
在精密制造领域,数控加工公差是衡量零件质量和制造能力的关键指标。虽然现代数控设备可以实现极高的精度,但在实际生产中,盲目追求最高精度往往会导致成本激增、效率下降。优秀的工程设计应在满足产品功能要求的前提下,通过科学的公差分配来平衡零件性能、加工成本和废品率。本文将深入介绍数控公差的基本知识及其在生产中的应用。
什么是 CNC 加工公差?
公差是指数控加工过程中零件尺寸的允许变化范围。在机械设计图纸中,设计师通常会指定一个目标尺寸(公称尺寸),而公差则定义了成品零件偏离该目标的范围。简单地说,只要实际加工结果在此范围内,就被认为是可接受的产品。
例如,如果精密轴承座的目标直径是 20.00 毫米 规定的公差为 ± 0.01 毫米之间的任何成品。 19.99 毫米和 20.01 毫米 将确保装配顺利进行。如果将公差拧紧到 ± 0.002 毫米虽然精度更高,但对机床稳定性、刀具磨损和环境温度的要求也会成倍增加,这直接决定了制造难度。
常见的数控加工公差范围
数控加工公差因零件尺寸、材料、几何形状、加工工艺和检测方法而异。在实践中,设计师通常使用通用公差标准作为没有单独公差标注的尺寸的起始参考。一个常见的例子是 ISO 2768-1,按尺寸范围和公差等级对线性尺寸进行分组。
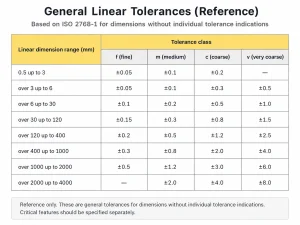
这种图表有助于了解普通尺寸的常用公差范围。但应将其作为一般参考,而不是固定的加工承诺。关键特征(如配合孔、定位面、密封面和精密配合区域)仍应根据功能要求单独指定。
数控加工公差的常见类型
在实践中,工程师会根据零件的功能和与其他零件的装配方式选择特定的公差格式。了解这些常见类型对于解释技术图纸和确保制造可行性至关重要:
1.双边宽容
这是最广泛使用的宽容形式,通常用 ± 符号。它表示一个维度在正负两个方向上都可以与标称值有相同的偏差。例如 30.00 ± 0.05 毫米 意味着介于 29.95 毫米和 30.05 毫米 是可以接受的。这种格式结构简单,常用于一般结构部件和非配合尺寸。
2.单方面宽容
单侧公差只允许一个方向的尺寸偏差(正偏差或负偏差)。这对涉及紧密配合的零件至关重要。例如,为确保销能始终插入孔中,孔直径公差通常标记为 +0.02 / -0.00 毫米 以确保孔不会变小。这种标注方法可将装配意图清楚地传达给机械师。
3.极限公差
极限公差不显示标称尺寸,而是直接标注最大和最小允许值。例如,标签可能如下 15.00-15.02 毫米.这种布局极大地方便了质量检验人员和操作人员,因为他们无需直接根据量具读数进行加减来确定工件是否超出公差范围。
4.配合公差
配合公差主要基于 ISO 标准(如 H7、g6),专门用于描述孔和轴之间的装配性质。它不仅仅是一组数值,还代表零件之间的关系是间隙配合(自由旋转)、过渡配合(精确定位)还是过盈配合(压装)。它是精密机械设计中实现标准化制造的关键。
5.几何尺寸和公差(GD&T)
与控制尺寸的标准线性公差不同,GD&T 控制特征的形状、方向和位置。它使用一组符号来定义平面度、平行度和位置等特征。例如,一个表面可能符合其厚度公差要求,但却出现了翘曲;GD&T 可确保表面保持足够的平面度,以实现适当的密封。这对于高精度部件来说至关重要,因为不同特征之间的关系与它们各自的尺寸一样重要。
如何确定正确的公差?
选择公差不能凭空猜测,而必须根据零件功能和制造集成度来计算决定。以下是定义正确公差范围的有效途径:
1.区分功能表面和非功能表面
并非每个尺寸都至关重要。首先对特征进行分类:对于非功能性表面(如装饰边缘或减重袋),建议采用通用公差标准(如 ISO 2768-m)。严格的公差仅适用于涉及密封、承重或运动配合的功能表面。
2.选择经验丰富的数控加工合作伙伴
实现理想的装配结果往往取决于设计意图与制造逻辑之间的深度协调。在明和数控加工服务公司的日常工作中,我们经常发现,当图纸没有明确要求时,机械加工车间通常会默认 "一般标准精度"(通常约为毫米)。 ± 0.1 毫米).虽然这个偏差在肉眼看来可以忽略不计,但在精密工程领域,即使是一个 0.005 英寸的差异 足以破坏孔和轴之间微妙的物理平衡。通过与优先考虑生产前沟通的供应商合作,您可以获得针对特定材料特性(如热膨胀或应力消除)的专家优化建议,从而降低默认标准的隐藏风险,同时显著降低返工成本。
3.优先考虑行业标准和合适的课程
对于大多数标准化部件(如轴承座或销钉孔),业界已经提供了成熟的公差等级表(如 H7/h6)。在设计过程中优先考虑这些标准值,不仅能提高零件的互换性和可靠性,还能利用标准测量工具降低检测成本。
4.评估装配公差堆积
在由多个部件组成的组件中,单个部件的微小偏差会在装配过程中不断累积。通过执行 公差堆积分析因此,您可以确定是否有必要严格控制特定关键零件的公差,以确保整台机器的最终装配精度,从而实现总体成本与性能之间的最佳平衡。
结论
数控加工公差直接影响零件能否正确装配、性能是否可靠以及生产成本是否合理。明确的公差策略有助于确定哪些特征需要严格控制,哪些尺寸可以遵循一般标准,以及在生产开始前应如何规划加工、检查和后处理。
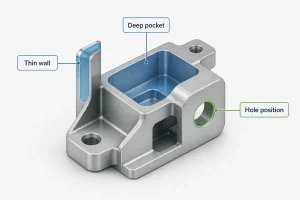
对于涉及紧密配合、定位孔、薄壁、多面加工或二次精加工要求的项目,公差审核不应留到生产的后期阶段。它应该是早期 DFM 评估的一部分。这有助于降低返工风险,避免不必要的过高精度,并提高最终加工零件的一致性。
在明和,我们支持从图纸审核到生产交付的数控加工项目,帮助客户根据零件功能、材料特性、加工方法和检验需求评估公差要求。如果您的项目涉及数控铣削、五轴加工、数控车削或表面精加工服务,我们的工程团队可以帮助您在生产前审核图纸,并推荐更实用的公差方法。
常见问题
是否有用于数控加工的固定公差表?
没有一个适用于所有数控加工零件的固定公差表。许多车间都有自己的标准加工公差,一般尺寸可围绕以下方面进行控制 ± 0.10 毫米 或类似范围。但实际公差仍取决于材料、零件尺寸、几何形状、加工方法和检验要求。配合孔、定位面和精密装配尺寸通常应在图纸上单独指定。
标准加工公差通常是如何确定的?
标准加工公差通常由图纸标题块、技术说明、公司内部标准或通用标准确定。例如,没有单独公差标注的尺寸可能如下 ISO 2768 或加工供应商的默认标准。一般公差主要适用于非关键尺寸,而功能特征仍应根据装配和性能要求来定义。
0.005 毫米的公差很小吗?
是的。 0.005 毫米 对于大多数数控加工项目来说,这是一个非常严格的公差要求。通常需要稳定的机床条件、精密的夹具、严格的检查控制,有时还需要二次精加工,如磨削或珩磨。对于普通结构尺寸,默认情况下不应采用此公差等级。
数控车削公差与数控铣削公差有何不同?
数控车削通常用于轴、套筒、衬套和法兰等旋转零件。常见的受控特征包括外径、内径、端面和同心特征。数控铣削更常用于支架、外壳、板、槽、孔、袋和多面零件,公差控制可能会受到设置变化、深腔、薄壁和多面加工的影响。应根据具体的零件特征来评估它们的公差能力,而不是笼统地进行比较。
如何读取加工公差符号?
最常见的加工公差符号是 ±.例如 20.00 ± 0.05 毫米 表示允许尺寸在 19.95-20.05 毫米.图纸也可以使用单边公差,例如 +0.02 / -0.00 毫米或适合公差符号,如 H7、g6 和 K6.不同的符号代表不同的尺寸控制方式,因此公差值应始终与其格式和功能一起阅读。


