
CNC加工の見積もりは、部品のサイズだけで決まるわけではありません。材料、構造の複雑さ、公差、ワークホールディング、検査、後加工、注文量など、すべてが価格の変動に寄与する。この記事では、CNC機械加工のコスト構成要素を分析し、エンジニアや購買担当者が不必要な製造の無駄を省くために必要な経費を特定するのに役立つ。
CNC加工コスト部品
カスタムパーツの専門的な見積もりは、原材料の調達から最終納品までに消費される総リソースを反映します。
材料費
材料費は主に原材料から生じるが、ビレットの寸法と材料利用率は最終的な見積もりに大きく影響する。機械加工が困難な材料、工具の摩耗が早い材料、特大ビレットが必要な材料の場合、最終的な製造コストは、より高級な材料のそれを上回る可能性があります。
一般的な材料価格の参考
| 素材 | 参考価格 |
| 炭素鋼 | $ |
| アルミニウム合金 | $-$$ |
| エンジニアリングプラスチック | $–$$$ |
| ステンレス鋼 | $$ |
| 真鍮 | $$–$$$ |
| 硬化鋼 | $$–$$$$ |
| チタン | $$$$ |
注:$は相対価格の参考値であり、実際のコストはグレード、仕様、調達条件によって異なる。
プログラミングと工程計画
CAMプログラミングとプロセスプランニングは、多大なエンジニアリングの先行投資となります。複雑なパーツのコストは、切削だけでなく、詳細なツールパス計画、シーケンス検証、ファーストアーティクル確認に起因します。少量生産のプロトタイプの場合、これらの準備費用は部品単価の中でより大きなウェイトを占めます。
セットアップとワーク保持
セットアップを追加するたびに、手作業によるアライメントと機械の調整時間が増加します。部品の反転、カスタムソフトジョー、または専用治具を必要とする複雑な設計では、セットアップの労力と精度検証の費用が高くなります。
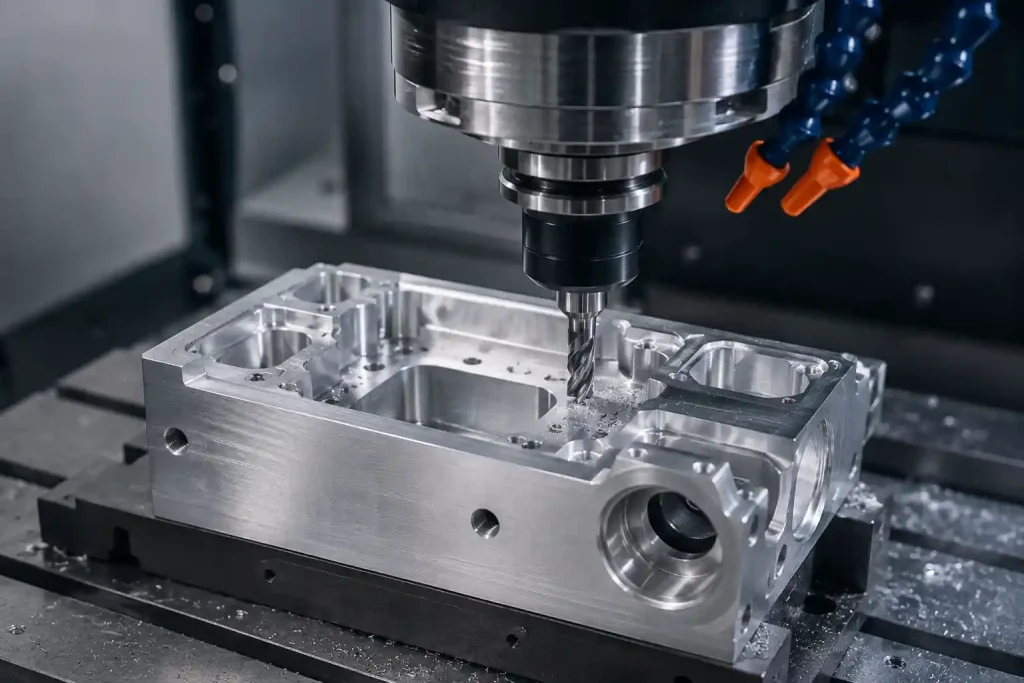
実際の加工時間
同じような大きさの部品でも、加工時間は大幅に異なることがあります。そのため CNCフライス加工サービス一方、深いキャビティ、小さな内部半径、薄肉構造物では、保守的なパラメータが必要となり、機械加工時間の増加と運転コストの上昇を招く。
リファレンス・マシン時給
| マシンタイプ | 参考時給 |
| CNC旋盤 | $35-60/時間 |
| 3軸CNCフライス加工 | $40-60/時間 |
| 4軸CNC加工 | $50-80 / 時間 |
| 5軸CNC加工 | $75-120 / 時間 |
注:これらは一般的な参考時給です。実際のお見積もりは、機器のグレード、地域、セットアップの難易度、注文条件によって異なります。
工具消費量
工具費用は、購入価格だけでなく、工具交換にかかる労力や、破損のリスクを軽減するために切削パラメータを下げることに伴う時間的コストも含まれます。高硬度材を加工する場合、これらの隠れた費用は単価に織り込まれます。
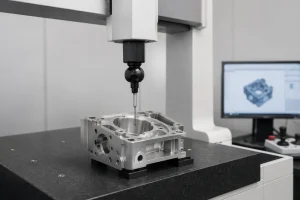
検査と品質管理
検査コストは、高精度部品にとって特に重要である。定義する場合 CNC加工公差厳しい要件は、重要でないすべての領域に適用されるのではなく、機能的な表面に限定されるべきである。
表面処理コスト
表面処理にかかる費用には、処理そのものだけでなく、マスキング、物流連絡、往路輸送、待ち時間などが含まれる。このような外注工程は、多くの場合、追加的な管理と管理オーバーヘッドを伴う。
一般的な表面処理コスト
| 治療プロセス | コスト・リファレンス |
| デバリング | $ |
| クリーニング | $ |
| ビーズブラスト | $-$$ |
| ブラックオキサイド | $$ |
| 不動態化 | $$ |
| 陽極酸化処理 | $$ |
| メッキ | $$–$$$ |
| 研磨 | $$–$$$ |
| 保護包装 | $-$$ |
注:$は相対的なコスト参考値であり、実際の料金は部品サイズ、バッチ量、表面要件、および外部条件によって異なります。
熱処理コスト
熱処理には、バッチスケジューリング、炉処理、変形制御、二次仕上げが含まれる。精密部品は、処理前に余分な在庫を必要とし、処理後に仕上げ加工を必要とすることが多いため、総製造時間と費用が膨らむ。
一般的な熱処理コストの参考
| 熱処理プロセス | コスト・リファレンス |
| ストレス解消 | $$ |
| アニーリング | $$ |
| ノーマライゼーション | $$ |
| 焼き入れ | $$–$$$ |
| 焼き戻し | $$ |
| 焼き入れと焼き戻し | $$–$$$ |
| 浸炭 | $$$ |
| 窒化 | $$$ |
| 真空熱処理 | $$$–$$$$ |
| 低温処理 | $$$–$$$$ |
注:$は相対的なコスト参考値を示す。実際の料金は、材料グレード、部品サイズ、バッチ量、硬度要件、変形制御によって異なる。
バッチサイズと固定費償却
プロトタイプの価格が高いのは、"高価な機械加工 "が原因であることはほとんどなく、むしろ、固定されたセットアップやプログラミングのコストを多くのユニットで償却できないことが原因である。定期的な注文の場合、安定した工程ルートは、より良いコスト管理と競争力のある価格設定を可能にする。
CNC加工コストの計算方法
CNCマシニングの見積もりは、単一次元の機械稼働料金ではなく、リソースの総合評価です。このロジックは、正式な見積もりに代わるものではなく、コスト構造をご理解いただくためのものです:
CNC加工費=材料費+プログラミング・セットアップ費+機械加工費+工具費+検査費+仕上げ費
| コスト項目 | 主要ドライバー |
| 材料費 | 材料等級、ビレットサイズ、材料利用率 |
| プログラミングとセットアップ | 部品の複雑さ、セットアップ数、一次粒子の確認 |
| マシン・タイム・コスト | 加工時間、機械タイプ、送り速度 |
| 金型費用 | 材料硬度、工具摩耗、破損リスク |
| 検査費用 | 公差レベル、CMM検査、検査レポート |
| 仕上げコスト | 表面処理、熱処理、梱包要件 |
単純なアルミ板は、加工時間が短く、検査が最小限であるため、コストが低くなります。逆に、ディープポケットのステンレス鋼ハウジングは、同じような寸法であっても、複雑なワークホールディング、より長いサイクル、厳格な検査基準のため、かなり高い見積もりになります。
CNC加工コストを削減する方法
設計の見直しや工程計画の段階で、見積もりを管理するためにこれらの最適化を検討する:
公差と表面要求の合理化
図面上で重要な嵌合界面と一般的な形状を明確に区別することで、機能的でないフィーチャーに対する高精度加工や検査の負担を避けることができます。
複雑な構造を単純化する
コーナーRを大きくして、より大きく耐久性のある工具に対応する。深いキャビティや薄い壁が避けられない場合は、工具へのアクセスや加工リスクを早めにサプライヤーに確認し、パスプランニングを最適化する。
標準仕様の活用
標準ドリルサイズ、ねじ仕様、一般的な在庫寸法を優先することで、カスタム工具の必要性を最小限に抑え、調達の待ち時間を短縮します。
計画バッチサイズ
プロトタイプの段階で安定した工程ルートを確立することで、経常的な注文に対してより効率的な生産が可能になり、固定費の償却を最大化することができる。
完全な技術文書の提供
全数検査が必要な寸法と標準加工が必要な寸法を明確に指定する。これにより不確実性が排除され、サプライヤーが見積りにリスクプレミアムを上乗せするのを避けることができます。
カスタムCNC加工のお見積もり

カスタムCNCパーツの製造コストをお考えでしたら、お気軽に3Dモデルや2D図面をお送りください。当社のエンジニアリングチームが、材料、構造、公差、数量、後加工の要件に基づいてお客様の設計を評価し、信頼性の高い見積もりとプロセスの提案を行います。
結論
CNC加工のコストは、設計要件、製造難易度、品質基準によって左右される。これらのコストをコントロールするには、不必要な幾何学的複雑さを減らし、オーバースペックの公差を避け、明確で包括的な技術文書を提供し、不確実性とリスクプレミアムを最小限に抑えることが最も効果的です。