Auflage besonders wichtig für Gehäuse, Hülsen, dünne Platten und rahmenartige Teile. Die Herausforderung besteht darin, das Teil sicher zu halten, ohne übermäßigen lokalen Druck auf schwache dünnwandige Bereiche auszuüben.
Vibration und Rattern
Dünnwandige Strukturen können Vibrationen verstärken, insbesondere wenn der Werkzeugüberstand groß ist, die Wandhöhe groß ist, die Seitenwand dünn ist oder die Halterung nicht ausreichend ist.
Vibrationen können sich direkt auf die Oberflächenqualität auswirken und sichtbare Werkzeugspuren oder Rattermarken hinterlassen. Außerdem können sie die Kontrolle der Toleranzen erschweren. In schweren Fällen können Vibrationen den Werkzeugverschleiß beschleunigen oder Grate und lokale Verformungen an dünnen Kanten verursachen.
Eigenspannung und Materialbewegung
Wenn eine große Menge Material aus Blechen, Stangen, Strangpressprofilen oder Gussstücken entfernt wird, können Restspannungen im Material freigesetzt werden. Bei dünnwandigen Teilen hat die verbleibende Struktur eine geringere Steifigkeit, so dass diese Bewegung deutlicher sichtbar werden kann.
Zum Beispiel, großflächige Platten fräsenBei der Bearbeitung tiefer Gehäuse oder langer dünnwandiger Bauteile kann es während oder nach der Bearbeitung zu Verformungen, Verbiegungen oder Maßabweichungen kommen. Die Materialbeschaffenheit, die Form des Materials und die Bearbeitungsreihenfolge beeinflussen dieses Risiko.
Kontrolle von Toleranzen und Oberflächengüte
Dünnwandige Teile sind in der Regel schwieriger in Bezug auf Abmessungen, Toleranzen und Oberflächengüte zu kontrollieren. Schnittkraft, Spanndruck, Vibration und Materialspannung können das Endergebnis beeinflussen.
Kleine Werkzeugmarken, Grate oder Kantenfehler können an Bedeutung gewinnen, wenn das Teil Funktionsflächen, kosmetische Oberflächen, Löcher oder Montagemerkmale aufweist. Bei dünnwandigen Bauteilen sollte die Toleranz nicht nur anhand der Zeichnung bewertet werden, sondern auch anhand der Bauteilgeometrie und des tatsächlichen Bearbeitungsverhaltens überprüft werden.
Strategien für die Dünnwandbearbeitung und Optimierungstipps
Die Bearbeitung von dünnen Wänden lässt sich nicht nur durch eine Senkung der Schnittparameter verbessern. Spindeldrehzahl, Vorschubgeschwindigkeit und Schnitttiefe wirken sich auf den Prozess aus, aber wenn die Aufspannmethode, die Stützstruktur oder die Bearbeitungsreihenfolge nicht geeignet sind, kann eine Reduzierung der Parameter die Probleme mit Verformungen und Vibrationen nicht lösen.
Ein besserer Ansatz besteht darin, den Prozess unter mehreren Gesichtspunkten gleichzeitig zu steuern, einschließlich der Aufspannung, der Schnittkraft, der Werkzeugwegstrategie, der Materialabtragsreihenfolge und des Schlichtaufmaßes. Ziel ist es, zu verhindern, dass die dünnen Abschnitte zu früh ihren Halt verlieren.
Verbessern Sie die Stabilität der Werkstückaufnahme und des Supports
Die Werkstückspannung ist eines der ersten Probleme, die bei der Dünnwandbearbeitung zu lösen sind. Das Werkstück muss ausreichend gestützt werden, um den Schnittkräften standzuhalten, aber ein zu hoher Spanndruck kann es verformen, noch bevor die Bearbeitung beginnt.
Aus diesem Grund ist es nicht das Ziel, das Teil so fest wie möglich zu spannen. Stattdessen sollte die Unterstützung gleichmäßig und gut verteilt sein. Je nach Teilegeometrie können weiche Backen, kundenspezifische Vorrichtungen, Rückenstützen, Fixierstifte oder zusätzliche Spannstrukturen verwendet werden, um lokale Verformungen zu reduzieren.
Bei Gehäusen, dünnen Platten, Hülsen und rahmenähnlichen Teilen ist die Position der Halterung oft wichtiger als die Klemmkraft allein. Die richtige Abstützung kann die lokale Steifigkeit verbessern und dazu beitragen, Bewegungen, Vibrationen oder Rückfederung während der Bearbeitung zu verhindern.
Material schrittweise entfernen
Anstatt dünne Wände zu früh auf die endgültige Größe zu bringen, sollte das Material in kontrollierten Schritten abgetragen werden. Wird zu Beginn zu viel Material abgetragen, können dünne Abschnitte vor Beginn der Endbearbeitung nicht mehr gestützt werden.
Ein zuverlässigerer Ansatz ist die Unterteilung des Prozesses in Schruppen, Vorschlichten und Schlichten. Beim Schruppen wird das Hauptaufmaß entfernt, wobei eine ausreichende Unterstützung erhalten bleibt. Das Halbschlichten bringt das Teil näher an die endgültige Form. Das Schlichten wird dann zur Kontrolle kritischer dünnwandiger Oberflächen und Montagemaße eingesetzt.
Bei tiefen Taschen, hohen Seitenwänden und großen Taschenstrukturen kann eine temporäre Unterstützung oder eine Bearbeitungszugabe an Ort und Stelle belassen werden, bis die Hauptbearbeitungen abgeschlossen sind. Dadurch wird das Risiko verringert, dass das Teil mitten im Bearbeitungsprozess die Unterstützung verliert.
Kontrolle der Schnittkraft
Viele Verformungs- und Vibrationsprobleme bei der Dünnwandbearbeitung sind auf eine zu hohe Schnittkraft zurückzuführen. Je größer der auf die Wand ausgeübte seitliche Druck ist, desto leichter kann sich der dünne Abschnitt verformen.
Die Schnittkraft kann auf verschiedene Weise gesteuert werden, z. B. durch die Verwendung scharfer Werkzeuge, die Verringerung des Werkzeugüberhangs, die Steuerung der Schnitttiefe und -breite, die Vermeidung plötzlicher schwerer Schnitte und die Verwendung mehrerer leichter Durchgänge. Bei dünnwandigen Aluminiumteilen sind scharfe Werkzeuge und eine stabile Spanabfuhr besonders wichtig, denn ein stumpfes Werkzeug erhöht den Schnittdruck und hinterlässt mit größerer Wahrscheinlichkeit Werkzeugspuren oder Grate.
Die Kontrolle der Schneidkraft bedeutet nicht, dass die Effizienz blindlings reduziert wird. Der Schlüssel liegt darin, die Schnittlast berechenbar zu halten und plötzliche lokale Krafterhöhungen zu vermeiden.
Optimieren von Werkzeugweg und Bearbeitungsreihenfolge
Werkzeugweg und Bearbeitungsreihenfolge haben einen großen Einfluss auf dünnwandige Teile. Eine korrekte Reihenfolge hilft dem Teil, während der Bearbeitung mehr Halt zu haben und verringert das Risiko von Verformungen.
Im Allgemeinen ist es besser, zuerst stabile Bezugspunkte festzulegen, dann die steiferen Bereiche zu bearbeiten und die dünnwandigen Bereiche für spätere Bearbeitungen zu reservieren. Kritische Abmessungen und dünnwandige Flächen sollten in der Regel fertig bearbeitet werden, wenn sich das Teil in einem kontrollierteren Zustand befindet. Bei symmetrischen Strukturen kann ein gleichmäßiger Materialabtrag dazu beitragen, den ungleichmäßigen Spannungsabbau zu verringern.
Bei tiefen Taschen oder gehäuseartigen Teilen ist es üblich, zuerst innen zu schruppen, dann halb zu schlichten und schließlich die Seitenwände, Bohrungen und Montageflächen zu schlichten. Dadurch bleibt das Verhalten des Teils während des gesamten Bearbeitungsprozesses besser vorhersehbar.
Endspurts sorgfältig planen
Bei der Endbearbeitung dünnwandiger Teile geht es nicht nur um die Verbesserung der Oberflächenqualität. Auch die Zerspanungskraft beim Schlichten und der Zustand der verbleibenden Struktur müssen berücksichtigt werden. Wenn das Schlichtaufmaß zu groß ist, kann es sein, dass der letzte Durchgang die dünne Wand noch drückt. Ist das Aufmaß zu klein, können Fehler oder Werkzeugmarken, die durch frühere Arbeitsgänge entstanden sind, nicht entfernt werden.
Aus diesem Grund sollte das Schlichtaufmaß sorgfältig geplant werden. Dünnwandige Bereiche profitieren in der Regel von geringeren Schnittlasten, stabilen Werkzeugwegen und kontrollierten Schlichtdurchgängen. Kritische Flächen, Bohrungen und Montagemerkmale sollten geschlichtet werden, solange das Teil noch ausreichend Halt hat.
Wenn das Teil später eloxiert, perlgestrahlt, gebürstet oder anderweitig oberflächenbehandelt werden soll, sollten bei der Endbearbeitung auch der Kantenzustand, die Gratkontrolle und der kosmetische Oberflächenschutz berücksichtigt werden. Dies hilft zu verhindern, dass die Nachbearbeitung Bearbeitungsfehler sichtbarer macht.
Überlegungen zur Nachbearbeitung von dünnwandigen Teilen
Dünnwandige Teile müssen auch nach der Bearbeitung sorgfältig behandelt werden. Das Lösen des Teils aus der Halterung, das Entfernen von Graten, die Überprüfung der Hauptabmessungen und die Vorbereitung der Oberflächenbearbeitung können das Endergebnis beeinflussen.
Prüfen Sie das Teil nach dem Ausspannen
Ein dünnwandiges Teil kann akzeptabel aussehen, während es noch in der Vorrichtung gehalten wird, aber der endgültige Zustand sollte nach dem Lösen der Einspannung überprüft werden. Rückfederung, leichter Verzug oder Maßabweichungen können auftreten, wenn der Spanndruck aufgehoben wird.
Bei Gehäusen, Hülsen, dünnen Platten und Teilen mit tiefen Taschen ist es sinnvoll, die Ebenheit, Rundheit, Konsistenz der Wandstärke, Lochposition und Montageflächen im freigegebenen Zustand zu prüfen. Wenn die Veränderung auffällig ist, müssen möglicherweise die Bearbeitungsreihenfolge, die Halterung oder der Materialzustand überprüft werden.
Kontrolle von Graten und Kantenbeschädigungen
Dünne Kanten sind beim Entgraten empfindlicher. Übermäßiges Schleifen, Anfasen oder manuelle Kantenbearbeitung kann die Kantenabmessungen verändern oder kosmetische Oberflächen beschädigen.
Das Entgraten sollte kontrolliert und gleichmäßig erfolgen, insbesondere um Löcher, dünne Öffnungen, Dichtungskanten und sichtbare Oberflächen. Bei Teilen mit Montage- oder Dichtungsanforderungen sollte der Zustand der Kanten vor der Produktion bestätigt werden.
Prüfen Sie kritische Abmessungen erneut
Da sich dünnwandige Teile nach der Bearbeitung oder Handhabung bewegen können, sollten kritische Maße im endgültigen, freien Zustand geprüft werden. Wichtige Merkmale sind z. B. Montagebohrungen, Dichtflächen, Anschlagflächen, Ebenheit, Rundheit und Wandstärke.
Bei Teilen mit engen Toleranzen ist eine Messung während des Prozesses allein möglicherweise nicht ausreichend. Die Endkontrolle sollte nach Möglichkeit die Art und Weise widerspiegeln, wie das Teil verwendet oder montiert wird.
Sorgfältige Vorbereitung der Oberflächenbehandlung
Viele dünnwandige Aluminiumteile müssen eloxiert, perlgestrahlt, gebürstet oder anderweitig oberflächenbehandelt werden. Kleine Bearbeitungsspuren, Grate, Kratzer oder Kantenfehler können nach der Endbearbeitung besser sichtbar werden.
Vor der Oberflächenbehandlung sollten kosmetische Oberflächen, Lochkanten, dünnwandige Kanten und Funktionsflächen geprüft werden. Wenn das Teil Anforderungen an das Aussehen stellt, sollten die Bearbeitung und die Endbearbeitung denselben Qualitätsansprüchen genügen und nicht als separate Aspekte behandelt werden.
Schutz von Dünnschliffen bei Handhabung und Verpackung
Dünne Profile können auch bei der Handhabung, beim Stapeln oder beim Versand beschädigt werden. Lange Seitenwände, dünne Kanten, offene Rahmen und dünne Bodenteile können sich verbiegen oder eindrücken, wenn sie nicht richtig gestützt werden.
Vermeiden Sie bei diesen Teilen eine direkte Druckausübung auf dünne Wände. Um kritische Oberflächen und dünne Abschnitte vor der Auslieferung zu schützen, können Separatoren, weiche Polster, spezielle Schalen oder eine geschützte Verpackung erforderlich sein.
Schlussfolgerung
Bei der Dünnwandbearbeitung geht es nicht nur darum, Material aus einem dünnen Abschnitt zu entfernen. Die größte Herausforderung besteht darin, das Teil unter Kontrolle zu halten, während Schnittkräfte, Spanndruck, Vibrationen und Materialbewegungen die verbleibende Struktur beeinflussen.
Eine erfolgreiche Dünnwandbearbeitung erfordert in der Regel eine geeignete Aufspannung, einen allmählichen Materialabtrag, eine kontrollierte Schnittkraft, geplante Werkzeugwege, eine sorgfältige Nachbearbeitung und eine Prüfung nach der Bearbeitung. Konstruktionsentscheidungen wie Wanddicke, Taschentiefe, Unterstützungsmerkmale und Toleranzanforderungen wirken sich ebenfalls darauf aus, ob das Teil gleichmäßig bearbeitet werden kann.
Wenn Ihr Teil dünne Wände, tiefe Taschen, einen großen Materialabtrag oder enge Toleranzen aufweist, kann Minhe CNC Ihre Zeichnungen prüfen und einen praktischen CNC-Bearbeitungsansatz vorschlagen, der auf den Anforderungen an Geometrie, Material, Toleranz und Oberflächengüte basiert.