
En el mecanizado, una pieza puede parecer completa después del corte, pero sus bordes no siempre quedan en un estado ideal. A menudo quedan pequeños salientes metálicos, bordes finos en relieve o puntas afiladas alrededor de las aberturas de los orificios, los bordes de los perfiles y las esquinas. Estos residuos de bordes se conocen comúnmente como fresas. Aunque suelen ser pequeñas, pueden afectar al montaje, la seguridad y el posterior acabado de la superficie.
Este artículo explica qué son las rebabas, dónde suelen aparecer, los tipos habituales de rebabas, por qué se forman y los métodos habituales para eliminarlas y controlarlas en el mecanizado.
¿Qué es una rebaba en el mecanizado?
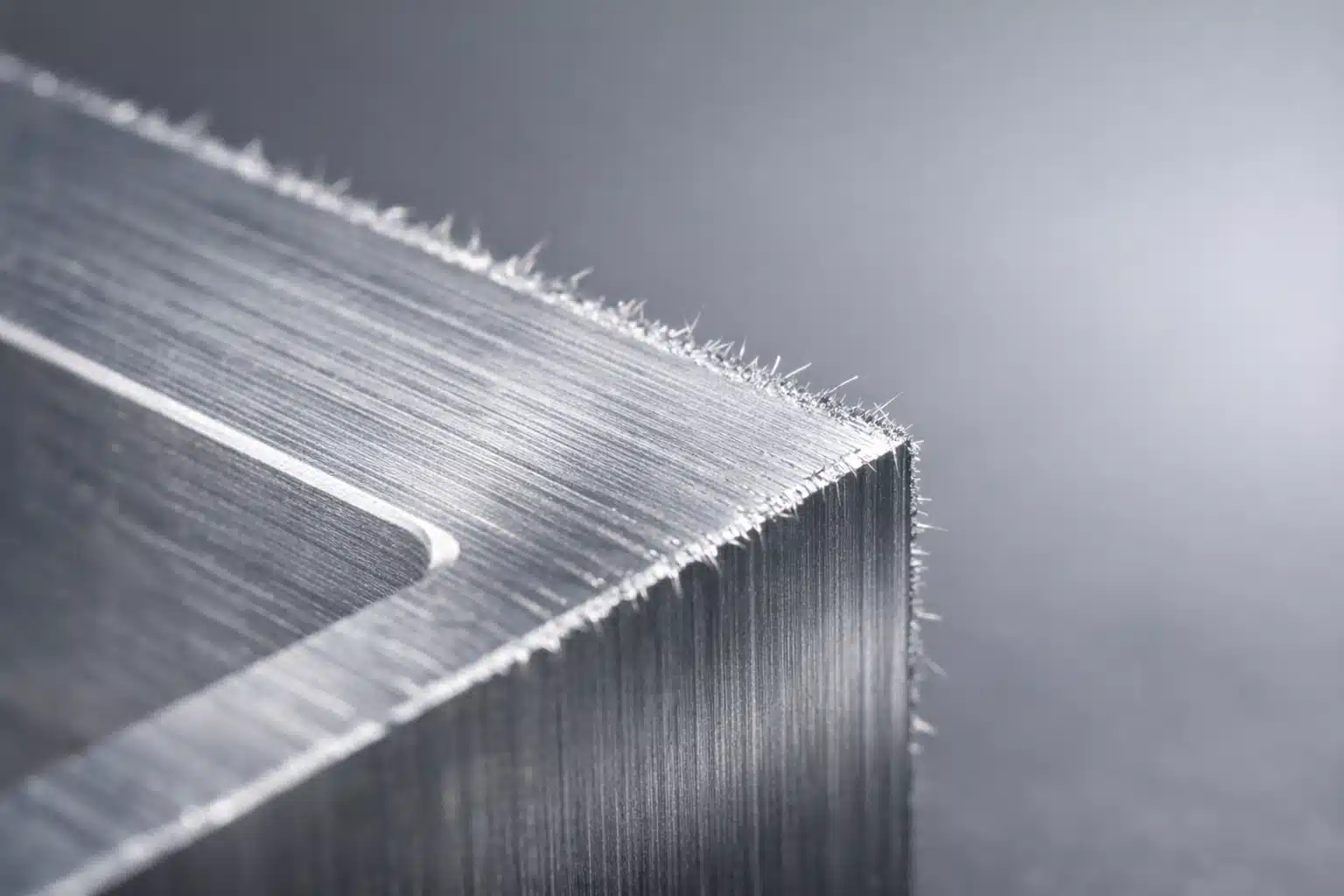
Por rebabas se entienden las diminutas protuberancias que quedan en los bordes u orificios de una pieza cuando el material no consigue una separación limpia durante el mecanizado. Desde una perspectiva física, una rebaba no es una característica funcional del diseño de la pieza, sino el resultado de una deformación plástica en la que el metal se comprime hacia la periferia bajo la influencia de las fuerzas de corte. Estos residuos suelen manifestarse como finas cintas, puntas afiladas o ligeras crestas.
En la práctica metalúrgica, la morfología de una rebaba varía en función de la ductilidad del material. En los metales muy dúctiles, como las aleaciones de aluminio o el acero inoxidable, las rebabas suelen presentarse como finas películas rizadas. Por el contrario, en materiales más duros, aparecen como fragmentos cortos y afilados. Independientemente de su forma, significan que el material no se fracturó limpiamente al final del corte, dejando rastros redundantes en el contorno de la pieza.
Tipos de rebabas en el mecanizado
Las rebabas no siempre tienen la misma forma. En función de su aspecto y de la forma en que se forman, las rebabas que se encuentran habitualmente en el mecanizado pueden agruparse en varios tipos. Comprender estos tipos comunes ayuda a identificar de dónde proceden las rebabas y a decidir cómo deben tratarse.
Rebabas
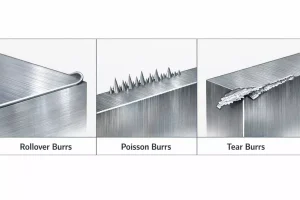
Cuando el material en el borde no se separa limpiamente y, en su lugar, se tira hacia fuera, es probable que se forme una rebaba de rollover. Este tipo de rebaba suele ser fina y puede tener el aspecto de un pequeño labio elevado alrededor del borde. Suele observarse en materiales más dúctiles, como las aleaciones de aluminio y el acero inoxidable.
Fresas de Poisson
Las rebabas de Poisson suelen ser cortas, afiladas y relativamente duras. En lugar de aparecer como una fina arista levantada, suelen aparecer como un pequeño saliente puntiagudo que queda en el canto tras el mecanizado. Aunque pueden ser de pequeño tamaño, pueden tener un impacto más directo en la seguridad y la manipulación de los cantos.
Fresas lacrimógenas
Las rebabas de desgarro suelen formarse cerca de la fase final, cuando la herramienta sale del material. Dado que el material del borde no se desprende limpiamente y, en su lugar, se estira más, puede quedar un fino residuo en forma de cola en el borde de la pieza.
¿Qué causa las rebabas en el mecanizado?
La formación de rebabas no suele deberse a un único factor. Por el contrario, es el resultado de los efectos combinados de las propiedades del material, el estado de la herramienta y las condiciones de mecanizado. En el mecanizado, que un filo pueda separarse limpiamente suele depender de las fuerzas y del comportamiento de la fractura en la fase final del corte. Entre las causas más comunes se incluyen principalmente las siguientes
Ductilidad del material
Los distintos materiales responden de forma diferente durante el corte. Los materiales con mayor ductilidad y dureza son más propensos a estirarse y curvarse en el borde en lugar de romperse limpiamente. En consecuencia, materiales como las aleaciones de aluminio, el acero inoxidable y el cobre suelen ser más propensos a desarrollar rebabas perceptibles.
Estado de la herramienta
El afilado de la herramienta influye directamente en la limpieza del corte. A medida que una herramienta se desgasta, la acción de corte tiende a pasar de un cizallamiento limpio a un mayor apriete y arrastre. En estas condiciones, es menos probable que el material del filo se separe limpiamente y es más probable que deje rebabas.
Parámetros de corte
La velocidad de avance, la velocidad del cabezal y la profundidad de corte influyen en cómo se carga el material y cómo se forman las virutas. En las salidas de los orificios, los bordes finos y la fase final del corte, unos parámetros mal ajustados pueden hacer que la separación del material sea menos completa y aumentar la formación de rebabas.
Condiciones de apoyo de la pieza
En las salidas de los orificios, los bordes de paredes delgadas o las zonas parcialmente sin soporte, el material suele tener un soporte más débil. Si estas zonas no tienen suficiente apoyo durante la fase final del mecanizado, es más probable que el borde se salga hacia fuera, formando rebabas o rebabas afiladas.
Trayectoria de la herramienta
La forma en que la herramienta entra y sale del material también puede afectar a la aparición de rebabas y a su gravedad. Si la herramienta sale por un filo más fino o débil, las rebabas suelen ser más evidentes. Por este motivo, el diseño de la trayectoria de la herramienta no sólo afecta a la eficacia del corte, sino también a la calidad del filo.
Cómo eliminar rebabas
Una vez que aparecen las rebabas, la necesidad de eliminarlas y el método que debe emplearse suelen depender del material, la geometría de la pieza, los requisitos de precisión y la aplicación final de la pieza. Algunas rebabas pequeñas sólo requieren una simple limpieza del borde, mientras que las rebabas situadas en aberturas de orificios, superficies de sellado o bordes de ensamblaje suelen requerir una eliminación más cuidadosa. Entre los métodos comunes de desbarbado se incluyen principalmente los siguientes.

Desbarbado manual
El desbarbado manual es uno de los métodos más habituales. Suele ser adecuado para piezas de poco volumen, zonas complejas o bordes que requieren un tratamiento localizado y preciso. Entre las herramientas habituales se incluyen cuchillas de desbarbado, limas, papel de lija, rascadores y pequeñas herramientas de esmerilado. Su principal ventaja es la flexibilidad, que la hace útil para zonas irregulares o de difícil acceso. Su principal limitación es la menor eficacia, y la consistencia suele depender de la experiencia del operario.
Biselado y rotura de cantos
Para aberturas de orificios, bordes de perfiles y bordes de ensamblaje, el biselado y la rotura de bordes son formas habituales de eliminar rebabas. Añadiendo un pequeño chaflán o un borde roto, se pueden eliminar las rebabas al tiempo que el borde queda más limpio y seguro. Este método es especialmente adecuado para perfiles regulares y bordes de agujeros, pero requiere que en el diseño se acepten ligeros cambios en la forma del borde.
Desbarbado mecánico
El desbarbado mecánico se utiliza habitualmente para la producción por lotes y puede incluir el cepillado, el lijado con banda, el acabado por vibración y el volteo. Estos métodos suelen ser más eficaces y adecuados para procesar un gran número de piezas de manera uniforme. Sin embargo, la intensidad del tratamiento debe controlarse cuidadosamente para evitar una eliminación excesiva de material en los bordes sensibles a las dimensiones.
Métodos especiales de desbarbado
Para piezas con geometría compleja, múltiples orificios transversales o bordes internos de difícil acceso, también pueden utilizarse métodos especiales como el desbarbado térmico, el desbarbado electroquímico o el desbarbado químico. Estos métodos suelen estar mejor adaptados a aplicaciones específicas y pueden llegar a zonas difíciles de tratar manualmente, pero también implican un mayor coste del proceso y unas condiciones de aplicación más limitadas.
Cómo evitar las rebabas
En lugar de eliminar las rebabas una vez finalizado el mecanizado, suele ser más eficaz reducir la formación de rebabas durante el propio proceso de mecanizado. Aunque las rebabas no siempre pueden eliminarse por completo, la optimización de las herramientas, los parámetros de corte y las condiciones de mecanizado pueden reducir normalmente tanto la cantidad como la gravedad de las rebabas. Entre los enfoques más comunes se incluyen los siguientes:
- Mantenga las herramientas afiladas: Cuanto más afilada esté la herramienta, más limpiamente podrá cortarse el material en lugar de empujarlo o arrastrarlo hasta formar una rebaba.
- Optimizar los parámetros de corte: El avance, la velocidad del husillo y la profundidad de corte adecuados ayudan a mejorar la separación del material y a reducir los residuos en los bordes.
- Mejorar el apoyo de la pieza: Proporcionar un mejor apoyo en las salidas de los agujeros, los bordes finos o las zonas sin apoyo puede reducir el vuelco y los desgarros.
- Ajuste las trayectorias de las herramientas: Planificar con más cuidado dónde entra y sale la herramienta del material puede ayudar a reducir las rebabas en los bordes críticos.
- Añada chaflanes o quiebros en los bordes cuando sea posible: Si el diseño lo permite, pequeños chaflanes o cantos rotos pueden reducir el efecto de las rebabas en el montaje y la seguridad de los cantos.
Por este motivo, la prevención de rebabas no sólo depende del tratamiento posterior. También depende de que la separación del material sea más limpia durante el mecanizado. Esto puede reducir el trabajo posterior de desbarbado, al tiempo que mejora la consistencia de los bordes y la calidad general de la pieza.
Conclusión
A primera vista, una rebaba puede parecer sólo un pequeño residuo que queda en el borde de una pieza, pero en realidad refleja los efectos combinados de la separación del material, el estado de la herramienta y las condiciones de mecanizado. Entender qué son las rebabas, sus tipos más comunes y por qué se forman ayuda a tener una visión más completa de la calidad de los bordes en el mecanizado.
No todas las piezas requieren el mismo tratamiento de las rebabas. En muchos casos, decidir cómo deben controlarse las rebabas forma parte de la estrategia general de mecanizado.
PREGUNTAS FRECUENTES
¿Cómo puedo saber si un canto tiene rebabas?
Las rebabas suelen identificarse observando el estado de los bordes y el aspecto de la superficie. Entre los signos más comunes se encuentran los bordes irregulares, un reflejo de la luz inusual a lo largo del borde, un ligero vuelco alrededor de la abertura de un orificio o una sensación áspera y rasposa al tacto. Para piezas más pequeñas o áreas con requisitos de calidad más estrictos, también pueden utilizarse lupas, microscopios o equipos de inspección óptica para examinar el borde más de cerca. Al comprobar bordes afilados, debe evitarse el contacto directo con las manos para reducir el riesgo de cortes.
¿Cómo reducir las rebabas durante el fresado?
Reducir las rebabas durante el fresado suele implicar una combinación de control de la herramienta, parámetros de corte y planificación de la trayectoria de la herramienta. Mantener la herramienta afilada ayuda a que el material se separe de forma más limpia, mientras que una velocidad de avance, una velocidad del husillo y una profundidad de corte adecuadas pueden reducir el estiramiento y el rizado de los bordes. Un mejor apoyo en los bordes finos, esquinas y lugares de salida de la herramienta también puede ayudar. En algunos casos, el ajuste de la trayectoria de entrada y salida de la herramienta, o la adición de pequeños chaflanes y roturas de bordes cuando el diseño lo permite, pueden reducir aún más los problemas relacionados con las rebabas.
¿Qué herramientas se utilizan para desbarbar?
Las herramientas utilizadas para desbarbar suelen depender del material, el tamaño de las rebabas, la ubicación de los bordes y el volumen de producción. Entre las herramientas manuales habituales se incluyen cuchillas de desbarbado, limas, papel de lija, rascadores y pequeñas herramientas de rectificado. Para piezas de mayor volumen, también se suelen utilizar el cepillado, el acabado por vibración, el lijado con banda y el volteo. Para piezas con geometría compleja, múltiples orificios transversales o bordes internos de difícil acceso, también pueden aplicarse métodos especiales como el desbarbado térmico, el desbarbado electroquímico o el desbarbado químico.