
SFM es un parámetro de velocidad de uso común en el mecanizado que describe la velocidad de corte real de la herramienta a través de la superficie de la pieza. No es sólo un valor utilizado para calcular la velocidad del husillo, sino también un factor que afecta a la vida útil de la herramienta, el acabado superficial y la eficiencia del mecanizado.
Este artículo explicará qué es el SFM, cómo se calcula, en qué se diferencia de las RPM y cómo afecta al rendimiento real del mecanizado.
¿Qué es SFM en el mecanizado?
SFM se refiere a la distancia que el filo de corte recorre a través de la superficie de la pieza en un minuto, y es una forma común de medir la velocidad de corte.
A diferencia de las RPM, SFM se centra en la velocidad real en el punto de contacto entre la herramienta y la pieza, por lo que suele ser una referencia más útil a la hora de establecer los parámetros de mecanizado.
¿Cómo afecta SFM al proceso de mecanizado?
En el corte de metales, el SFM (pies superficiales por minuto) afecta directamente a las condiciones de corte en la zona de contacto entre la herramienta y la pieza. A medida que cambia la velocidad de corte, también cambian el calor de corte, el desgaste de la herramienta, el acabado superficial y la eficacia del mecanizado. Comprender el papel del SFM ayuda a conseguir un mejor equilibrio entre eficacia, estabilidad y coste en el mecanizado real.
Calor de corte
La SFM es uno de los factores clave que afectan al calor de corte. A medida que aumenta la velocidad de corte, la fricción y la deformación plástica entre la herramienta y la pieza suelen hacerse más fuertes, y la temperatura en la zona de corte aumenta en consecuencia.
SFM bajo: Cuando el calor es insuficiente, es más probable que el material se adhiera al filo de corte y forme un borde acumulado (BUE), que puede afectar a la precisión dimensional y al estado de la superficie.
Alto SFM: El calor se concentra más. Una temperatura moderada puede ayudar a que el material cizalle más fácilmente, pero si la velocidad es demasiado alta, la temperatura de la herramienta puede aumentar rápidamente, acelerando el desgaste e incluso provocando reblandecimiento térmico.
Vida útil de las herramientas
La SFM tiene un claro efecto sobre la vida útil de la herramienta. En general, cuanto mayor es la velocidad de corte, más rápido se desgasta la herramienta. Sin embargo, una velocidad más baja no siempre significa una mejor protección de la herramienta.
Alto SFM: Es más probable que acelere el desgaste por difusión y el desgaste por oxidación, acortando la vida útil de la herramienta.
SFM bajo: Puede provocar un corte inestable, aumentando el riesgo de abrasión mecánica, microastillado o desgaste anormal.
En la producción real, los ajustes de SFM suelen tener que equilibrar la eficacia del mecanizado con el coste de sustitución de la herramienta.
Acabado superficial
Una SFM adecuada suele ayudar a mejorar el acabado superficial, pero una mayor velocidad no siempre es mejor. Sigue siendo necesario mantenerse dentro de un rango adecuado.
Reducción del desgarro: Una mayor velocidad de corte suele ayudar a que el material ceda de forma más constante, reduciendo el desgarro de la superficie y las marcas de arrastre.
Mejora del estado de la superficie: Cuando el SFM se ajusta correctamente, el proceso de corte es más estable y el perfil de la superficie suele ser más uniforme.
Reducción del parloteo: En algunos casos, el ajuste del SFM también puede ayudar a evitar rangos de velocidad inestables y a reducir las marcas de vibración.
Eficacia del mecanizado
La SFM también afecta a la eficacia general del mecanizado. Cuando la velocidad de corte aumenta dentro de un rango razonable, normalmente puede reducirse el tiempo de ciclo y mejorarse la producción por unidad de tiempo.
Mayor rendimiento: Aumentar el SFM dentro de un rango adecuado suele ayudar a mejorar la eficacia del mecanizado.
Balance de costes: Sin embargo, si la velocidad se ajusta demasiado alta, también aumentará el consumo de la herramienta. En aplicaciones reales, la vida útil de la herramienta, la estabilidad del proceso y el coste por pieza deben considerarse conjuntamente.
Desde una perspectiva práctica del mecanizado, la SFM adecuada no es simplemente la velocidad más alta, sino la velocidad que crea un equilibrio más fiable entre el material, la herramienta y las condiciones reales de corte.
Unidades y normas de medición de SFM
En la configuración del proceso, distinguir entre unidades y la industria normas es esencial para interpretar con precisión los distintos manuales técnicos de los fabricantes.
Unidades físicas
La esencia de la SFM es la velocidad lineal, definida por unidades específicas de distancia y tiempo:
- Unidad de distancia: Pies lineales.
- Unidad de tiempo: Minuto.
- Base de conversión: 1 pie = 12 pulgadas ≈ 0,3048 metros.
Normas del sector
Dependiendo de las convenciones regionales y de marca, la velocidad de corte sigue principalmente dos sistemas normalizados:
- Estándar imperial (US/UK): Comúnmente denominado SFM (pies de superficie por minuto). Este estándar es ampliamente utilizado por las marcas de herramientas norteamericanas.
- Norma internacional ISO (sistema métrico): Comúnmente denominada SMM (Metros de superficie por minuto) o Vc. Esta norma se utiliza habitualmente en la fabricación europea, china y asiática.
Conversión de unidades entre SFM y m/min
Dado que 1 metro equivale aproximadamente a 3,28 pies, los factores de conversión son los siguientes:
- Métrico a Imperial: SMM × 3,28 = SFM
- Sistema imperial a sistema métrico: SFM × 0,3048 = SMM
En la práctica, los proveedores mundiales como Sandvik o Kennametal suelen incluir ambas normas en sus catálogos, lo que permite a los ingenieros seleccionar los parámetros que se ajustan a la configuración del sistema de su máquina (G20 o G21).
Diferencias entre SFM y RPM
Comprender la diferencia esencial entre ambos es la piedra angular de la lógica del mecanizado:
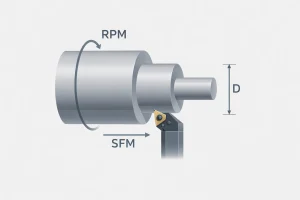
- RPM (revoluciones por minuto): Describe el número de rotaciones que el husillo realiza por minuto, que es una velocidad angular fija.
- SFM: Describe la distancia física real viajó por el filo de la navaja.
- La relación entre diámetros: A las mismas RPM, una pieza o herramienta de mayor diámetro tendrá un SFM más alto en su filo. Esto significa que al mecanizar piezas de gran diámetro, las RPM deben reducirse significativamente; de lo contrario, el filo de corte puede quemarse instantáneamente debido a una velocidad lineal excesiva.
Conversión de parámetros entre SFM y RPM
La relación numérica entre estos dos parámetros se rige por el diámetro de la herramienta (D) y la constante matemática π:
- Conversión de RPM a SFM: Como la distancia recorrida por vuelta es igual a la circunferencia (π × D), la velocidad lineal se obtiene multiplicando las RPM por la circunferencia. Como el diámetro (D) se mide normalmente en pulgadas, dividimos por 12 para convertir el valor en pies:
SFM = (RPM × π × D) / 12 - Conversión de SFM a RPM: Se trata del cálculo más utilizado en el taller. Para mantener un SFM específico, las RPM deben ajustarse inversamente al diámetro. Los ingenieros utilizan la siguiente fórmula simplificada para realizar cálculos rápidos:
RPM ≈ (SFM × 3,82) / D
(Donde 3,82 es la constante derivada de la relación 12 / π.)
Factores que afectan a la gestión forestal sostenible
Antes de fijar la SFM, deben evaluarse exhaustivamente múltiples variables del sistema de mecanizado, ya que estos factores definen los límites superiores de las velocidades de corte seguras:
- Material de la pieza: Éste es el factor decisivo. Por ejemplo, las aleaciones de aluminio permiten velocidades lineales extremadamente altas, mientras que las aleaciones de titanio -debido a su elevada dureza y escasa conductividad térmica- requieren una reducción significativa de la SFM.
- Material y revestimiento de la herramienta: Las herramientas de metal duro ofrecen una resistencia al calor muy superior a la del acero de alta velocidad (HSS). Además, los recubrimientos de alto rendimiento (como el AlTiN) proporcionan una barrera térmica que amplía aún más los límites de la velocidad de corte.
- Aplicación de refrigerante: Una refrigeración y lubricación eficaces pueden disipar rápidamente el calor de la zona de corte, permitiendo que la máquina funcione de forma estable a niveles de SFM más altos.
- Rigidez del sistema de la máquina: Si la máquina, el útil o el portaherramientas carecen de estabilidad, el mecanizado a alta velocidad puede inducir fácilmente resonancias. Para garantizar la precisión dimensional, a menudo es necesario limitar proactivamente la SFM para evitar zonas de vibración inestables.
Errores comunes
A la hora de establecer los parámetros de mecanizado, el empirismo conduce a menudo a elecciones incorrectas de SFM, lo que a su vez perjudica la calidad del mecanizado y la vida útil de la herramienta. A continuación se presentan varios errores comunes en operaciones reales:
- Mantener las revoluciones fijas durante el refrentado: A medida que la herramienta se desplaza hacia el centro de la pieza, el diámetro efectivo se aproxima a cero y el SFM disminuye en consecuencia. Esto provoca una rugosidad superficial deficiente en el centro o la generación de BUE. Se recomienda utilizar el G96 (Velocidad superficial constante) lo que permite a la máquina compensar automáticamente las RPM a medida que disminuye el diámetro.
- Seguir ciegamente manuales de referencia obsoletos: Muchos manuales utilizados en las fábricas se redactaron hace décadas, mientras que el rendimiento físico de los revestimientos modernos de alto rendimiento (como el AlTiN) supera con creces los datos tradicionales. Se sugiere dar siempre prioridad a las hojas de datos técnicos más recientes de su proveedor de herramientas actual y realizar ajustes finos en función de la rigidez de la máquina.
- Ignorar la sensibilidad térmica del material: Para materiales con poca conductividad térmica, como el acero inoxidable, aumentar ciegamente el SFM en busca de eficiencia hará que el calor se acumule instantáneamente en la punta de la herramienta, provocando el astillado del filo.
¿Cómo ajustar los valores SFM a los distintos materiales?
Los distintos metales reaccionan de forma diferente al calor por fricción en función de su estructura molecular y sus propiedades físicas. Al configurar el SFM, es esencial ajustar los valores en función de los atributos específicos del material:
Tabla de referencia SFM de materiales comunes
| Categoría de material | Gama SFM recomendada | Consejos de mecanizado |
| Aleaciones de aluminio | 600 – 1500+ | Excelente conductividad térmica. Las altas velocidades proporcionan un acabado superior y evitan la soldadura de virutas. |
| Acero al carbono | 300 – 800 | El material más común. Equilibra la generación de calor y el desgaste de la herramienta en función del contenido de carbono. |
| Acero aleado | 250 – 600 | Alta resistencia y tenacidad. Utilice velocidades moderadas para equilibrar la eficiencia y la vida útil de la herramienta. |
| Acero inoxidable | 150 – 350 | Propenso al endurecimiento por deformación y a la mala disipación del calor. Se requiere un control estricto de la velocidad. |
| Hierro fundido | 250 – 500 | Estructura abrasiva. Ajustar en función del tipo de grafito; la fundición dúctil suele requerir velocidades más bajas. |
| Aleaciones de titanio | 80 – 150 | Alto riesgo de fallo térmico. Requiere bajas velocidades combinadas con refrigerante a alta presión. |
| Aleaciones de alta temperatura | 50 – 120 | Mantiene la resistencia a temperaturas extremas. Alto desgaste de la herramienta; requiere velocidades muy bajas y revestimientos avanzados. |
| Latón y bronce | 400 – 1000 | Fácil de mecanizar. Permite velocidades más altas, aunque algunas aleaciones pueden ser abrasivas para las herramientas. |
Aleaciones de aluminio
El aluminio ofrece una excelente mecanizabilidad y conductividad térmica. Las altas velocidades lineales no sólo aumentan la eficiencia de la producción, sino que también evitan eficazmente que el material se adhiera al filo de corte (lo que se conoce como Built-Up Edge), lo que da como resultado un acabado superficial de espejo.
Acero al carbono
Al ser el material de mecanizado más utilizado, el acero al carbono tiene una amplia gama de SFM. El contenido de carbono es la guía principal: los aceros con menor contenido de carbono permiten velocidades más altas, mientras que los aceros con mayor contenido de carbono o templados requieren valores más bajos para equilibrar el calor y el desgaste físico de la herramienta.
Acero inoxidable
El acero inoxidable se caracteriza por importantes propiedades de endurecimiento por deformación. Debido a su escasa conductividad térmica, el calor de corte se acumula rápidamente en la punta de la herramienta. Si el SFM es demasiado alto, el filo de corte se ablandará rápidamente o incluso se fracturará bajo la intensa temperatura.
Hierro fundido
Las partículas abrasivas internas y la morfología del grafito (en escamas o nodular) influyen significativamente en la resistencia al corte. Los ajustes de SFM deben manejarse con cuidado; por ejemplo, la fundición dúctil es más dura que la gris y suele requerir una velocidad de corte menor.
Titanio y aleaciones a base de níquel
A menudo denominados superaleaciones, estos materiales generan temperaturas extremas en el punto de corte. Para mantener un proceso de mecanizado controlable, hay que sacrificar la velocidad, manteniendo el SFM dentro de un rango muy bajo para garantizar la integridad de la herramienta.
Latón y bronce
Estos materiales suelen ser conocidos por su excelente mecanizabilidad. Pueden aplicarse velocidades lineales elevadas para lograr altos índices de producción y un acabado superficial limpio. Sin embargo, es importante controlar el desgaste de la herramienta cuando se trabaja con aleaciones de bronce específicas que contienen elementos abrasivos, ya que pueden ser más exigentes con el filo de corte que el latón de corte libre estándar.
Conclusión
SFM es más que un parámetro de velocidad. Refleja la adecuación entre la herramienta, el material y las condiciones de corte. Comprender y ajustar correctamente el SFM puede ayudar a mejorar el acabado superficial y la vida útil de la herramienta, al tiempo que hace que el proceso de mecanizado general sea más estable y eficiente.
PREGUNTAS FRECUENTES
¿Es siempre mejor un MFE más alto?
No. Un SFM más alto puede mejorar la eficacia del mecanizado y, en algunos casos, el acabado superficial, pero sólo si se mantiene dentro de un rango adecuado. Si el SFM es demasiado alto, el desgaste de la herramienta puede aumentar rápidamente y el calor de corte puede concentrarse más. Si el SFM es demasiado bajo, es más probable que se produzca una acumulación de filo, un corte inestable y un mal acabado superficial. El SFM adecuado suele ser el que crea un buen equilibrio entre la vida útil de la herramienta, la calidad de la pieza y la eficacia del mecanizado.
¿Qué herramientas pueden utilizarse para calcular la SFM?
En el mecanizado real, hay cuatro tipos comunes de herramientas utilizadas para calcular el SFM. La primera es una Calculadora SFM en línea, que permite a los usuarios introducir el diámetro de la herramienta y la velocidad del husillo, o empezar con un SFM recomendado y calcular las RPM. El segundo es tablas de datos de corte o catálogos digitales facilitados por los fabricantes de herramientasque enumeran las gamas recomendadas de SFM, avance y velocidad para distintos materiales. El tercero es aplicaciones móviles de mecanizadoque suelen incluir conversiones rápidas para SFM, RPM, velocidad de avance y datos de perforación. El cuarto es el funciones de cálculo integradas en algunos programas de programación CNC o sistemas CAMque ayudan a definir la velocidad de corte y la velocidad del cabezal durante la programación. En la práctica, estas herramientas deben utilizarse como punto de partida, y los ajustes finales deben ajustarse en función del material, la herramienta y las condiciones de corte reales.
¿Qué es un buen SFM para el acero?
No existe un único valor de SFM que sirva para todos los aceros. El intervalo adecuado depende del grado de acero, la dureza, el material de la herramienta, el revestimiento y el estado del refrigerante. En general, los aceros con bajo contenido en carbono suelen permitir un SFM más alto, mientras que los aceros aleados o endurecidos suelen requerir un rango más conservador. En el mecanizado real, lo más seguro es empezar con los datos recomendados por el proveedor de la herramienta y, a continuación, ajustar la velocidad en función del desgaste de la herramienta, el acabado superficial y la estabilidad del corte.


