
В области точного производства допуски на обработку с ЧПУ являются ключевыми показателями качества деталей и производственных возможностей. Хотя современное оборудование с ЧПУ позволяет достичь чрезвычайно высокой точности, слепое стремление к максимальной точности в реальном производстве часто приводит к росту затрат и снижению эффективности. Отличный инженерный дизайн должен обеспечивать баланс между производительностью детали, стоимостью обработки и количеством брака за счет научного распределения допусков при соблюдении функциональных требований к изделию. В этой статье мы подробно рассмотрим базовые знания о допусках ЧПУ и их применение в производстве.
Что такое допуск при обработке с ЧПУ?
Допуск - это допустимый диапазон отклонений размеров детали в процессе обработки с ЧПУ. В чертежах механических конструкций конструкторы обычно указывают целевой размер (номинальный размер), а допуск определяет диапазон отклонений готовой детали от этого целевого размера. Проще говоря, пока фактический результат обработки находится в пределах этого диапазона, он считается приемлемым продуктом.
Например, если заданный диаметр седла прецизионного подшипника составляет 20.00 мм с заданным допуском ± 0,01 мм, любая готовая деталь размером от 19,99 мм и 20,01 мм обеспечит плавную сборку. Если допуск затянут до ± 0,002 ммНесмотря на более высокую точность, требования к стабильности станка, износу инструмента и температуре окружающей среды растут экспоненциально, что напрямую определяет сложность производства.
Общие диапазоны допусков при обработке на станках с ЧПУ
Допуски на обработку с ЧПУ зависят от размера детали, материала, геометрии, процесса обработки и метода контроля. На практике конструкторы часто используют общие стандарты допусков в качестве отправной точки для размеров, не имеющих индивидуальных обозначений допусков. Одним из распространенных примеров является ISO 2768-1, который группирует линейные размеры по диапазонам размеров и классам допусков.
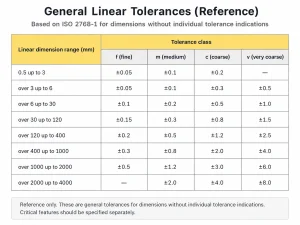
Этот тип диаграмм полезен для понимания общих диапазонов допусков для обычных размеров. Однако к ней следует относиться как к общему справочнику, а не как к фиксированному обещанию по обработке. Критические характеристики, такие как посадочные отверстия, фиксирующие поверхности, уплотнительные поверхности и прецизионные сопрягаемые участки, должны быть указаны отдельно в соответствии с функциональными требованиями.
Типы допусков при обработке на станках с ЧПУ
На практике инженеры выбирают конкретные форматы допусков, исходя из того, как деталь будет функционировать и собираться с другими компонентами. Понимание этих распространенных типов необходимо для интерпретации технических чертежей и обеспечения возможности производства:
1. Двусторонняя толерантность
Это наиболее распространенная форма толерантности, обычно представленная ± символ. Он указывает, что размерность может отклоняться от номинального значения в равной степени как в положительную, так и в отрицательную сторону. Например, 30,00 ± 0,05 мм означает, что любое измерение между 29,95 мм и 30,05 мм допустимо. Этот формат прост по структуре и обычно используется для общих структурных компонентов и не сопрягаемых размеров.
2. Односторонняя толерантность
Односторонний допуск позволяет размеру отклоняться только в одном направлении (положительном или отрицательном). Это очень важно для деталей с плотной посадкой. Например, чтобы гарантировать, что штифт всегда можно вставить в отверстие, допуск на диаметр отверстия часто обозначается как +0,02 / -0,00 мм чтобы отверстие не уменьшилось. Этот метод маркировки четко передает машинисту замысел сборки.
3. Предельные допуски
Предельные допуски не показывают номинальный размер; вместо этого они непосредственно обозначают максимально и минимально допустимые значения. Например, на этикетке может быть написано 15.00-15.02 мм. Такая компоновка значительно облегчает работу контролеров качества и операторов, поскольку им не нужно выполнять сложение или вычитание, чтобы определить выход детали за пределы допуска непосредственно по показаниям измерительных приборов.
4. Допуск на подгонку
Допуск посадки в основном основан на стандартах ISO (например, H7, g6) и используется для описания характера сборки между отверстием и валом. Это не просто набор значений; он показывает, является ли связь между деталями посадкой с зазором (свободное вращение), переходной посадкой (точное позиционирование) или интерференционной посадкой (запрессовка). Это ключ к достижению стандартизированного производства при проектировании точной механики.
5. Определение геометрических размеров и допусков (GD&T)
В отличие от стандартных линейных допусков, контролирующих размеры, GD&T контролирует форму, ориентацию и расположение элементов. В нем используется набор символов для определения таких характеристик, как плоскостность, параллельность и положение. Например, поверхность может соответствовать допуску по толщине, но быть деформированной; GD&T гарантирует, что поверхность останется достаточно плоской для правильного уплотнения. Это очень важно для высокоточных компонентов, где взаимосвязь между различными элементами так же важна, как и их размеры.
Как определить правильный допуск?
Выбор допусков не должен быть предметом догадок; это должно быть просчитанное решение, основанное на функциональности детали и интеграции производства. Вот эффективный путь к определению правильного диапазона допусков:
1. Различайте функциональные и нефункциональные поверхности
Не каждое измерение является критическим. Начните с классификации характеристик: для нефункциональных поверхностей (например, декоративных кромок или карманов для уменьшения веса) рекомендуется применять общие стандарты допусков (например, ISO 2768-m). Строгие допуски должны применяться исключительно к функциональным поверхностям, связанным с уплотнением, несущей нагрузкой или сопряжением с движением.
2. Выберите опытного партнера по обработке с ЧПУ
Достижение идеального результата сборки часто зависит от глубокой согласованности между конструкторским замыслом и логикой производства. В повседневной работе компании Minghe CNC Machining Services мы часто наблюдаем, что, когда в чертежах отсутствуют четкие требования, станки, как правило, используют "общую стандартную точность" (часто около ± 0,1 мм). Хотя невооруженным глазом это отклонение может показаться незначительным, в сфере точного машиностроения даже Расхождение в 0,005 дюйма достаточно, чтобы нарушить хрупкий физический баланс между отверстием и валом. Обратившись к поставщику, который уделяет первостепенное внимание общению на предпроизводственном этапе, вы сможете получить экспертные рекомендации по оптимизации с учетом конкретных свойств материала (например, теплового расширения или снятия напряжения), что позволит снизить скрытые риски, связанные со стандартами по умолчанию, и значительно сократить расходы на доработку.
3. Приоритет отраслевым стандартам и занятиям по физкультуре
Для большинства стандартизированных компонентов (например, посадочных мест подшипников или отверстий под штифты) в отрасли уже существуют таблицы классов допусков (например, H7/h6). Приоритет этих стандартных значений при проектировании не только повышает взаимозаменяемость и надежность деталей, но и снижает затраты на контроль за счет использования стандартных измерительных инструментов.
4. Оценить штабель допусков при сборке
В узлах, состоящих из множества компонентов, в процессе сборки накапливаются мельчайшие отклонения в отдельных деталях. Выполняя Анализ стеков допусковВы сможете определить, нужно ли ужесточать допуски на конкретных критических деталях, чтобы обеспечить точность сборки всего станка, тем самым достигая оптимального баланса между общей стоимостью и производительностью.
Заключение
Допуски при обработке на станках с ЧПУ напрямую влияют на то, сможет ли деталь правильно собраться, надежно работать и быть изготовленной по разумной цене. Четкая стратегия допусков помогает определить, какие характеристики требуют жесткого контроля, какие размеры могут соответствовать общим стандартам, и как следует планировать обработку, контроль и последующую обработку до начала производства.
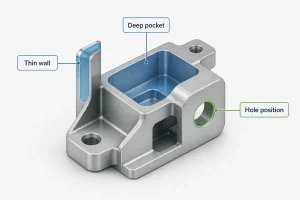
Для проектов с плотной посадкой, расположением отверстий, тонкими стенками, многосторонней обработкой или требованиями к вторичной отделке проверку допусков не следует оставлять на более поздних этапах производства. Он должен быть частью ранней оценки DFM. Это поможет снизить риск повторной обработки, избежать ненужной сверхточности и улучшить согласованность окончательно обработанных деталей.
Компания Minghe сопровождает проекты по механической обработке с ЧПУ от рассмотрения чертежей до поставки продукции, помогая клиентам оценить требования к допускам с учетом назначения детали, свойств материала, метода обработки и потребностей в контроле. Если ваш проект включает фрезерную обработку с ЧПУ, 5-осевую обработку, токарную обработку с ЧПУ или услуги по финишной обработке поверхности, наша команда инженеров может помочь рассмотреть ваши чертежи до начала производства и рекомендовать более практичный подход к допуску.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
Существует ли фиксированная таблица допусков для обработки на станках с ЧПУ?
Не существует единой фиксированной таблицы допусков, которая применялась бы ко всем деталям, обрабатываемым на станках с ЧПУ. Многие цеха имеют свои собственные стандартные допуски на обработку, а общие размеры могут контролироваться примерно так ± 0,10 мм или аналогичный диапазон. Однако фактический допуск все равно зависит от материала, размера детали, геометрии, метода обработки и требований к контролю. Посадочные отверстия, установочные поверхности и прецизионные сборочные размеры обычно указываются на чертеже отдельно.
Как обычно определяются стандартные допуски на обработку?
Стандартные допуски на механическую обработку обычно определяются заголовком чертежа, техническими примечаниями, внутренними стандартами компании или общими стандартами. Например, размеры без отдельных обозначений допусков могут быть следующими ISO 2768 или стандарт по умолчанию поставщика обработки. Общие допуски в основном подходят для некритичных размеров, в то время как функциональные характеристики должны определяться в соответствии с требованиями к сборке и производительности.
Является ли 0,005 мм жестким допуском?
Да. 0,005 мм это очень жесткий допуск для большинства проектов по обработке на станках с ЧПУ. Обычно он требует стабильных условий работы станка, точного крепления, строгого контроля, а иногда и вторичной обработки, такой как шлифовка или хонингование. Для обычных конструктивных размеров этот уровень допуска не должен применяться по умолчанию.
В чем разница между допуском на токарную обработку с ЧПУ и допуском на фрезерную обработку с ЧПУ?
Токарная обработка с ЧПУ обычно используется для изготовления вращающихся деталей, таких как валы, втулки, втулки и фланцы. Обычно контролируются внешние диаметры, внутренние диаметры, торцы и концентрические элементы. Фрезерная обработка с ЧПУ чаще используется для изготовления кронштейнов, корпусов, пластин, пазов, отверстий, карманов и многогранных деталей, где на контроль допусков могут повлиять изменения настроек, глубокие полости, тонкие стенки и многогранная обработка. Их допустимые отклонения следует оценивать с учетом особенностей конкретной детали, а не сравнивать в общем виде.
Как читать символы допусков при обработке?
Наиболее распространенным символом допуска на механическую обработку является ±. Например, 20,00 ± 0,05 мм означает, что размер может изменяться в пределах 19,95-20,05 мм. На чертежах также могут использоваться односторонние допуски, такие как +0,02 / -0,00 ммили символы допуска, такие как H7, g6 и K6. Различные символы представляют собой различные способы контроля размеров, поэтому значение допуска всегда следует читать вместе с его форматом и функцией.


