
No domínio do fabrico de precisão, as tolerâncias de maquinagem CNC são indicadores-chave da qualidade das peças e da capacidade de fabrico. Embora o equipamento CNC moderno possa atingir uma precisão extremamente elevada, a procura cega da máxima precisão na produção real conduz frequentemente a um aumento dos custos e a uma diminuição da eficiência. Um excelente projeto de engenharia deve equilibrar o desempenho da peça, o custo de maquinação e a taxa de desperdício através da atribuição científica de tolerâncias, satisfazendo simultaneamente os requisitos funcionais do produto. Este artigo fornece uma visão aprofundada do conhecimento básico das tolerâncias CNC e das suas aplicações no fabrico.
O que é a tolerância de maquinagem CNC?
A tolerância refere-se ao intervalo de variação permitido para a dimensão de uma peça durante o processo de maquinagem CNC. Nos desenhos de projectos mecânicos, os projectistas especificam normalmente uma dimensão alvo (tamanho nominal) e a tolerância define a latitude para que a peça acabada se desvie desse alvo. Em termos simples, desde que o resultado efetivo da maquinagem se situe dentro deste intervalo, é considerado um produto aceitável.
Por exemplo, se o diâmetro pretendido de um assento de rolamento de precisão for 20,00 mm com uma tolerância especificada de ± 0,01 mm, qualquer peça acabada com uma dimensão compreendida entre 19,99 mm e 20,01 mm assegurará uma montagem sem problemas. Se a tolerância for apertada para ± 0,002 mmEmbora a precisão seja mais elevada, os requisitos em termos de estabilidade da máquina, desgaste da ferramenta e temperatura ambiente aumentarão exponencialmente, o que determina diretamente a dificuldade de fabrico.
Intervalos de tolerância de maquinagem CNC comuns
As tolerâncias de maquinação CNC variam consoante o tamanho da peça, o material, a geometria, o processo de maquinação e o método de inspeção. Na prática, os projectistas utilizam frequentemente normas de tolerância gerais como referência inicial para dimensões que não têm indicações de tolerância individuais. Um exemplo comum é ISO 2768-1que agrupa as dimensões lineares por gama de tamanhos e classe de tolerância.
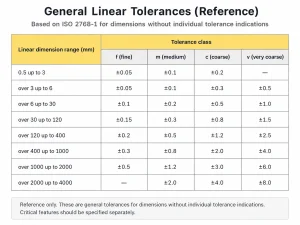
Este tipo de gráfico é útil para compreender os intervalos de tolerância comuns para dimensões comuns. No entanto, deve ser tratado como uma referência geral e não como uma promessa fixa de maquinação. Caraterísticas críticas como furos de encaixe, superfícies de localização, faces de vedação e áreas de encaixe de precisão devem ser especificadas separadamente de acordo com os requisitos funcionais.
Tipos comuns de tolerâncias de maquinagem CNC
Na prática, os engenheiros selecionam formatos de tolerância específicos com base na forma como uma peça irá funcionar e ser montada com outros componentes. Compreender estes tipos comuns é essencial para interpretar desenhos técnicos e garantir a viabilidade do fabrico:
1. Tolerância bilateral
Esta é a forma de tolerância mais utilizada, normalmente representada pelo símbolo ± símbolo. Especifica que uma dimensão pode desviar-se igualmente em ambas as direcções, positiva e negativa, do valor nominal. Por exemplo, 30,00 ± 0,05 mm significa que qualquer dimensão entre 29,95 mm e 30,05 mm é aceitável. Este formato tem uma estrutura simples e é normalmente utilizado para componentes estruturais gerais e dimensões não correspondentes.
2. Tolerância unilateral
A tolerância unilateral permite que uma dimensão se desvie apenas numa direção (positiva ou negativa). Isto é crítico para peças que envolvem ajustes apertados. Por exemplo, para garantir que um pino pode sempre ser inserido num furo, a tolerância do diâmetro do furo é frequentemente rotulada como +0,02 / -0,00 mm para garantir que o furo não se torna mais pequeno. Este método de etiquetagem comunica claramente a intenção de montagem ao maquinista.
3. Limite de tolerância
A tolerância limite não mostra uma dimensão nominal; em vez disso, rotula diretamente os valores máximos e mínimos permitidos. Por exemplo, uma etiqueta pode ter a seguinte redação 15,00-15,02 mm. Esta disposição facilita muito os inspectores de qualidade e os operadores, uma vez que não necessitam de efetuar somas ou subtracções para determinar se uma peça está fora de tolerância diretamente a partir das leituras do calibre.
4. Tolerância de ajuste
A tolerância de ajuste baseia-se principalmente nas normas ISO (tais como H7, g6) e é especificamente utilizada para descrever a natureza da montagem entre um furo e um eixo. Não se trata apenas de um conjunto de valores; representa se a relação entre as peças é um ajuste de folga (rodando livremente), um ajuste de transição (posicionamento preciso) ou um ajuste de interferência (encaixado por pressão). É a chave para conseguir um fabrico normalizado no design mecânico de precisão.
5. Dimensionamento e Tolerância Geométricos (GD&T)
Ao contrário das tolerâncias lineares padrão que controlam o tamanho, a GD&T controla a forma, a orientação e a localização das caraterísticas. Utiliza um conjunto de símbolos para definir caraterísticas como a planeza, o paralelismo e a posição. Por exemplo, uma superfície pode cumprir a sua tolerância de espessura mas estar deformada; a GD&T assegura que a superfície permanece suficientemente plana para uma vedação correta. Isto é essencial para componentes de alta precisão, onde a relação entre as diferentes caraterísticas é tão crítica como as suas dimensões individuais.
Como determinar a tolerância correta?
A escolha das tolerâncias não deve ser uma questão de adivinhação; deve ser uma decisão calculada com base na funcionalidade da peça e na integração do fabrico. Aqui está o caminho efetivo para definir o intervalo de tolerância correto:
1. Distinguir entre superfícies funcionais e não funcionais
Nem todas as dimensões são críticas. Comece por categorizar as caraterísticas: para superfícies não funcionais (tais como arestas decorativas ou bolsas de redução de peso), recomenda-se a aplicação de normas de tolerância gerais (como a ISO 2768-m). As tolerâncias rigorosas devem ser reservadas exclusivamente para as superfícies funcionais envolvidas na vedação, suporte de carga ou acoplamento de movimento.
2. Escolha um parceiro experiente em maquinagem CNC
A obtenção do resultado ideal de montagem depende frequentemente do alinhamento profundo entre a intenção do projeto e a lógica de fabrico. Nas operações diárias dos Serviços de Maquinação CNC da Minghe, observamos frequentemente que, quando os desenhos não têm requisitos explícitos, as oficinas de maquinação optam normalmente por uma "precisão padrão geral" (muitas vezes em torno de ± 0,1 mm). Embora este desvio possa parecer insignificante a olho nu, no domínio da engenharia de precisão, mesmo um desvio de Discrepância de 0,005 polegadas é suficiente para perturbar o delicado equilíbrio físico entre um furo e um eixo. Ao colaborar com um fornecedor que dá prioridade à comunicação pré-produção, pode obter aconselhamento especializado de otimização adaptado às propriedades específicas do material (como a expansão térmica ou o alívio de tensões), mitigando os riscos ocultos das normas padrão e reduzindo significativamente os custos de retrabalho.
3. Dar prioridade às normas do sector e às aulas de fitness
Para a maioria dos componentes padronizados (como assentos de rolamentos ou furos de pinos), a indústria já fornece tabelas de classes de tolerância maduras (por exemplo, H7/h6). Dar prioridade a estes valores padrão durante o projeto não só melhora a permutabilidade e a fiabilidade das peças, como também reduz os custos de inspeção através da utilização de ferramentas de aferição padrão.
4. Avaliar o empilhamento da tolerância do conjunto
Em montagens compostas por múltiplos componentes, pequenos desvios em peças individuais acumulam-se durante o processo de montagem. Ao efetuar uma Análise de empilhamento de tolerânciasCom a ajuda de um sistema de controlo de qualidade, é possível determinar se é necessário apertar as tolerâncias em peças críticas específicas para garantir a precisão da montagem final de toda a máquina, alcançando assim o melhor equilíbrio entre o custo global e o desempenho.
Conclusão
As tolerâncias de maquinação CNC afectam diretamente a possibilidade de uma peça ser montada corretamente, ter um desempenho fiável e ser fabricada a um custo razoável. Uma estratégia de tolerância clara ajuda a determinar quais as caraterísticas que requerem um controlo apertado, quais as dimensões que podem seguir padrões gerais e como a maquinação, a inspeção e o pós-processamento devem ser planeados antes do início da produção.
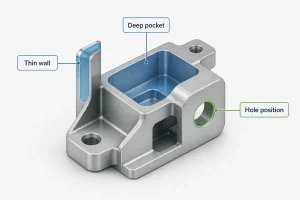
Para projectos que envolvam ajustes apertados, furos de localização, paredes finas, maquinação de vários lados ou requisitos de acabamento secundário, a revisão da tolerância não deve ser deixada para as fases posteriores da produção. Deve fazer parte da avaliação DFM inicial. Isto ajuda a reduzir o risco de retrabalho, a evitar excessos de precisão desnecessários e a melhorar a consistência das peças finais maquinadas.
Na Minghe, apoiamos projectos de maquinação CNC desde a revisão do desenho até à entrega da produção, ajudando os clientes a avaliar os requisitos de tolerância com base na função da peça, comportamento do material, método de maquinação e necessidades de inspeção. Se o seu projeto envolve fresagem CNC, maquinagem de 5 eixos, torneamento CNC ou serviços de acabamento de superfícies, a nossa equipa de engenharia pode ajudar a rever os seus desenhos antes do fabrico e recomendar uma abordagem de tolerância mais prática.
FAQ
Existe uma tabela de tolerância fixa para a maquinagem CNC?
Não existe uma tabela de tolerância fixa única que se aplique a todas as peças maquinadas em CNC. Muitas lojas têm as suas próprias tolerâncias de maquinagem padrão e as dimensões gerais podem ser controladas em torno de ± 0,10 mm ou uma gama semelhante. No entanto, a tolerância real ainda depende do material, tamanho da peça, geometria, método de maquinação e requisitos de inspeção. Furos de ajuste, superfícies de localização e dimensões de montagem de precisão devem normalmente ser especificados separadamente no desenho.
Como são normalmente determinadas as tolerâncias de maquinagem padrão?
As tolerâncias de maquinação padrão são normalmente determinadas pelo bloco de título do desenho, notas técnicas, normas internas da empresa ou normas gerais. Por exemplo, as cotas sem indicações individuais de tolerância podem ser as seguintes ISO 2768 ou a norma por defeito do fornecedor de maquinação. As tolerâncias gerais são principalmente adequadas para dimensões não críticas, enquanto as caraterísticas funcionais devem ser definidas de acordo com os requisitos de montagem e desempenho.
0,005 mm é uma tolerância apertada?
Sim. 0,005 mm é uma tolerância muito apertada para a maioria dos projectos de maquinagem CNC. Normalmente, requer condições de máquina estáveis, fixação de precisão, controlo de inspeção rigoroso e, por vezes, processos de acabamento secundários, como a retificação ou a afiação. Para dimensões estruturais normais, este nível de tolerância não deve ser aplicado por defeito.
Qual é a diferença entre a tolerância de torneamento CNC e a tolerância de fresagem CNC?
O torneamento CNC é normalmente utilizado para peças rotativas, tais como veios, mangas, casquilhos e flanges. As caraterísticas comuns controladas incluem diâmetros exteriores, diâmetros interiores, faces de extremidade e caraterísticas concêntricas. A fresagem CNC é mais frequentemente utilizada para suportes, caixas, placas, ranhuras, orifícios, bolsas e peças com várias faces, onde o controlo de tolerância pode ser afetado por alterações de configuração, cavidades profundas, paredes finas e maquinagem de várias faces. A sua capacidade de tolerância deve ser avaliada com base nas caraterísticas específicas da peça, em vez de ser comparada de uma forma geral.
Como é que se lêem os símbolos de tolerância de maquinagem?
O símbolo de tolerância de maquinagem mais comum é ±. Por exemplo, 20,00 ± 0,05 mm significa que é permitido que a dimensão varie dentro de 19,95-20,05 mm. Os desenhos podem também utilizar tolerâncias unilaterais, tais como +0,02 / -0,00 mmou símbolos de tolerância de ajuste, tais como H7, g6, e K6. Diferentes símbolos representam diferentes formas de controlo das dimensões, pelo que o valor da tolerância deve ser sempre lido em conjunto com o seu formato e função.


