

La profundidad de corte (DOC) es un parámetro fundamental del mecanizado. Afecta directamente a las fuerzas de corte, la generación de calor y la formación de viruta, lo que a su vez determina la calidad de la superficie y la estabilidad dimensional. Este artículo explica qué significa la profundidad de corte en torneado y fresado y cómo calcularla, aclara la diferencia fundamental entre la profundidad de corte y el avance, y resume los factores clave que limitan la seguridad de la profundidad de corte en la práctica.
¿Qué es la profundidad de corte en el mecanizado?
En términos sencillos, Profundidad de corte (DOC) se refiere al espesor del material eliminado por la herramienta de corte en una sola pasada al entrar en la pieza. En los escenarios prácticos de mecanizado, debemos distinguir entre dos conceptos críticos:
-
ap (profundidad de corte): En fresadose refiere a la profundidad a la que la herramienta penetra en la pieza a lo largo de su eje (Profundidad de corte axial). En girandose refiere normalmente al Profundidad de corte radialque es la distancia a la que la herramienta penetra en la pieza en dirección radial.
-
ae (Anchura radial de corte / Paso): Se refiere a la anchura del contacto entre el lado de la herramienta y la pieza. En el fresado frontal o ranurado, define la anchura de corte lateral de la herramienta y se denomina comúnmente Paso a paso.
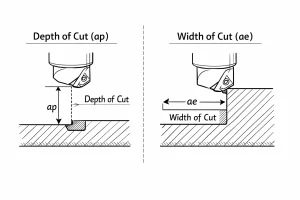
La diferencia esencial entre ap y ae: Desde la perspectiva de la morfología de los chips, ap determina la "altura" del chip, mientras que ae determina la "anchura" del chip.
En moderno Mecanizado de alta eficacia (HEM) estrategias, los ingenieros suelen favorecer una combinación de gran ap y un pequeño ae. Este enfoque "profundo y fino" distribuye la carga térmica por una parte más larga del filo de corte, evitando una concentración excesiva de calor en la punta de la herramienta. En consecuencia, se mantiene un elevado índice de arranque de material (MRR) y se prolonga considerablemente la vida útil de la herramienta.
Diferencias esenciales entre avance y profundidad de corte (DOC)
Los principiantes suelen confundir estos dos parámetros. Aunque ambos determinan el Índice de arranque de material (MRR)Pero difieren fundamentalmente en sus mecanismos físicos y su impacto en el proceso de mecanizado.
1. Diferencias en la definición física
Velocidad de alimentación describe la "velocidad" a la que se desplaza la herramienta con respecto a la pieza (medida en mm/min o mm/rev), mientras que Profundidad de corte (DOC) define la "profundidad" a la que la herramienta penetra en la pieza. En pocas palabras, DOC determina el área de la sección transversal de un solo corte, mientras que el La velocidad de avance determina el tiempo necesarios para completar ese corte.
2. Impacto en la calidad del mecanizado
El avance adecuado está limitado tanto por la dureza del material como por la profundidad de corte. Si el avance es demasiado alto en busca de velocidad, la fuerzas de corte aumentará drásticamente. Esto puede inducir parloteo de la máquina o astillado de herramientasy, en casos graves, puede incluso dañar el husillo de la máquina.
3. Relación de equilibrio dinámico
Existe un "trade-off" o relación inversa entre DOC y velocidad de avance. Para mantener un carga constante del husillo y ampliar vida útil de la herramientaPor lo general, es necesario reducir la velocidad de avance al aumentar la profundidad de corte; por el contrario, en situaciones de corte poco profundo, la velocidad de avance puede aumentarse para mantener la eficiencia de la producción.
¿Por qué es importante la profundidad de corte?
- Gestión del calor: La mayor parte del calor de corte es arrastrado por las virutas. Un ajuste inadecuado del DOC puede provocar la acumulación de calor en la punta de la herramienta, lo que acorta considerablemente su vida útil.
- Calidad de la superficie: Las operaciones de acabado requieren una profundidad de corte muy pequeña para conseguir un acabado de espejo, mientras que las operaciones de desbaste persiguen una gran DOC para eliminar material rápidamente.
- Control de costes: La profundidad de corte optimizada reduce los tiempos de ciclo de mecanizado, disminuyendo el coste unitario por pieza.
Cómo calcular la profundidad de corte
Los cálculos varían en función del tipo de proceso:
Profundidad de corte en torneado
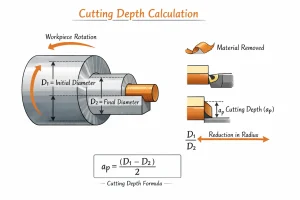
En operaciones de torneado, la profundidad de corte ap se calcula como:
ap = (D - d) / 2
Donde D es el diámetro inicial y d es el diámetro final.
Profundidad de corte en fresado
En el fresado, la profundidad de corte se ajusta directamente en el programa CNC utilizando dos dimensiones: profundidad de corte axial (ap) y profundidad de corte radial (ae, step-over). En la práctica, la selección de DOC suele estar vinculada a la velocidad de arranque de material:
MRR (cm³/min) = ae × ap × Vf / 1000
Donde Vf es el avance (mm/min), ae es el compromiso radial (mm), y ap es la profundidad axial (mm).
Las reglas generales sugieren:
-
Desbaste: ap se suele fijar en 25%-50% del diámetro de la herramienta (típico para fresado lateral con buena rigidez; utilice valores inferiores para ranurado completo).
-
Acabado: ap es comúnmente 0,05 mm-0,2 mmen función de la tolerancia y los requisitos de acabado superficial.
Relación sinérgica entre DOC y otros factores de mecanizado
A la hora de ajustar la profundidad de corte, no basta con basarse únicamente en los manuales de materiales. Debe evaluar las variables de todo el sistema de mecanizado, ya que los siguientes factores determinan directamente el límite superior real de la DOC utilizable:
1. Voladizo de la herramienta y relación L/D (la variable crítica)
La relación entre la longitud del voladizo de la herramienta y su diámetro (L/D) es el motor principal del mecanizado charla.
-
Voladizo bajo (L/D < 3): El sistema es muy rígido, lo que permite un mayor DOC para maximizar el rendimiento de la herramienta.
-
Voladizo largo (L/D > 5): A medida que aumenta el voladizo, la rigidez en la punta de la herramienta disminuye exponencialmente. En estos casos, la ap debe reducirse considerablemente para evitar marcas de vibración o posibles roturas de la herramienta.
2. Rigidez de la máquina y potencia del husillo
La profundidad de corte determina directamente la resistencia al corte y la carga.
-
Limitaciones de potencia: Si el DOC es demasiado agresivo, el par del cabezal puede ser insuficiente, provocando fluctuaciones de RPM o alarmas de sobrecarga del cabezal.
-
Rigidez estructural: Las máquinas ligeras pueden experimentar vibraciones en el cuerpo en condiciones de corte de alta carga. En estos casos, es necesaria una estrategia de "multipaso, DOC pequeño" para garantizar la precisión dimensional.
3. Condiciones del refrigerante y la lubricación
Un DOC mayor genera temperaturas más elevadas en la zona de corte.
-
Espacio de Evacuación Chip: En ranurado En las operaciones de corte, un DOC grande puede provocar la acumulación de virutas en las ranuras. Sin una presión de refrigerante suficiente para expulsar las virutas, se produce un "corte secundario" que puede quemar instantáneamente el filo de corte.
-
Ventaja del refrigerante interno: Herramientas con Refrigerante a través del husillo (TSC) generalmente admiten un DOC mayor que la refrigeración externa por inundación, ya que suministran refrigerante directamente a la zona de corte para ayudar tanto a la disipación del calor como a la eliminación de virutas.
4. Estabilidad de la colocación de la pieza
El método de sujeción de la pieza determina la carga de impacto que puede soportar la configuración.
-
Piezas de paredes finas o complejas: Estas piezas tienen una baja rigidez estructural y son propensas a deformarse bajo las fuerzas de corte. El DOC debe ser extremadamente conservador, normalmente combinado con estrategias de mecanizado de alta velocidad (HSM) (altas RPM, DOC pequeño, avance rápido).
-
Sujeción rígida: Con una sujeción robusta, como mordazas de gran potencia o fijaciones hidráulicas, puede emplearse un DOC mayor para aumentar la velocidad de arranque de material.
Factores que afectan a la profundidad de corte
Antes de configurar los parámetros, debe evaluar las siguientes variables:
- Material de la pieza: Cuanto mayor sea la dureza (por ejemplo, aleaciones de titanio, acero inoxidable), menor deberá ser la profundidad de corte.
- Material de la herramienta: Las herramientas de metal duro pueden soportar profundidades de corte mucho mayores que las herramientas de acero de alta velocidad (HSS).
- Rigidez de la máquina: Cuanto más estable sea la máquina, mayor será la carga de corte que pueda soportar.
- Refrigerante: Una refrigeración eficaz permite una mayor profundidad de corte al controlar la tensión térmica.
PREGUNTAS FRECUENTES Preguntas frecuentes
P: ¿Cuál es la profundidad mínima de corte en el mecanizado? R: Por regla general, la profundidad de corte no debe ser inferior al radio de la punta de la herramienta (R). Si la profundidad de corte es menor que el radio de la punta, la herramienta "rozará" o "bruñirá" el material en lugar de "cortarlo", lo que provocará el endurecimiento de la pieza y una grave degradación de la superficie.
P: ¿Cuál es la profundidad máxima de corte en el mecanizado? R: Generalmente se recomienda no superar los 2/3 de la longitud efectiva del filo de corte de la plaquita. Además, consulte los límites de potencia del husillo de la máquina para evitar alarmas de sobrecarga.
Conclusión
Dominar el equilibrio de la profundidad de corte es la clave para conseguir una reducción de costes y un aumento de la eficacia. Una configuración adecuada de los parámetros no solo protege su costoso equipo, sino que también garantiza que cada pieza entregada al cliente sea precisa e impecable.
En busca de soluciones de mecanizado profesionales? Como proveedor líder de mecanizado de precisión, contamos con más de 15 años de experiencia en el sector. Si se enfrenta a retos con la optimización de parámetros de mecanizado o necesita servicios de fabricación CNC de alta calidad:


